Способы изоляции сварных стыков ППУ труб
Изоляция стыков ППУ-трубопроводов может быть выполнена двумя способами:
1. При помощи термоусаживаемых муфт. Она надёжна, известна и очень распространена. Её достоинствами является высокое качество изоляции, простота монтажа и заливки компонентов ППУ. К недостаткам этой технологии можно отнести относительно высокую стоимость комплекта заделки стыков (КЗС) и необходимость одевать муфту на трубу непосредственно до сварки металлического шва, что зачастую значительно тормозит проведение работ.
2. В отличие от муфты, лента для изоляции стыков ППУ может быть установлена в любое время после сварки шва, а конечная цена всего стыка оказывается значительно дешевле КЗС с муфтой.
Термоусаживающиеся материалы ТИАЛ могут быть использованы для гидроизоляции зоны сварного шва на предварительно теплоизолированных ППУ трубопроводах.
ТИАЛ-М40 может применяться для гидроизоляционной защиты зоны сварного шва теплоизолированных трубопроводов. Для замыкания в кольцо совместно с армированной замковой пластиной ТИАЛ-ЗП.
Термоусаживаемая лента ТИАЛ-М40 имеет двухслойную конструкцию (полиэтиленовая основа и термоплавкий адгезив). Полиэтиленовый радиационно-модифицированный слой ленты ТИАЛ-М40 обладает свойством термоусадки и имеет высокую стойкость к истиранию и работой под нагрузкой, а термоплавкий адгезив — высокую стойкость к сдвиговым деформациям, что подтверждено испытаниями под нагрузкой ОАО «ВНИПИЭнергопром» на соответствие требованиям ГОСТ на количество циклов равное 2000.
Как подобрать необходимую ширину ленты для изоляции стыка ППУ? Согласно п.4.8 ГОСТ 30732-2006 (Трубы и фасонные изделия стальные с тепловой изоляцией из пенополиуретана в полиэтиленовой оболочке) — длина неизолированных концов стальных труб должна быть 150мм для труб с диаметром оболочки до 315мм включительно и 210мм — для труб диаметром 400мм и более.
Соответственно, суммарная ширина стыка для оболочки
Для оболочки 400мм и выше — ширина стыка равняется 420мм, и должна быть использована термолента шириной 650мм.
|
|
|
Требования к качеству покрытия:
• манжета плотно охватывает всю изолируемую поверхность кожуха и прилегающую площадь полиэтиленовой оболочки трубы.
• адгезивный слой выступает по краям манжеты на величину 3 — 5 мм.
• манжета не имеет складок, гофр, воздушных полостей и следов прожога.
|

Термоусаживающаяся лента ТИАЛ-М40 поставляется в рулонах по 30 п.м., нарезка осуществляется изолировщиками непосредственно на трассе, что очень удобно при наличии нескольких разных диаметров. Замковые пластины ТИАЛ-ЗП поставляются в пачках поштучно
В зависимости от диаметра трубопровода и пожеланий заказчика адгезивная лента ТИАЛ-З имеет различную ширину и толщину. Допускается как армированное стеклосеткой, так и неармированное исполнение. Поставляется в рулонах по 30 погонных метров.
|
|
Особые характеристики: • обеспечивается комплексная защита зоны сварного стыка от проникновения грунтовых, паводковых и прочих сточных вод. • высокая механическая прочность особенно актуальна при бесканальном способе прокладки трубопровода. • высокие эксплуатационные показатели при работе под нагрузкой в количестве 2000 циклов. |

Технология нанесения
|
|
||
|
Гидроизоляция сварного стыка теплоизолированного трубопровода подземной прокладки с помощью кожуха из оцинкованной стали, заливки жидких компонентов ППУ и термоусаживающейся ленты ТИАЛ-М40 совместно с замковой пластиной ТИАЛ-ЗП. |
||
|
Гидроизоляция сварного стыка теплоизолированного трубопровода надземной прокладки с помощью ППУ скорлуп, термоусаживающейся ленты ТИАЛ-М40 совместно с замковой пластиной ТИАЛ-ЗП и оцинкованного кожуха. |
||
|
Гидроизоляция сварного стыка теплоизолированного трубопровода подземной прокладки с помощью полиэтиленового кожуха, заливки жидких компонентов ППУ и термоусаживающейся ленты ТИАЛ-М40 совместно с замковой пластиной ТИАЛ-ЗП. |

В таблице ниже указана необходимая длина манжеты ТИАЛ-М40 в зависимости от диаметра оболочки, которая учитывает процент усадки и нахлёст ленты.
Таблица длин манжет «ТИАЛ-М40»
в зависимости от диаметра трубопроводов.
|
Наружный диаметр стальной трубы, мм |
Наружный диаметр п/э оболочки, мм |
Длина манжеты ТИАЛ-М40, м |
| 32 |
110 | 0,50 |
|
57 |
125 |
0,55 |
|
76 |
140 |
0,60 |
|
89 |
160 |
0,65 |
|
108 |
180 |
0,75 |
|
133 |
225 |
0,90 |
|
159 |
250 |
0,95 |
|
159 |
280 |
1,05 |
|
219 |
315 |
1,15 |
|
273 |
400 |
1,45 |
|
325 |
450 |
1,60 |
|
377 |
500 |
1,80 |
|
426 |
560 |
2,00 |
|
426 |
630 |
2,25 |
|
530 |
710 |
2,50 |
|
630 |
800 |
2,80 |
|
720 |
900 |
3,15 |
|
820 |
1000 |
3,50 |
Изоляция сварных стыков труб в ППУ изоляции
Изоляция стыков труб в ппу изоляции
Перед тем, как приступить к изоляции стыков труб ППУ, необходимо провести предварительные подготовительные работы. Для этого необходимо установить муфту на трубу. При этом нужно помнить, что упаковочную пленку не снимают до начала проведения работ. Нужно следить, чтобы маркировка муфты полностью соответствовала диаметру трубы.
Для этого необходимо установить муфту на трубу. При этом нужно помнить, что упаковочную пленку не снимают до начала проведения работ. Нужно следить, чтобы маркировка муфты полностью соответствовала диаметру трубы.
Преимущества изоляции стыков сварных швов
Приступать к выполнению изоляции стыков сварных швов необходимо только после полной проверки этих швов. Этот процесс может проводиться методом неразрушающего контроля или с помощью гидравлического испытания.
Проводить работы изоляции стыков ппу можно при температуре воздуха, которая превышает пятнадцать градусов мороза по Цельсию. Если погодные условия предполагают выпадение осадков – дождь или снег, то необходимо соорудить временное укрытие, где и будут проводиться работы. Необходимо исключить возможность попадания влаги на монтируемые части.
Если не теплотрассе имеется система контроля за состоянием изоляции, то следует провести соединение всех проводков и испытать их работоспособность. Если труба имеет диаметр больше 630 миллиметров, то монтаж муфт проводится при помощи двух газовых горелок одновременно.
Процесс выполнения работ
Весь процесс изоляции стыков трубопроводов можно разделить на несколько этапов:
- изначально проводится очистка торцов с помощью щеток, чтобы устранить попадание грязи под муфту;
- далее удаляется теплоизоляционный слой трубы так, чтобы глубина составляла около пятнадцати или двадцати сантиметров;
- соединения с двух сторон обезжиривают растворителем, а также зачищают наждачной бумагой. Если температура воздуха около нуля или меньше, то ее нужно прогреть с обеих сторон стыков;
- отцентровывается муфта, чтобы положение шва строго соответствовало центру;
- можно распаковать муфту, внутренняя ее поверхность должна быть сухой и без загрязнений;
- прогревание поверхностей и надевание муфты на стык. Прогревать нужно мягким пламенем, чтобы не повредить поверхность;
- в итоге – проверка на герметичность изоляции сварного стыка.
Преимущества обращения в нашу компанию
- Наша компания оказывает профессиональные услуги по изоляции стыков труб в ппу изоляции.
 Мы предлагаем только лучшее обслуживание квалифицированными работниками с большим опытом работы. Все наши работники имеют аккредитацию, выданную заводами-изготовителями.
Мы предлагаем только лучшее обслуживание квалифицированными работниками с большим опытом работы. Все наши работники имеют аккредитацию, выданную заводами-изготовителями. - После выполнения работ мы предоставляем гарантию качества выполненных работ, а также долгосрочную безаварийную работу теплотрассы. Работы по изоляции сварных стыков трубопроводов выполняются в самые короткие сроки без задержек, поэтому наши клиенты всегда довольны результатом.
