сварочный аппарат для полипропиленовых труб, нюансы процесса сварки, видеоинструкция сварки труб из пластика
На сегодняшний день пластиковые трубы полностью вытеснили из рынка металлические и чугунные трубы. Основные превосходства пластика это отсутствие коррозии, длительный срок эксплуатации, простой монтаж. Их отличительная особенность также довольно низкая цена по сравнению с аналогами. Такие трубы не теряют свою прочность с годами, а также очень удобно то, что всегда можно легко исправить некачественное соединение с помощью муфт.Когда приходит время менять старые ржавые трубы на новые пластиковые, задумываешься, как их крепить и соединять между собой. Прошли те времена, когда вызывали сантехников, для замены водопровода, канализации или отопления в доме. С пластиковыми трубами даже тот, кто не имеет навыков в работе с сантехникой, может с лёгкостью поменять водопровод самостоятельно. Необходимо только изучить основы работы и придерживаться определенных правил монтажа и дальнейшей эксплуатации.
Необходимые материалы и инструменты
Итак, вам понадобятся:
- муфты соединительные;
- трубы полипропиленовые;
- выходы с металлической резьбой МРВ и МРН;
- уголки на 45 и 90 градусов;
- специальные ножницы для пластика;
- клипсы, которые крепят трубы к стене;
- паяльник;
- рулетка и карандаш;
- герметик;
- лён (для лучшего соединения фитингов).
Если не занимаетесь профессионально прокладыванием пластиковых труб, а планируете всего лишь замену своих, то покупка паяльника может стать совершенно ненужной. В этом случае выходом будет просто взять сварочный аппарат в аренду. Это можно сделать там же, где вы будете приобретать трубы для работы.
Прежде, чем приступить к пайке пластиковых труб, необходимо знать их классификацию и параметры. На рынке существует четыре вида пластиковых труб:
- PN 10— тонкостенная труба (рабочее давление составляет 1 МПа).
 Наиболее подходящий материал для водяного теплого пола(+45° С) и холодного водовода (до + 20° С).
Наиболее подходящий материал для водяного теплого пола(+45° С) и холодного водовода (до + 20° С). - PN 16 — применяется в отопительных системах с невысоким давлением и для водопровода холодной воды.
- PN 20— универсальная труба (рабочее давление 2МПа). Применяется в системе водопровода холодной и горячей воды (+80° С).
- PN 25— труба армированная алюминиевой фольгой (рабочее давление 2,5 МПа. Используется в отопительных системах и водопроводе с высокой температурой (+95° С).
 Наиболее подходящий материал для водяного теплого пола(+45° С) и холодного водовода (до + 20° С).
Наиболее подходящий материал для водяного теплого пола(+45° С) и холодного водовода (до + 20° С).Процесс сварки пластиковых труб
Основные этапы:
- Включаем сварочный аппарат. При включении индикатор на кнопке должен светиться. Затем сварочный аппарат должен нагреться. Время нагрева составляет обычно 10−30 минут, это зависит от окружающей температуры. Можно приступать к работе, когда аппарат нагреется до 260 градусов. Если сварочным аппаратом работают впервые, нужно подождать ещё 5 минут после нагрева, а потом начинать работу.
- Одновременно вставить трубу и фитинг в сварочную насадку по одной оси. Нагреваем аппарат до температуры указанной в таблице (в зависимости от диаметра трубы).
- После того, как нагрелся фитинг и труба, вынимают их из сварочного аппарата и сразу же соединяют их. Необходимо удерживать детали неподвижно на протяжении указанного времени.
- Когда место сварки остыло, детали готовы к применению.

Данное соединение очень прочное и герметичное, может выдержать любую степень давления.
Сварочный аппарат состоит из терморегулятора, ручки и нагревательной плиты. В нагревательной плите имеются два отверстия, в них вставляются трубы и производится сварка элементов. Насадки сварочного аппарата отличаются, потому что во время сварки применяют трубу и фитинг, которые различны по диаметру.