 Мы предлагаем только лучшее обслуживание квалифицированными работниками с большим опытом работы. Все наши работники имеют аккредитацию, выданную заводами-изготовителями.
Мы предлагаем только лучшее обслуживание квалифицированными работниками с большим опытом работы. Все наши работники имеют аккредитацию, выданную заводами-изготовителями.OOO «НИЦ «Поиск»
Инструкция по изоляции сварных стыков
Инструкция по изоляции зон сварных стыков трубопроводов включает в себя:
1. Изоляцию зон сварных стыков участков газопроводов с разнородными типами покрытий (из экструдированного полиэтилена, из полимерных липких лент, битумных мастик и др.) в трассовых условиях допускается выполнять покрытиями на основе мастичной ленты ЛИАМ при условии, если максимальная температура эксплуатации данного участка газопровода не будет превышать 40 ºС.
2. Проведение работ по изоляции зон сварных стыков ручным способом следует проводить в сухое время года. Нанесение изоляционного покрытия во время дождя или снега допускается только при условии защиты изолируемой поверхности от попадания влаги и сухости поверхности газопровода. Проведение изоляционных работ в зависимости от температуры окружающего воздуха необходимо согласовывать с маркой ленты ЛИАМ (лента ЛИАМ зимнего или летнего применения).
3. Рекомендуемая конструкция комбинированного покрытия сварного стыка по ГОСТ 9.602-2005: грунтовка асмольная лента ЛИАМ толщиной не менее 2,0 мм в 1 слой; полимерная липкая обертка толщиной не менее 0,6 мм (допускается нанесение второго слоя ленты ЛИАМ).
4. Перед нанесением покрытия необходимо очистить поверхность сварного стыка и смежных участков на расстоянии не менее 200 мм от посторонних загрязнений. Поверхность сварного стыка необходимо подвергнуть очистке до степени 4 по ГОСТ 9. 402-80 при помощи шлифмашинки и обеспылить ее. Заводское покрытие на расстоянии не менее 100 мм от их кромок следует подвергнуть легкой обработке металлической щеткой или крупнозернистой абразивной шкуркой для придания шероховатости поверхностному слою с последующим обеспыливанием.
402-80 при помощи шлифмашинки и обеспылить ее. Заводское покрытие на расстоянии не менее 100 мм от их кромок следует подвергнуть легкой обработке металлической щеткой или крупнозернистой абразивной шкуркой для придания шероховатости поверхностному слою с последующим обеспыливанием.
5. На подготовленный для изоляции стык следует нанести валиком или кистью асмольную грунтовку, захватывая примыкающие к нему участки с заводским покрытием. Слой грунтовки должен быть сплошным, ровным и не иметь сгустков, подтеков и пузырей.
6. Нанесение изоляционного покрытия следует выполнять спиральной навивкой из рулона:
перед началом работ следует установить необходимый угол намотки мастичной ленты ЛИАМ и нахлест витков не менее 20-25 мм. Это выполняют путем предварительной намотки ее из рулона на трубу без снятия антиадгезива.
мастичную ленту ЛИАМ следует наносить по невысохшему («мокрому») слою грунтовки. Начало рулона мастичной ленты ЛИАМ следует размотать, освободить от антиадгезива и закрепить на подготовленном для изоляции участке в верхней части трубы в положении 1-2 ч (10-11 ч), обеспечивая перекрытие заводского изоляционного покрытия не менее, чем на 75 мм по всему периметру трубы. В зимний период для закрепления полотнища ленты следует осторожно прогреть мягким пламенем газовой горелки мастичный слой на расстоянии 150-200 мм от края до его размягчения.
Начало рулона мастичной ленты ЛИАМ следует размотать, освободить от антиадгезива и закрепить на подготовленном для изоляции участке в верхней части трубы в положении 1-2 ч (10-11 ч), обеспечивая перекрытие заводского изоляционного покрытия не менее, чем на 75 мм по всему периметру трубы. В зимний период для закрепления полотнища ленты следует осторожно прогреть мягким пламенем газовой горелки мастичный слой на расстоянии 150-200 мм от края до его размягчения.
на заводском покрытии следует выполнить не менее полутора витков мастичной лентой ЛИАМ.
— ленту ЛИАМ следует наносить с требуемым натягом по спирали, оборачивая рулон вокруг трубы и обеспечивая нахлест между витками ленты не менее 20-25 мм. При нанесении ленты ЛИАМ в два слоя нахлест витков должен составлять 50 % ширины плюс 2 см. Антиадгезив в процессе нанесения должен удаляться.
изоляцию зоны сварного стыка участка следует проводить до перекрытия лентой ЛИАМ смежного участка с заводской изоляцией не менее, чем на 75 мм. — закрепить конец полотнища на трубе в положении 1 — 2 ч (10 — 11 ч).
— закрепить конец полотнища на трубе в положении 1 — 2 ч (10 — 11 ч).
поверх мастичной ленты ЛИАМ следует нанести оберточный слой. При применении липких полимерных лент начало оберточной ленты следует закрепить в положении 1 – 2 ч (10 – 11 ч) на ранее нанесенный изоляционный слой ленты ЛИАМ, прикатав место крепления валиком или плотно прижав конец рукой в термостойкой перчатке.
Изоляция стыков ППМИ инструкция — ООО МАГИСТРАЛЬНЫЕ ТЕПЛОВЫЕ СИСТЕМЫ
Инструкция по изоляции стыков ППМ
Данная инструкция действительна для компонентов ИЗОЛАН А-340 и диаметров 20/121 до 1020/1160 мм по ГОСТ Р 56227-2014.
Купить комплект для изоляции стыков ППМИ вы можете в нашей компании, связавшись с отделом продаж по телефонам:
+7(831)214-00-11, 8-800-551-0761
или по электронной почте:
[email protected]
Список необходимого оборудования для изоляции стыков.
1. Электрическая дрель с насадкой для перемешивания или строительный миксер.
2. Ёмкость для перемешивания компонентов.
3. Пушечное сало (или аналогичная смазка).
4. Лист жести, раскроенный по таблице 1.
5. Цепные домкраты или другие приспособления для крепления опалубки.
6. Кисть.
7. Скребок.
8. Весы или мерники для дозировки компонентов.
Подготовка стыка к заливке
1.1 Очистить участок стыка и прилегающую к стыку изоляцию от песка, грунта и других материалов.
1.2 Сделать под стыком приямок шириной не менее 200 мм от края изоляции в каждую сторону и глубиной не менее 100 мм ниже образующей поверхности изоляции. Зазор между трубами должен составлять не менее 30 мм.
1.3 Обрезать и сколоть края изоляции по диаметру. Расстояние между краями изоляции на стыке должно быть не более 400 мм.
Подготовка опалубкиВАЖНО! В канале или траншее не должно быть воды!
2. Подготовка инвентарной опалубки к монтажу.
Подготовка инвентарной опалубки к монтажу.
2.1 Очистить внутреннюю поверхность опалубки от остатков застывшей ППМ смеси. При необходимости выправить лист в местах заминов.
2.2 Смахать внутреннюю поверхность листа тонким слоем разделительной смазки.
Инвентарная опалубка — оцинкованный лист толщиной 0,55 — 0,80 мм, скрученный в цилиндр и имеющий отверстие для заливки ППМ смеси. Размеры заготовки листа в зависимости от диаметра изоляции приведены в таблице 1:
| Диаметр трубы, мм | Диаметр изоляции, мм | L1, мм | L2, мм |
| 20, 25, 32, 45 | 121 | 600 | 500 |
| 57 | 140 | 600 | 600 |
| 76 | 160 | 600 | 650 |
| 89, 108 | 180 | 600 | 700 |
| 114, 133 | 205 | 600 | 750 |
| 159 | 257 | 600 | 910 |
| 219 | 309 | 600 | 1050 |
| 273 | 359 | 600 | 1230 |
| 325 | 412 | 600 | 1400 |
| 377 | 462 | 600 | 1600 |
| 377, 426 | 514 | 600 | 1800 |
| 530 | 650 | 600 | 2200 |
| 530 | 670 | 600 | 2300 |
| 630 | 750 | 600 | 2500 |
| 720 | 860 | 600 | 2900 |
| 820 | 960 | 600 | 3200 |
| 920 | 1060 | 600 | 3500 |
| 1020 | 1160 | 600 | 3800 |
В качестве смазки применяются: пушечное сало, солидол, литол или аналоги.
3. Установка инвентарной опалубки на стык.
3.1 Установить инвентарную опалубку на подготовленный к заливке стык.
3.2 Стянуть края опалубки с помощью бандажной ленты или цепных домкратов.
3.3 Закрыть заливочное отверстие металлической пластиной и закрепить бандажной лентой или цепным домкратом с усилием, позволяющим сдвинуть пластину и освободить отверстие опалубки для заливки, подготовленной ППМ смеси.
Кромки листа должны плотно прилегать к изоляции в месте стяжки и друг к другу в месте нахлеста.
4. Дозировка компонентов
ВАЖНО! Все работы по дозировке, смешиванию и заливке компонентов изоляции производить в спецодежде, перчатках и защитных очках.
4.1 Произвести дозировку компонента А (синяя или зеленая бочка) на весах в зависимости от диаметра трубы и диаметра изоляции согласно таблице 2:
| D трубы D изоляции | 20 121 | 25 121 | 32 121 | 45 121 | 57 140 | 76 160 | 89 180 | 108 180 | 114 205 | 133 205 | 159 257 | 219 309 |
| А, кг В, кг С, кг | 0,34 0,54 0,60 | 0,33 0,53 0,59 | 0,32 0,51 0,58 | 0,30 0,48 0,54 | 0,39 0,62 0,69 | 0,47 0,75 0,84 | 0,58 0,92 1,04 | 0,49 0,78 0,88 | 0,68 1,09 1,23 | 0,57 0,92 1,03 | 0,96 1,54 1,73 | 1,12 1,79 2,02 |
| D трубы D изоляции | 273 359 | 325 412 | 377 462 | 377 514 | 426 514 | 530 650 | 530 670 | 630 750 | 720 860 | 820 960 | 920 1060 | 1020 1160 |
| А, кг В, кг С, кг | 1. 28 282.05 2.31 | 1.51 2.42 2.72 | 1.68 2.69 3.03 | 2.88 4.60 5.18 | 1.95 3.12 3.51 | 3.34 5.34 6.01 | 3.96 6.33 7.13 | 3.90 6.24 7.02 | 5.21 8.34 9.38 | 5.87 9.40 10.57 | 6.53 10.45 11.76 | 7.19 11.51 12.94 |
Компоненты до и после дозировки должны храниться в плотно закрытом состоянии в сухом помещении.
Компоненты для заливки стыка могут доставляться к месту выполнения работ в готовом к применению состоянию. Компонент для заливки стыка представляет собой три ёмкости различного объёма:
ёмкость, содержащая компонент А; ёмкость, содержащая компонент Б, ёмкость, содержащая компонент С.
5. Смешивание компонентов и изоляция участка стыка.
Заделка стыков производится только в сухую погоду, при этом оптимальная температура окружающей среды должна быть +18+25 С°.
При пониженной температуре воздуха рекомендуется запустить в работу изолируемую теплотрассу. В этом случае необходимо дополнительно подогревать химические компоненты и опалубку.
При температуре ниже +5 С° заливка стыка производится исключительно в аварийных ситуациях.
Для предотвращения расслоения пигментной и полиэфирной смесей необходимо перед началом заделки стыков перемешать компонент А в ёмкости поставщика.
 Температура компонентов при перемешивании должна быть не ниже +15 С°.
Температура компонентов при перемешивании должна быть не ниже +15 С°.5.1 Отдозированные компоненты В и С смешать между собой до получения однородной массы.
5.2 К смеси компонентов В и С добавить отдозированный компонент А и перемешивать содержимое до начала разогрева (60-90 сек). Перемешивания осуществлять с помощью электрической дрели с насадкой для перемешивания или строительного миксера.
5.3 До начала вспенивания залить реакционную массу в отверстие опалубки (остатки массы со стенок ёмкости необходимо снять).
5.4 Закрыть заливочное отверстие металлической пластиной и стянуть стык по её месту бандажной лентой или цепным домкратом.
6. Выдержка и распалубка отформованного стыка.
6.1 Выдержать реакционную массу в опалубке в течение 30-60 минут (в зависимости от температуры окружающего воздуха и диаметра изолируемой трубы).
6.2 Снять бандажные ленты или цепные домкраты.
6.3 Снять опалубку с отформированного стыка и переставить её после подготовки на следующий участок сварного стыка.
Скачайте инструкцию по заделке стыков ППМИ ниже для удобной работы.
Поделиться ссылкой:
Изоляция стыков ППУ. Заделка стыков ППУ В Москве и области
Качественная изоляция стыков ППУ трубы – единственная работа по защите трубопровода, которая производится на месте. Эту работу наши специалисты выполняют на высоком уровне качества, что подтверждают постоянные проверки герметичности и прочности стыков. Изоляция стыков труб ППУ – задача, которой занимаются наиболее опытные работники.
Какие материалы мы используем?
Уникальным методом работы по заделке стыков ППУ труб является применение термоусаживаемой муфты, Результат применения данной муфты имеет значительно более высокие технические характеристики в сравнении с любым другим подобным способом. Такая муфта представляет собой комплект элементов, без которого невозможна качественная заделка стыков ППУ.
Такая муфта представляет собой комплект элементов, без которого невозможна качественная заделка стыков ППУ.
В комплект входят:
- муфты из термоусаживаемого полиэтилена:
- лужные гильзы;
- гильзы для спуска воздуха;
- пробки конические и дренажные;
- пластины замковые;
- пенопакет монтажный;
- адгезив термоплавкий.
Термоусаживаемая муфта производится путём экструзии расплавленного полиэтилена. Его сначала нагревают, а затем растягивают на станках, чтобы при нагревании диаметр муфты сжался до нужных размеров. Производятся такие муфты согласно ГОСТ 30732-2006 «Трубы и фасонные изделия стальные с тепловой изоляцией из пенополиуретана с защитной оболочкой».
Цены
| Стоимость работ на трубе ∅ | |||||
| Услуга | 89/160 | 108/180 | 133/225 | 159/250 | 219/315 |
| Работа по изоляции стыка | 2 315р. |
2 415р. | 2 501р. | 2 743р. | 2 861р. |
| Работы по изоляции разрезного стыка | 3 286р. | 4 235р. | 4 662р. | 4 867р. | 6 801р. |
| Работы по приварке доп.оболочки под усиление | 2 723р. | 2 734р. | 2 752р. | 3 097р. | 3 116р. |
| 273/400 | 325/450 | 426/560 | 530/710 | 630/800 | |
| Работа по изоляции стыка | 3 325р. |
3 490р. | 4 082р. | 5 215р. | 6 318р. |
| Работы по изоляции разрезного стыка | 7 413р. | 7 554р. | 7 736р. | 9 154р. | 9 385р. |
| Работы по приварке доп.оболочки под усиление | 4 090р. | 4 133р. | 4 169р. | 5 741р. | 7 707р. |
| 720/900 | 820/1000 | 1020/1200 | |||
| Работа по изоляции стыка | 7 065р. |
9 280р. | 11 490р. | ||
| Работы по изоляции разрезного стыка | 11 630р. | 15 642р. | 21 070р. | ||
| Работы по приварке доп.оболочки под усиление | 7 950р. | 14 466р. | 18 732р. | ||
* тарифы на нестандартные работы, а также на заделку стыков в нестандартных условиях (отклонения от нормы СНИП) договорные,
* тип стыков до д. 426 рассчитан как безманжетные, свыше д. 426 мастичные (с аппликаторной лентой) либо электросварные,
* тарифы указаны без НДС
Типовый договор на изоляцию стыков ППУ трубопроводов
Преимущества использования термоусадочной муфты
Герметичная изоляция стыков ППУ достигается благодаря плотному обжиму муфтой места соединения – она охватывает участки изоляции двух труб и пространство между ними. Опционально устанавливается термоплавкий адгезив из комплекта. Он сваривает полиуретан оболочки трубы с муфтой.
Опционально устанавливается термоплавкий адгезив из комплекта. Он сваривает полиуретан оболочки трубы с муфтой.
Преимущества термоусаживаемой муфты:
- диапазон рабочей температуры от — 600°С до + 600°С;
- устойчивость к термическому и химическому воздействию;
- Простота и высокая скорость изоляции стыков ППУ трубы;
- Многоуровневый контроль качества изделия гарантирует надёжность муфты;
Работы по заделке стыков ППУ труб требуют от муфты усадки не менее 13%. Современные технологии, применяемые на нашем заводе, позволили достичь величины этого показателя в 30%. Это позволяет проводить изоляцию стыков ППУ в сложных условиях.