Наиболее распространенные трубы с внешним диаметром 32 и 20 мм. Их применяют в водопроводных и отопительных системах. На каждой пластиковой трубе имеется маркировка о диаметре. В комплект аппарата для сварки пластиковых труб входит четыре пары сварных элементов, с помощью них можно крепить трубы с различным диаметром (от 20-ти до 40 мм). Такой сварочный аппарат невозможно изготовить самому, потому что его детали покрыты тефлоновым напылением. Конечно, можно выточить некоторые детали на станке, но без тефлонового покрытия пластик при нагревании прилипает к металлу.
На каждой пластиковой трубе имеется маркировка о диаметре. В комплект аппарата для сварки пластиковых труб входит четыре пары сварных элементов, с помощью них можно крепить трубы с различным диаметром (от 20-ти до 40 мм). Такой сварочный аппарат невозможно изготовить самому, потому что его детали покрыты тефлоновым напылением. Конечно, можно выточить некоторые детали на станке, но без тефлонового покрытия пластик при нагревании прилипает к металлу.
Правила сварки труб из пластика
- Обезжиривание поверхностей свариваемых деталей, является очень важным требованием, которое иногда не соблюдается. Значительно ниже будет качество сварки, если не провести обезжиривание. Перед началом процесса внутреннюю поверхность фитинга и торец трубы необходимо протереть спиртом. Это способствует лучшей адгезии поверхностей, а также удаляет мелкие частицы и пыль. Перед установкой насадки также осматривают и обрабатывают поверхности спиртом. Если необходимо удаляют лишний расплавленный пластик, это следует делать очень осторожно, чтобы не повредить тефлоновое покрытие.
 Если необходимо удаляют лишний расплавленный пластик, это следует делать очень осторожно, чтобы не повредить тефлоновое покрытие.
Если необходимо удаляют лишний расплавленный пластик, это следует делать очень осторожно, чтобы не повредить тефлоновое покрытие.- Не мало важным моментом является разметка, так как необходимо точно определить глубину посадки пластиковой трубы. У фитингов разного диаметра различная глубина посадки. Поэтому перед сваркой пластиковых труб измеряют глубину с помощью линейки или штангенциркуля. Если не сделать измерения можно ввести трубу в соединяемую деталь глубже, чем требуется. Может произойти запайка трубы или сузится сечение проходного отверстия.
- Опытные сантехники могут определить глубину на глаз. Разметка довольно хлопотное и длительное занятие. Для того чтобы сэкономить время и облегчить замер, можно изготовить специальное приспособление. Его делают из трубы большего диаметра. Например, для трубы диаметром 20 мм, подойдёт отрезок трубы 32 мм. У трубы 20 мм в диаметре глубина посадки составляет 15 мм, от трубы диаметром 32 мм отрезаем кольцо шириной 15 мм. Таким кольцом можно точно делать разметку. Это приспособление очень удобно, когда соединяют большое количество сварных элементов. К кольцу можно припаять или приклеить пластиковое дно для большего удобства. Эти кольца используют для всех видом труб, кроме трубы, у которой диаметр больше 32 мм.
 Таким кольцом можно точно делать разметку. Это приспособление очень удобно, когда соединяют большое количество сварных элементов. К кольцу можно припаять или приклеить пластиковое дно для большего удобства. Эти кольца используют для всех видом труб, кроме трубы, у которой диаметр больше 32 мм.
Таким кольцом можно точно делать разметку. Это приспособление очень удобно, когда соединяют большое количество сварных элементов. К кольцу можно припаять или приклеить пластиковое дно для большего удобства. Эти кольца используют для всех видом труб, кроме трубы, у которой диаметр больше 32 мм.Как правило, пайкой пластиковых труб занимается один человек на ровной и твердой поверхности — на полу или на столе. Но иногда при сборке трубопровода требуется ещё один человек. При сварке обычно один человек держит сварочный аппарат, а другой соединяет трубу и фитинг. Сначала соединяют с горячими насадками, а потом между собой. Одному человеку тяжело быстро снять и трубу, и фитинг. Один элемент может остаться в аппарате, а чтобы этого не произошло, помощник должен быстро помочь с извлечением.
Во время сварки пластиковых труб нужно действовать очень быстро. Следует соблюдать время нагрева соединяемых элементов. Для каждого диаметра индивидуальное время нагрева.
Таблица времени сварки
| Наружный диаметр трубы (мм) | Время нагревания (сек.) | Время соединения (сек.) | Время охлаждения (мин.) |
| 16 | 5 | 4 | 2 |
| 20 | 7 | ||
| 25 | 7 | ||
| 32 | 8 | 6 | 4 |
| 40 | 12 | ||
| 50 | 18 | ||
| 63 | 24 | 8 | 6 |
| 75 | 30 | 10 | 8 |
Эксплуатация сварочного аппарата
Аппарат для сварки пластиковых труб фактически самый важный инструмент в данном виде работ. Поэтому его правильное хранение и использование крайне важны. Чтобы продлить срок эксплуатации сварочного аппарата, следует соблюдать некоторые правила:
- Насадки сварочного аппарата покрыты тефлоном, что препятствует образованию нагара. После каждой операции с помощью деревянной лопатки следует удалить остатки пластика и нагара. Когда аппарат остыл остатки пластика удалять нельзя, так как можно деформировать или повредить тефлоновое покрытие, что приведёт к поломке устройства.
- Первое сваривание производят через 5 минут после того, как аппарат был разогрет. С трубы (PN 25) следует снять два внешних слоя: полипропилена и алюминия, с помощью шейвера, и только после этого можно проводить сварку.
- Работать аппаратом для сварки пластиковых труб можно только при окружающей температуре выше 0 °C.
- Во время сварки труб после их соединения не рекомендуется прокручивать или смещать детали в период остывания. Выполнять все соединения нужно быстро, уверенно, располагая детали в одной оси. Если же соединение было сделано не качественно, нужно отрезать место сварки и повторно произвести сваривание.
 После каждой операции с помощью деревянной лопатки следует удалить остатки пластика и нагара. Когда аппарат остыл остатки пластика удалять нельзя, так как можно деформировать или повредить тефлоновое покрытие, что приведёт к поломке устройства.
После каждой операции с помощью деревянной лопатки следует удалить остатки пластика и нагара. Когда аппарат остыл остатки пластика удалять нельзя, так как можно деформировать или повредить тефлоновое покрытие, что приведёт к поломке устройства.Следуя вышесказанному можно резюмировать, что пайка пластиковых труб не представляет собой особых сложностей. Достаточно придерживаться всех правил монтажа, и вы гарантированно получите комфортную и надежную работу вашей системы водоснабжения или отопления.
Достаточно придерживаться всех правил монтажа, и вы гарантированно получите комфортную и надежную работу вашей системы водоснабжения или отопления.
Видео сварки пластиковых труб
Оцените статью: Поделитесь с друзьями!Сварка полипропиленовых труб,монтаж полипропиленовых труб,монтаж труб ПП видео
Трубы полипропиленовые соединяются между собой при помощи контактной сварки в раструб, которая является основным способом соединения труб полипропиленовых и делится на четыре этапа:
- резку труб по размерам,
- нагревание соединяемых участков труб,
- соединение труб между собой,
- охлаждение готового трубного соединения.
Подготовительные работы при сварке полипропиленовых труб
Сварка полипропиленовых труб, при всей своей технологичности, требует внимательного отношения во время предварительных работ по подготовке сварки. Прежде чем приступить к сварочным работам, необходимо внимательно осмотреть свариваемые детали и тщательно подготовить трубы к сварке. Соединяемые детали должны быть без сколов и трещин. Для того чтобы избежать возникновения подобных повреждений труб полипропиленовых, разгрузка и погрузка труб полипропиленовых, а также их транспортировка, должны осуществляться в условиях температуры наружного воздуха не ниже минус десяти градусов Цельсия.
Прежде чем приступить к сварочным работам, необходимо внимательно осмотреть свариваемые детали и тщательно подготовить трубы к сварке. Соединяемые детали должны быть без сколов и трещин. Для того чтобы избежать возникновения подобных повреждений труб полипропиленовых, разгрузка и погрузка труб полипропиленовых, а также их транспортировка, должны осуществляться в условиях температуры наружного воздуха не ниже минус десяти градусов Цельсия.
При подготовке деталей к свариванию, обязательным условием должно быть проведение обезжиривания свариваемых поверхностей и тщательная очистка их от грязи.