Современная изоляция стыков ППУ трубы предусматривает нагрев муфты до недостижимых ранее 2400С. При этом оболочка трубы и муфта вулканизируются (свариваются), а затем полимеризуются, образовывая сплошной герметичный слой.
Порядок выполнения работ
Работы по заделке стыков ППУ труб проводятся нашими специалистами по отлаженной и многократно проверенной технологии. Она включает следующие этапы:
Она включает следующие этапы:
1. Сварочные работы по металлу.
На трубу надевается муфта и протягивается на метр от места сварки. Затем стыкуется присоединяемая труба. При этом изоляция стыков труб ППУ должна быть совмещена так, чтобы провода СОДК располагались в верхних четвертях трубы (от 10 часов до 2 часов по циферблату). При сварке стыков стальной трубы необходимо защитить провода СОДК. После сварочных работ проводятся гидравлические испытания системы.
2. Соединение проводов СОДК.
Эта простая по названию работа при заделке стыков ППУ требует большой ответственности и профессионализма сотрудников.
- Проводники зачищают на участке выхода шлейфа;
- Зачищают стальную трубу и замеряют сопротивление проводников;
- Проводники соединяют и проверяют на первом стыке проводимость шлейфа;
- Сварное соединение и проводники зачищают и подгоняют шлейф СОДК под муфту;
- Опрессовывают специальным инструментом муфту;
- Затем муфту пропаивают припоем ПОС-61, который идёт в комплекте;
- Под проводники устраивают две опоры по разные стороны от сварного шва. В них устанавливается соединённый проводник;
- Все замеры и показания заносят в журнал.
 В них устанавливается соединённый проводник;
В них устанавливается соединённый проводник;Полный цикл операций проводится на каждом стыке.
3. Уплотнение стыка термоусаживаемой муфтой.
Зачищенное наждачной бумагой и обезжиренное места посадки муфты оклеивают уплотнительной лентой по контактной поверхности. В муфте предварительно сверлится отверстие 20мм, затем её устанавливают в проектное положение и нагревают горелкой. После остывания стыки омыливают, а к отверстию подводят воздушное давление 0,5 бар для проверки герметичности. Затем изоляция стыков ППУ завершается устройством замковой пластины из термоусаживаемой ленты.
4. Заполнение пазухи муфты жидким пенополиуретаном.
Проводя работы по заделке стыков ППУ труб, следует учитывать, что заполнитель поставляется либо комплектом для конкретного стыка (под диаметр), либо в виде отдельных компонентов. В обоих случаях смесь заливают через отверстие в муфте и герметизируют временное пробкой со спускным воздушным клапаном. После полимеризации пенополиуретана временную пробку с клапаном заменяют на постоянную.
После полимеризации пенополиуретана временную пробку с клапаном заменяют на постоянную.
Наша компания имеет 100-летний опыт в прокладке ППУ-трубопроводов. Изоляция стыков труб ППУ – неотъемлемая часть процесса. Наши менеджеры готовы дать консультации по каждому из аспектов этой работы, а также сориентировать по ценам и строкам. Наши контакты: тел. (495) 445-69-36 или почта [email protected].
Изоляция сварных стыков труб скорлупой ППУ
Трубопровод обычно прокладывается по принципу состыковки «трубу в трубу» (ППУ ПЭ). Теплоизоляция пенополиуретаном стальных труб осуществляется на заводе. Сверху накладывается защитный полиэтиленовый слой. Такая технология обеспечивает устойчивость к внешним воздействиям плюс надежность тепловой изоляции.
Основная задача – исключить наличие слабых мест, в стыковых соединениях. После сварки они должны быть должным образом изолированы.
Качественные характеристики скорлупы ППУ позволяют применять ее практически повсеместно в таких видах работ.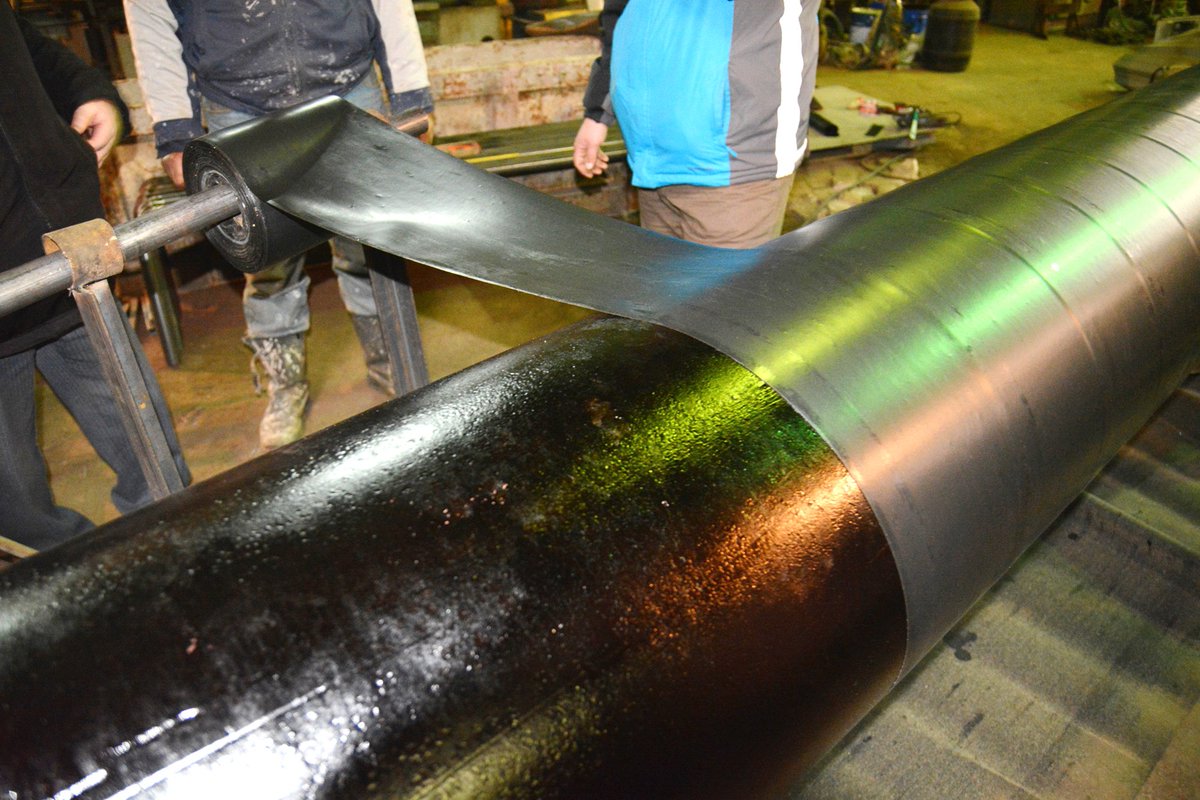 Высокий спрос на продукцию связан с ее надежностью и устойчивому воздействию внешней среды.
Высокий спрос на продукцию связан с ее надежностью и устойчивому воздействию внешней среды.
Производством скорлупы ППС для утепления труб и фальшбалок из полиуретана занимается компания Amaro, на сайте https://amaro.ru/info/skorlupa/izolyaciya-svarnih-stikov-ppu.html вы найдете каталог продукции и много полезной информации.
Отличительные свойства полиуретановой скорлупыИзделие имеет полу цилиндрическую форму. Длина до одного метра. Легкость монтажа обеспечивается удобством замка. В процессе изоляции нет надобности в специализированном оборудовании. Работа может быть проделана вручную.
Для крепежа могут использоваться:
- хомут;
- термоленту;
- теплоизоляционный клей (Спантан-1К).
Высококачественные скорлупы ППУ обеспечивают надежность прокладки над землей и под ней. Работа проводится исключительно в сухую погоду.
Преимущества использования для изоляции стыков труб изделия ППУОсновное ценное качество – минимизация тепловых потерь. Для энергетических объектов это составляет в три раза меньший показатель по сравнению с установленными нормами.
Для энергетических объектов это составляет в три раза меньший показатель по сравнению с установленными нормами.
Длительность срока эксплуатации и простота применения. С учетом высокого спроса на изделие можно провести демонтаж с установкой на другие стыки. Беспроигрышный вариант при монтаже временных трубопроводных систем.
Разновидности изоляцииМонтаж изделия проводится в разнообразных условиях. Это связано с эксплуатацией энергетических систем. Поэтому и свойства покрытия отличаются друг от друга. Защита от солнца обеспечивает фольга. Стеклопластик надежно предотвращает возможность механического повреждения.
Приобрести скорлупу ППУМы предоставляем возможность купить продукцию для проведения изоляционных работ стыков трубопровода. Изделия из вспененного полиуретана – гарантия качества при монтаже. Предлагаем различные виды для каждого конкретного случая.
В наличии имеются дополнительные материалы: скотч алюминиевый, клей Спантан-1К, хомуты.
Изоляция ППУ. Комплекты для изоляции сварного стыка. Скорлупа для труб и трубопроводов.
Главная Комплекты для изоляции стыковИзоляция стыков ППУ труб — это значимый и чрезвычайно ответственный момент в строительстве трубопроводов. Правильность и последовательность работ, высокое качество материала — это гарантия надежности, достойных эксплуатационных характеристик, долговечности и безопасности трубопровода.
Если вам необходимы качественные комплекты для изоляции сварного стыка — изучите каталог нашей компании, чтобы подобрать именно то оборудование, которое вам подойдет. Мы предлагаем комплектующие, которые используются при выполнении работ подземной и наземной прокладки. В нашем каталоге вы найдете продукцию высокого качества, которая полностью отвечает международным стандартам, представлена широким ассортиментом из множества наименований.
Широкий выбор продукции для изоляции трубопровода
Изоляция трубопроводов, выполненная профессионалами, обеспечит длительную эксплуатацию системы, позволит сэкономить ресурсы наших клиентов. Мы готовы оказать поддержку каждому посетителю интернет-магазина, предлагая широкий выбор актуальной продукции в сфере строительства трубопроводов и коммуникационных систем.
Мы готовы оказать поддержку каждому посетителю интернет-магазина, предлагая широкий выбор актуальной продукции в сфере строительства трубопроводов и коммуникационных систем.
Скорлупа ППУ для труб, которую вы можете приобрести на нашем сайте и заказать доставку по указанному адресу, поможет избежать опасности разрушения, обеспечив долговечность системы.
Установка трубопроводов, теплотрасс требует повышенного внимания монтажников, для которых изоляция стыков является определяющим фактором качества, прочности и высоких эксплуатационных характеристик теплотрассы, защищая ее от разгерметизации и коррозии, которой подвержены многие материалы.
Мы предлагаем различные виды продукции для изоляции стыков с использованием термоусаживаемых муфт, которые входят в комплект, состоящий также из:
- Комплекта компонентов ППУ.
- Пробки для стравливания.
- Адгезиваной ленты.
- Пробки ПЭ.
- Держателей проводников.
В нашем каталоге можно выбрать всю необходимую продукцию, от которой зависит качество герметизации стыков трубы. Комплекты, которые можно приобрести в режиме онлайн, обеспечивают абсолютную монолитность ППУ ПЭ стыка и самой изоляции, и в данной оболочке. Все товары сертифицированы и отвечают требованиям стандартов качества и безопасности.
Комплекты, которые можно приобрести в режиме онлайн, обеспечивают абсолютную монолитность ППУ ПЭ стыка и самой изоляции, и в данной оболочке. Все товары сертифицированы и отвечают требованиям стандартов качества и безопасности.
Скорлупа для труб ППУ
Изолированные стыки трубопроводов | «Монолитные изоляционные швы» | Катодная защита
Tube Turns Изолированные соединения представляют собой сборные конструкции, цельные соединения стыковой сварки, кованая конструкция корпуса, используемая для электрической изоляции и защиты трубопроводов и связанного с ними оборудования от коррозионных повреждений, вызванных паразитными электрическими токами и возникающими нежелательными электрическими потенциалами. к трубопроводу от воздушных линий электропередачи, параллельных трубопроводов и других источников.
Изолирующие соединения предотвращают контакт металла с металлом через соединение; и эта защита долгосрочная и необслуживаемая . Изолирующие соединения изготавливаются по индивидуальному заказу в соответствии с вашими требованиями. Изолирующие соединения изготавливаются для любого диаметра или толщины стенки и имеют сквозные отверстия для обеспечения прохода скребков и скребков; и каждое изолирующее соединение имеет серийный номер , код нагрева и отслеживаемый .
Изолирующие соединения изготавливаются по индивидуальному заказу в соответствии с вашими требованиями. Изолирующие соединения изготавливаются для любого диаметра или толщины стенки и имеют сквозные отверстия для обеспечения прохода скребков и скребков; и каждое изолирующее соединение имеет серийный номер , код нагрева и отслеживаемый .
Повороты труб Изолированные стыки трубных заглушек имеют следующие преимущества по сравнению с другими электрическими изоляционными устройствами:
1. Полностью собран на заводе и готов к установке, нет необходимости разбирать или собирать
2.Электрические испытания на заводе
3. Осмотр на заводе и механические испытания на герметичность
4. Внутреннее и внешнее покрытие непроводящей эпоксидной смолой на заводе
5. Не требует обслуживания или регулировки после установки
6. Конструктивно прочная
Конструктивно прочная
Монолитная изоляция Соединения должны быть без болтов и полностью собраны на заводе в соответствии с соответствующими требованиями кодексов ASTM, API, DIN и BS. Все сварные швы должны быть сварными встык.В качестве диэлектрического изоляционного материала должен использоваться термореактивный эпоксидный материал из стекловолокна, работающий при высоких температурах. Уплотнение должно осуществляться с помощью двойных статических, самоходных кольцевых уплотнений «O», размещенных в точно обработанных канавках, полностью защищенных от кавитации в полном соответствии с нормами проектирования ASME. Внутреннее и внешнее покрытие должно быть двухкомпонентным эпоксидной смолой толщиной от 0,016 до 0,024 дюйма (от 0,40 до 0,60 мм) с точностью до 2 дюймов от каждого конца. Каждый блок должен быть испытан на электрические (при 5 кВ, 25 МОм), гидростатические (при 1,5 x O.P.) и сварные швы (ультразвуковые / магнитные частицы).
· Разработан для использования практически с любыми жидкостями: нефтью, газом, водой.
· На суше, на море, под землей, под землей или под водой; в «сладких» (некоррозионных) или «кислых» коррозионных средах
· Транспортировка газа под высоким давлением
· Системы сбора газа
· Жидкостные трубопроводы всех типов
· Газораспределительные и ответвления
трубопровод входит или выходит из земли
· Устанавливается на впускных и выпускных трубах для изоляции счетчиков, резервуаров, насосных и компрессорных станций от основной системы CP
Комплекты изоляции и изоляционные соединения
Назначение изоляционного соединения — предотвратить вредное электрохимическое взаимодействие и повысить эффективность системы катодной защиты.Изолирующие соединения также используются для обеспечения эффективного распределения тока в системе катодной защиты.
Изолирующие совместные функциональные требования:
• Изолирующий стык должен подходить для операции скребкования.
• Надвижные фланцы использовать нельзя.
• Изолирующие соединения должны выдерживать условия эксплуатации, указанные в листах заявки.Если условия эксплуатации не указаны, применяются следующие условия эксплуатации.
• Установка: над землей.
• Расчетная температура: 82 ° C максимум и 5 ° минимум
КОМПОНЕНТЫ ИЗОЛЯЦИОННОГО СОЕДИНЕНИЯ:
1) Две катушки, каждая из которых состоит из отрезка трубы со скошенным концом для приваривания к трубопроводу с одной стороны, с приваренным безболтовым фланцем на другом конце для герметизации изоляционным и присадочным материалом.
Материал, используемый для сегментов трубы, должен быть совместим с материалом трубопровода.
2) Жесткое литье (стопорное кольцо) для прочностного соединения.
— Один комплект кольцевых уплотнений для удержания внутреннего давления в трубопроводе ниже 50 бар (изб.).
— Двойное уплотнение должно быть указано для расчетного давления, превышающего 50 бар (изб.).
3) Два контактных выступа на внешней поверхности каждой катушки. Каждый наконечник должен подходить для кабельного соединения M10 с болтовым соединением.
Каждый наконечник должен подходить для кабельного соединения M10 с болтовым соединением.
% PDF-1.6
%
54 0 объект
>
эндобдж
xref
54 110
0000000016 00000 н.