Сварка полипропиленовых труб Стенки у деталей не должны быть ослаблены, перед монтажом проверяется степень функциональности закрывающих деталей. Резьба на деталях проверяется при помощи противоположной детали. Фитинги одеваются на оправку, проверяются на предмет свободной посадки. Шатающиеся на оправке фитинги отбраковываются в безусловном порядке. При низкой температуре уличного воздуха, сварка полипропиленовых труб производится только при условии начального прогрева соединяемых деталей.
Если сварка полипропиленовых труб предусматривает использование армированных деталей, то, в безусловном порядке, перед началом работ, на концах армированной трубы снимается слой фольги на длину участка предполагаемой глубины сварки. Для снятия фольги используется специальная зачистка.
Процесс сварки полипропиленовых трубСварка полипропиленовых труб производится электросварочным аппаратом для полифазной сварки, в комплекте которого имеются сварочные насадки необходимых размеров. При сваривании пластиковых труб необходимо наличие контактного термометра, резака или специальных ножниц, измерительного устройства, маркирующего устройства. Если диаметр соединяемых деталей превышает пятьдесят миллиметров, обязательно наличие шабера и монтажного устройства для сварки.
Перед началом сварки к сварочной машине прикрепляют нагревающие насадки, тщательно очищают тефлоновую поверхность от загрязнений при помощи ветоши и спирта, регулятором устанавливают нагрев на температуру двести пятьдесят-двести семьдесят градусов Цельсия, после чего сварочный аппарат подключается к сети.
Сварку полипропиленовых труб можно начинать после того, как сварочный аппарат нагреется до рабочей температуры. Определение температуры производится при помощи контактного термометра, который необходим для замера значения температуры в двести шестьдесят градусов Цельсия. При обрезании торцов труб необходимо следить за остротой режущего инструмента, во избежание возникновения впадин на наружном диаметре свариваемой трубы.
Время нагрева полипропиленовых труб таблица| Диаметр трубы, мм | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Время нагрева, сек | 7 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Время соединения, сек | 4 | 4 | 6 | 6 | 6 | 8 | 10 | 11 | 12 |
| Время охлаждения, мин | 2 | 3 | 4 | 4 | 5 | 6 | 8 | 8 | 8 |
| Длина свариваемого шва, мм | 16 | 18 | 20 | 22 | 26 | 29 | 32 | 38 | 42 |
Пластиковые трубы, имеющие диаметр менее сорока миллиметров, свариваются вручную.
Аппарат для сварки пластиковых труб 1900Вт Sturm TW7219 станет прекрасным помощником для профессионалов. Прибор широко используется в сфере сантехнических работ для быстрого и легкого образования надежного соединения трубных систем. Сварочные поверхности не подвержены прилипанию расплавленного материала при использовании. Наличие двух нагревательных элементов, имеющих возможность включаться по отдельности, позволяет выбрать наиболее оптимальный режим работы, в зависимости от объема и сложности операции. Диаметр насадок 20-63 мм.