0000002915 00000 н.
0000003018 00000 н.
0000004209 00000 н.
0000004259 00000 н.
0000004309 00000 н.
0000004359 00000 п.
0000004407 00000 н.
0000004457 00000 н.
0000004506 00000 н.
0000004531 00000 н.
0000004556 00000 н.
0000004604 00000 н.
0000004629 00000 н.
0000004654 00000 н.
0000004702 00000 п.
0000004779 00000 н.
0000005539 00000 п.
0000005834 00000 н.
0000006247 00000 н.
0000006986 00000 н.
0000007040 00000 п.
0000007563 00000 н.
0000007889 00000 н.
0000010239 00000 п.
0000010320 00000 п.
0000012504 00000 п.
0000014589 00000 п.
0000015848 00000 п.
0000016121 00000 п.
0000017026 00000 п.
0000018195 00000 п.
0000018247 00000 п.
0000020794 00000 п.
0000021786 00000 п. 0000022367 00000 п.
0000027174 00000 п.
0000029708 00000 п.
0000029974 00000 н.
0000030292 00000 п.
0000030540 00000 п.
0000030788 00000 п.
0000031091 00000 п.
0000031426 00000 п.
0000031829 00000 п.
0000032171 00000 п.
0000032396 00000 п.
0000032935 00000 п.
0000033345 00000 п.
0000033731 00000 п.
0000034425 00000 п.
0000034910 00000 п.
0000035631 00000 п.
0000036124 00000 п.
0000036865 00000 п.
0000038256 00000 п.
0000038582 00000 п.
0000047390 00000 п.
0000053227 00000 н.
0000059152 00000 п.
0000059398 00000 п.
0000060901 00000 п.
0000072366 00000 п.
0000076211 00000 п.
0000083579 00000 п.
0000087845 00000 п.
0000095030 00000 н.
0000095127 00000 п.
0000096460 00000 п.
0000103622 00000 н.
0000109464 00000 п.
0000117874 00000 н.
0000129474 00000 н.
0000132287 00000 н.
0000137133 00000 п.
0000140765 00000 н.
0000145832 00000 н.
0000161027 00000 н.
0000162382 00000 н.
0000163749 00000 н.
0000164133 00000 н.
0000164467 00000 н.
0000165312 00000 н.
0000022367 00000 п.
0000027174 00000 п.
0000029708 00000 п.
0000029974 00000 н.
0000030292 00000 п.
0000030540 00000 п.
0000030788 00000 п.
0000031091 00000 п.
0000031426 00000 п.
0000031829 00000 п.
0000032171 00000 п.
0000032396 00000 п.
0000032935 00000 п.
0000033345 00000 п.
0000033731 00000 п.
0000034425 00000 п.
0000034910 00000 п.
0000035631 00000 п.
0000036124 00000 п.
0000036865 00000 п.
0000038256 00000 п.
0000038582 00000 п.
0000047390 00000 п.
0000053227 00000 н.
0000059152 00000 п.
0000059398 00000 п.
0000060901 00000 п.
0000072366 00000 п.
0000076211 00000 п.
0000083579 00000 п.
0000087845 00000 п.
0000095030 00000 н.
0000095127 00000 п.
0000096460 00000 п.
0000103622 00000 н.
0000109464 00000 п.
0000117874 00000 н.
0000129474 00000 н.
0000132287 00000 н.
0000137133 00000 п.
0000140765 00000 н.
0000145832 00000 н.
0000161027 00000 н.
0000162382 00000 н.
0000163749 00000 н.
0000164133 00000 н.
0000164467 00000 н.
0000165312 00000 н. 0000166098 00000 н.
0000166857 00000 н.
0000167247 00000 н.
0000168077 00000 н.
0000168907 00000 н.
0000171950 00000 н.
0000172214 00000 н.
0000173076 00000 н.
0000173289 00000 н.
0000173606 00000 н.
0000173678 00000 н.
0000175339 00000 н.
0000175618 00000 н.
0000176004 00000 н.
0000176188 00000 п.
0000176264 00000 н.
0000176323 00000 н.
0000176372 00000 н.
0000176594 00000 н.
0000176671 00000 н.
0000176800 00000 н.
0000177107 00000 н.
0000177166 00000 н.
0000177215 00000 н.
0000177425 00000 н.
0000177554 00000 н.
0000002496 00000 н.
трейлер
] >>
startxref
0
%% EOF
163 0 объект
> поток
xb«Pf`Rg`g`ZAX, WFU mIa BPe & [NHgqXVOȂq $ Ck /
0000166098 00000 н.
0000166857 00000 н.
0000167247 00000 н.
0000168077 00000 н.
0000168907 00000 н.
0000171950 00000 н.
0000172214 00000 н.
0000173076 00000 н.
0000173289 00000 н.
0000173606 00000 н.
0000173678 00000 н.
0000175339 00000 н.
0000175618 00000 н.
0000176004 00000 н.
0000176188 00000 п.
0000176264 00000 н.
0000176323 00000 н.
0000176372 00000 н.
0000176594 00000 н.
0000176671 00000 н.
0000176800 00000 н.
0000177107 00000 н.
0000177166 00000 н.
0000177215 00000 н.
0000177425 00000 н.
0000177554 00000 н.
0000002496 00000 н.
трейлер
] >>
startxref
0
%% EOF
163 0 объект
> поток
xb«Pf`Rg`g`ZAX, WFU mIa BPe & [NHgqXVOȂq $ Ck /
ИЗОЛЯЦИЯ, СВАРКА, КОРРОЗИОННЫЕ ПОКРЫТИЯ И МНОГОЕ ДРУГОЕ!
изоляция
С 1982 года изоляция трубопроводов является основным направлением работы Flowline.За время нашей работы мы изолировали более 3000 миль труб, большая часть из которых была проложена на нефтяных месторождениях Прудхо-Бэй. Помимо прямых участков, Flowline изолирует фитинги, индукционные отводы, сварные соединения и сборные детали катушек.
Помимо прямых участков, Flowline изолирует фитинги, индукционные отводы, сварные соединения и сборные детали катушек.
Текущие производственные возможности позволяют одновременно выполнять процессы изоляции труб и индукционных изгибов. Производственные мощности включают способность изолировать до 8000 LF в день прямогонных труб, а также 700 индукционных колен в месяц при работе на нашем заводе в одну 8-часовую смену.Установка была спроектирована для изоляции труб длиной до 80 футов с максимальным диаметром 60 дюймов.
Мы обычно изолируем трубы из углеродистой стали с высоким пределом текучести / низких температур, а также трубы из дуплексной нержавеющей стали. В дополнение к ранее перечисленным материалам у нас есть возможность изолировать трубы из оцинкованной стали, высокопрочного чугуна, HDPE, PVC, ABS и медных трубопроводов.
Используемая полиуретановая изоляция представляет собой многокомпонентную систему, которая закупается в количестве железнодорожных вагонов и хранится на месте в одном из шести обогреваемых резервуаров емкостью 17 500 галлонов. Плотность изоляции от 2,25 до 4,5 фунтов на кубический фут может быть достигнута с использованием нашей специально разработанной уретановой системы.
Плотность изоляции от 2,25 до 4,5 фунтов на кубический фут может быть достигнута с использованием нашей специально разработанной уретановой системы.
ПРЯМОЙ ЗАПУСК
Наша многокомпонентная система применяется в процессе вспенивания на каждой трубе после того, как оболочка была сформирована до требуемых размеров. Системы оболочки, используемые для изолированной трубы, обычно представляют собой одну из следующих: гофрированная оцинкованная сталь 24 калибра, гофрированный алюминий 16 калибра, гофрированная оцинкованная сталь 24 калибра с полиэтиленовым покрытием или полиэтилен высокой плотности (HDPE).Flowline производит металлическую оболочку на специальной профилегибочной машине во время процесса изоляции. Каналы для электрообогрева из оцинкованной стали, нержавеющей стали или АБС-пластика могут быть установлены на поверхности трубы перед изоляцией. Дополнительно может быть установлен больший канал обогрева гликоля или горячей воды. Также доступны многоканальные установки. Уменьшение изоляции (длина открытого конца неизолированной трубы) может быть изменена в соответствии с конкретными условиями сварки или нанесения покрытия на сварные швы.На открытые торцы изоляции нанесен гидроизоляционный герметик для обеспечения дополнительной защиты от проникновения воды во время хранения, транспортировки, монтажа и эксплуатации системы.
Уменьшение изоляции (длина открытого конца неизолированной трубы) может быть изменена в соответствии с конкретными условиями сварки или нанесения покрытия на сварные швы.На открытые торцы изоляции нанесен гидроизоляционный герметик для обеспечения дополнительной защиты от проникновения воды во время хранения, транспортировки, монтажа и эксплуатации системы.
БЕНДЫ
Индукционные отводы изолированы с помощью предварительно изготовленной «надеваемой» оболочки, которая накладывается на каждый отвод в виде сегментов с бороздками. Каждый сегмент закреплен, а касательные к кожуху настраиваются в соответствии с размерами сокращения изоляции для конкретной работы. Конструкция кожуха, как правило, представляет собой негофрированную оцинкованную сталь калибра 24.Кольцевое пространство заполнено уретановой изоляционной системой Flowline. На открытые торцы изоляции можно нанести гидроизоляционный герметик, чтобы обеспечить дополнительную защиту от проникновения воды во время транспортировки и установки.
ШПИЛИ / СВАРНЫЕ НАБОРЫ
Flowline может предоставить золотники «под ключ» для установки в полевых условиях. Эта услуга включает в себя изоляцию катушек от конца до конца после изготовления. Использование предварительно изолированных прямогонных труб во время изготовления, а также полиуретановой системы изоляции на месте или предварительно сформированных полуоболочек позволяет изолировать фитинги и сварные соединения перед отгрузкой.В конечном итоге это создает конечный продукт, который обеспечивает более экономичную установку в полевых условиях и ускоренное планирование полевых установок. Эта услуга может быть применена как к катушкам трубопроводов «на площадках», так и «по пересеченной местности». Оболочка в этих системах может представлять собой обертку из оцинкованной стали, алюминиевые соединительные ленты или термоусадочные муфты.
ОТСЛЕЖИВАЕМОСТЬ
Flowline разработала запатентованную программу прослеживаемости, которая используется для сбора внутрипроцессных данных в соответствии с требованиями к окончательной отчетности наших клиентов.Программа позволяет вводить и отслеживать количество плавок и производственные номера для каждой трубы, обрабатываемой на наших предприятиях. Это осуществляется путем сбора данных на каждой критически важной станции нашего производственного объекта при обработке двойных сварных швов, нанесении покрытия FBE, нанесении изоляции и окончательной отгрузке. Эта система позволяет доставлять окончательную документацию по отслеживанию в электронном виде клиенту и его подрядчикам по установке.
Полиуретан, отлитый под давлением (IMPU) | Индукционный нагрев трубопровода
Все чаще возникает необходимость не только защищать трубопроводы от коррозии, но также обеспечивать сохранение характеристик потока в трубопроводах и выкидных линиях.Теплоизоляция используется для обеспечения надлежащего расхода.
Теплоизоляция наносится на область сварного шва с аналогичными характеристиками, что и заводское покрытие трубопроводов, с использованием твердых или полиуретановых материалов методом литья под давлением.
Полиуретановые материалы сочетают в себе низкий общий коэффициент теплопередачи (OHTC) со способностью работать при повышенных рабочих температурах.
Компания PIH разработала и усовершенствовала оборудование для нанесения литого под давлением полиуретана (IMPU) на сварные соединения.
Высокоэффективное заполнение (трубопроводы с бетонным покрытием) Система покрытия полевых стыков
Системы IMPU также используются в качестве заполняющего материала для трубопроводов с бетонным покрытием, где требуется высокая степень сопротивления ударным нагрузкам / нагрузкам сжатия. Полиуретановые материалы с гравийным наполнением обеспечивают дополнительную ударопрочность и прочность на сжатие.
Основные характеристики систем покрытия полевых швов из твердого полиуретана IMPU
- Системы полевых стыков IMPU совместимы с тонкопленочными и многослойными полиэтиленовыми и полипропиленовыми покрытиями для трубопроводов, наносимыми на заводе-изготовителе
- Несжимаемые полиуретановые материалы, подходящие для более глубоких водных применений
- Ударопрочный полиуретановый материал для линий с утяжелением бетона
- Сравнимые теплоизоляционные характеристики с заводским изоляционным покрытием
- Требуется умеренный предварительный нагрев (ускоренный процесс отверждения)
- Подходит для полевых стыков, включая J-образные хомуты
- Требуется оборудование небольшого диаметра
- Быстрое нанесение и отверждение, быстрое время цикла
Применение системы IMPU
- Подготовка поверхности и заводское покрытие
- Грунтовочный слой: Жидкая эпоксидная грунтовка или порошковая грунтовка (FBE)
- Слой IMPU различной толщины
IMPU Equipment
После нанесения грунтовочного слоя полиуретановый материал наносится путем впрыска в форму, изготовленную по параметрам области сварного шва: диаметру, ширине полосы и толщине материала.
Процесс формования осуществляется при низком давлении, что позволяет использовать простые легкие формы. Непрореагировавшие полиуретановые химические вещества перекачиваются из модуля покрытия (контейнера) в форму, что позволяет размещать контейнер, в котором размещены насосы и резервуары для хранения, за пределами рабочей станции. Таким образом, нет необходимости размещать на огневом рубеже крупную сложную технику, ее можно быстро и просто установить.
Насосные модули включают встроенный мониторинг параметров приложения для улучшенного контроля качества в реальном времени.
| Технические характеристики | |
|---|---|
| Диаметр трубы | Без ограничений |
| Напряжение | 440 В |
| Текущий | 63 А |
| Расход воздуха | 60 куб. Фут / мин при 120 фунт / кв. Дюйм |
| Масса | 3,5 т |
| Размеры (Д x Ш x В) | 6000 x 2440 x 2440 мм |
Стоимость доставки материалов:
Стандартная машина = от 20 до 100 кг в минуту при соотношении 2: 1
Высокопроизводительная машина = до 200 кг в минуту
Влияние параметров сварки на резистивное термокомпрессионное микросварное соединение изолированной медной проволоки
Ган К.Л., Хашим У. (2015) Эволюция соединительных проводов, используемых в полупроводниковой электронике: перспектива более 25 лет. J Mater Sci-Mater Electron 26 (7): 4412–4424. https://doi.org/10.1007/s10854-015-2892-8
CAS Статья Google Scholar
Makhloufi A, Aoues Y, El Hami A (2016) Оптимизация конструкции соединения проводов в силовых микроэлектронных устройствах на основе надежности. Система хранения Microsyst Technol-Micro-Nanosyst-Inf Storage 22 (12): 2737–2748.https://doi.org/10.1007/s00542-016-3151-5
Статья Google Scholar
Тада Н., Танака Т., Уэмори Т., Наката Т. (2017) Оценка прочности тонких медных проводов и бессвинцовых паяных соединений с помощью испытаний на вытягивание и наблюдения за поверхностью провода. Кристаллы 7 (8): 10. https://doi.org/10.3390/cryst7080255
CAS Статья Google Scholar
Чаухан П., Чжун З. В., Печт М. (2013) Проблемы и передовые методы соединения медных проводов.J Elec Mater 42 (8): 2415–2434. https://doi.org/10.1007/s11664-013-2576-1
CAS Статья Google Scholar
Hollatz S, Heinen P, Limpert E, Olowinsky A, Gillner A (2020) Соединение алюминия и меди внахлест с использованием лазерной микросварки с пространственной модуляцией мощности. Weld World 64 (3): 513–522. https://doi.org/10.1007/s40194-020-00848-9
CAS Статья Google Scholar
Лю П.С., Тонг Л.И., Ван Дж.Л., Ши Л., Тан Х. (2012) Проблемы и разработки в области технологии соединения медных проводов. Microelectron Reliab 52 (6): 1092–1098. https://doi.org/10.1016/j.microrel.2011.12.013
CAS Статья Google Scholar
Xu H, Liu C, Silberschmidt VV, Chen Z, Acoff VL (2011) Влияние ультразвуковой энергии на наноразмерную межфазную структуру при соединении медной проволоки с алюминиевыми прокладками. J Phys D-Appl Phys 44 (14): 5.https://doi.org/10.1088/0022-3727/44/14/145301
CAS Статья Google Scholar
Murali S, Srikanth N, Wong YM, Vath CJ (2007) Основы термо-звукового соединения медных проводов в корпусах микроэлектроники. J Mater Sci 42 (2): 615–623. https://doi.org/10.1007/s10853-006-1148-7
CAS Статья Google Scholar
Zhong ZW (2011) Обзор соединения проводов с использованием медного или изолированного провода.Microelectron Reliab 51 (1): 4–12. https://doi.org/10.1016/j.microrel.2010.06.003
CAS Статья Google Scholar
Leong HY, Yap BK, Khan N, Ibrahim MR, Tan LC, Faiz M (2014) Исследование прочности соединения стежков при соединении изолированной медной проволокой. Mater Res Innov 18: 264–268. https://doi.org/10.1179/1432891714z.0000000001018
Статья Google Scholar
Мурали С., Сурешкумар В., Ван Л.М., Вей Т.К., Си З., Иеее (2015) Межфазная реакция и термическое старение шариковых и стежковых связок.Документ, представленный на 17-й конференции по упаковке и технологиям электроники (Eptc) 2015 г.,
Kumar JP (2020) Влияние характеристик параметров процесса на прочность соединения во время ультразвуковой сварки металлов электрических контактов. Weld World 64 (1): 73–82. https://doi.org/10.1007/s40194-019-00820-2
CAS Статья Google Scholar
Tian Y, Wang C, Lum I, Mayer M, Jung JP, Zhou Y (2008) Исследование ультразвукового соединения медных проводов клиньями на медных подложках, покрытых Au / Ni, при температуре окружающей среды.J Mater Process Technol 208 (1-3): 179–186. https://doi.org/10.1016/j.jmatprotec.2007.12.134
CAS Статья Google Scholar
Shi WQ, Huang J, Xie YP, Li YQ, An FJ (2017) Технология лазерной микросварки Cu-Al разнородных металлов и механизмы образования дефектов сварных швов. Int J Adv Manuf Technol 93 (9-12): 4197–4201. https://doi.org/10.1007/s00170-017-0814-z
Статья Google Scholar
Singh G, Haseeb A (2019) Влияние мощности лазера на прочность соединения для технологии соединения медных проводов низкой чистоты. Microelectron Eng 211: 1–4. https://doi.org/10.1016/j.mee.2019.03.018
CAS Статья Google Scholar
Табатабаей Х.М., Нишихара Т. (2017) Формовка трением для механической блокировки изолированной медной проволоки и сверхпластичного сплава Zn-22Al. Weld World 61 (1): 47–55. https://doi.org/10.1007/s40194-016-0406-9
CAS Статья Google Scholar
Cong S, Zhang WW, Wang YS, Wen ZJ, Tian YH (2018) Влияние тепловложения на режим отказа и механизм соединения параллельной сварки сопротивлением микрозазоров для медной проволоки. Int J Adv Manuf Technol 96 (1-4): 299–306. https://doi.org/10.1007/s00170-018-1596-7
Статья Google Scholar
Zhang WW, Cong S, Wen ZJ, Liu Y, Wang YS, Tian YH (2017) Эксперименты и исследование надежности процесса соединения микронной медной проволоки и нанометрового слоя золота.Int J Adv Manuf Technol 92 (9–12): 4073–4080. https://doi.org/10.1007/s00170-017-0490-z
Статья Google Scholar
Chen F, Wang YS, Sun SD, Ma ZW, Huang X (2019) Многоцелевая оптимизация механического качества и стабильности во время точечной сварки сопротивлением микро-сопротивлением. Int J Adv Manuf Technol 101 (5-8): 1903–1913. https://doi.org/10.1007/s00170-018-3055-x
Статья Google Scholar
Фукумото С., Чжоу Ю. (2004) Механизм резистивной микросварки скрещенных тонких никелевых проволок. Metall Mater Trans A-Phys Metall Mater Sci 35A (10): 3165–3176. https://doi.org/10.1007/s11661-004-0061-4
CAS Статья Google Scholar
Liu Y, Tian YH, Liu BL, Xu JK, Feng JY Wang CX Соединение медной проволоки с золотыми площадками с использованием процесса микросварки с параллельным зазором. В: 17-я Международная конференция по технологиям электронной упаковки (Icept), Ухань, КИТАЙ, 16-19 августа 2016 г.IEEE. США, НЬЮ-ЙОРК, стр. 43–46. https://doi.org/10.1109/ICEPT.2016.7583086
Мо Б, Го З, Ли И, Хуанг З, Ван Г (2011) Механизм резистивной микросварки изолированной медной проволоки к листу из фосфористой бронзы. Mater Trans 52 (6): 1252–1258. https://doi.org/10.2320/matertrans.M2011013
CAS Статья Google Scholar
Messler RW Jr (1999) Принципы сварки: процессы, физика, химия.В кн .: Металлургия. Вили, Нью-Йорк. https://doi.org/10.1002/9783527617487
Google Scholar
Насколько много вы знаете об изолированных железнодорожных соединениях?
Иногда называемые железнодорожными накладками, стыки рельсов являются важным компонентом системы рельсовых путей, соединяющим два рельсовых пути вместе. Три наиболее часто используемых типа рельсовых соединений включают:
- Болтовые соединения
- Компактные соединения
- Изолированные стыки
В качестве соединения рельсов болтовые соединения обычно используются для соединения рельсовых путей перед сваркой.При соединении двух рельсов разного сечения чаще всего используются компромиссные соединения. А изолированные стыки всегда используются как склеенные или не склеенные.
Хотя характеристики этих трех типов рельсовых соединений различаются, они по-прежнему имеют много схожих характеристик:
- Все болты и стержни используются, и на беговой поверхности рельсового пути создается разрыв
- Несплошность может ускорить деградацию пути вокруг стыков рельсов во время движения поездов
Сегодня всемирно известные изолированные стыки рельсов — это склеенные изолированные стыки рельсов и стыки рельсов с полиуретановой изоляцией.
Склеенные изолированные соединения рельсов в основном используются для разделения электрических цепей в рельсах и стрелочных переводах. Из-за того, что рельсы широко используются в непрерывно сварных рельсах (CWR), должны быть обеспечены склеенные изолированные соединения в рельсах для передачи продольных сил, возникающих в рельсовых путях. И изолированные стыки также можно разрезать квадратными или угловыми.
Типичные особенности клееных изолированных стыков рельсов
- Длина до 60 футов с обеспечением указанной длины
- В основном используется с болтами A-490 или шкворнями (6/8)
- Удобно использовать в конфигурациях изношенных или переходных рельсов
- Шарнирный соединитель из микролегированного сплава
Типичные характеристики комплектов для клеевого изолирования
- Доступны как изолированные, так и неизолированные
- Доступны четыре, шесть или восемь отверстий
- Длительный срок службы и высокая производительность
- Возможна массовая упаковка
- С дизайном с высоким зазором
Рельсовые стыки с полиуретановой изоляцией предназначены для стыковочных секций из микролегированного сплава.Благодаря ультрафиолетовому излучению, озону, атмосферному истиранию или ударным и изгибающим нагрузкам при интенсивном железнодорожном движении, этот состав представляет собой специально разработанный состав.
Плотный полиуретановый материал, приклеиваемый к стыкам рельсов, может обеспечить превосходную изоляцию между рельсовыми путями и стыками.
Затем они, наконец, приводят к прочной конструкции, которая может обеспечить изоляцию с высокой диэлектрической проницаемостью для сигнальных цепей. Благодаря особой конструкции конструкция может обеспечить годы работы в тяжелых условиях и практически не требует обслуживания.
Процесс установки изоляционных втулок с отверстиями под болты в каждую изолированную соединительную планку осуществляется на нашем заводе, что позволяет сэкономить много времени и повысить эффективность работы обслуживающего персонала рельсовых путей при установке соединения на рельсовых путях.
Уникальный дизайн также сокращает дополнительные запасы втулок с отверстиями под болты, которые нашим клиентам приходилось носить с собой в прошлом. Каждый комплект изолированного стыка следует упаковать вместе, чтобы упростить хранение и инвентаризацию.
Из-за того, что изолированные стыки рельсов связаны со сталью, изгибы стыков складываются как с вертикальным, так и с горизонтальным напряжением.Прочная формованная концевая стойка NEMA Grade G-10 обеспечивает износостойкое перемещение между концами рельсов и не деформируется при низких температурах.
Продукт может удовлетворить особые требования, такие как выполнение соединений без зазубрин, соединение соединений с двойной изоляцией и регулировка зазора фланца для исключительного износа рельсов. Что касается надежной изоляции цепей, доступны быстрая доставка, простая установка и самые низкие долгосрочные затраты.
.