Этот товар из подборокКомплектация *
Параметры упакованного товара Единица товара: Штука Длина, мм: 577
Произведено
Указанная информация не является публичной офертой Отзывы о Sturm TW7219 1900 ВтОставить свой отзыв На данный момент для этого товара нет расходных материаловСпособы получения товара в МосквеДоставка Вес брутто товара: 4. В каком городе вы хотите получить товар? выберите городАбаканАксайАктауАлександровАлыкельАльметьевскАнадырьАнгарскАрзамасАрмавирАрсеньевАртемАрхангельскАстраханьАхтубинскАчинскБалаковоБалашовБалезиноБарнаулБатайскБелгородБелогорскБерезникиБийскБиробиджанБлаговещенскБодайбоБокситогорскБорБорисоглебскБратскБрянскБугульмаБугурусланБуденновскБузулукВеликие ЛукиВеликий НовгородВеликий УстюгВельскВитебскВладивостокВладикавказВладимирВолгоградВолгодонскВолжскВолжскийВологдаВолховВольскВоркутаВоронежВоскресенскВыборгВыксаВышний ВолочекВязьмаВятские ПоляныГеоргиевскГлазовГорно-АлтайскГрозныйГубкинскийГусь-ХрустальныйДальнегорскДедовскДербентДзержинскДимитровградДмитровДонецкДудинкаЕвпаторияЕгорьевскЕкатеринбургЕлецЕссентукиЗаводоуковскЗеленодольскЗлатоустЗубовоИвановоИгнатовоИжевскИзбербашИнтаИркутскИшимЙошкар-ОлаКазаньКалининградКалугаКаменск-УральскийКаменск-ШахтинскийКамень-на-ОбиКанашКанскКарагандаКарасукКаргопольКемеровоКерчьКинешмаКиришиКировКиселевскКисловодскКлинКлинцыКоломнаКолпашевоКомсомольск-на-АмуреКоролевКостромаКотласКраснодарКрасноярскКропоткинКудьмаКузнецкКуйбышевКумертауКунгурКурганКурскКызылЛабинскЛабытнангиЛаговскоеЛангепасЛенинск-КузнецкийЛесосибирскЛипецкЛискиЛуневоЛюдиновоМагаданМагнитогорскМайкопМалые КабаныМахачкалаМеждуреченскМиассМинскМихайловкаМичуринскМоскваМуравленкоМурманскМуромНабережные ЧелныНадеждаНадымНазраньНальчикНаро-ФоминскНарьян-МарНаходкаНевинномысскНерюнгриНефтекамскНефтеюганскНижневартовскНижнекамскНижний НовгородНижний ТагилНовая ЧараНовозыбковНовокузнецкНовороссийскНовосибирскНовочебоксарскНовочеркасскНовый УренгойНогинскНорильскНоябрьскНурлатНяганьОбнинскОдинцовоОзерскОктябрьскийОмскОнегаОрелОренбургОрехово-ЗуевоОрскПавлодарПангодыПензаПермьПетрозаводскПетропавловскПетропавловск-КамчатскийПикалевоПлесецкПолярныйПригородноеПрокопьевскПсковПятигорскРеутовРоссошьРостов-на-ДонуРубцовскРыбинскРязаньСалаватСалехардСамараСанкт-ПетербургСаранскСарапулСаратовСаянскСвободныйСевастопольСеверныйСеверобайкальскСеверодвинскСеверскСерпуховСимферопольСлавянск-на-КубаниСмоленскСоликамскСочиСтавропольСтарый ОсколСтерлитамакСургутСызраньСыктывкарТаганрогТаксимоТамбовТаштаголТверьТихвинТихорецкТобольскТольяттиТомскТуапсеТулаТуркестанТюменьУдомляУлан-УдэУльяновскУрайУральскУрюпинскУсинскУсолье-СибирскоеУссурийскУсть-ИлимскУсть-КутУсть-ЛабинскУфаУхтаФеодосияХабаровскХанты-МансийскХасавюртЧайковскийЧебоксарыЧелябинскЧеремховоЧереповецЧеркесскЧитаЧусовойШарьяШахтыЭлектростальЭлистаЭнгельсЮгорскЮжно-СахалинскЯкутскЯлтаЯлуторовскЯрославль Самовывоз: бесплатно
 997596740722656,29.765911102294922]» data-short-name=»проспект Ленина, д. 13″ data-all-goods-available=»1″> 997596740722656,29.765911102294922]» data-short-name=»проспект Ленина, д. 13″ data-all-goods-available=»1″>г. Кронштадт, проспект Ленина, д. 13 пн. – вс.: 10:00 – 21:00 В корзину.jpg) Академическая» data-all-goods-available=»0″> м.Академическая, Академическая» data-all-goods-available=»0″> м.Академическая,г. Санкт-Петербург, ул. Бутлерова, д. 42 пн. – вс.: 10:00 – 21:00 В корзину 87582015991211,30.376630783081055]» data-short-name=»м. Международная» data-all-goods-available=»0″> м.Международная, 87582015991211,30.376630783081055]» data-short-name=»м. Международная» data-all-goods-available=»0″> м.Международная,г. Санкт-Петербург, ул. Бухарестская, д. 72к1 пн. – вс.: 10:00 – 20:00 В корзину Площадь Мужества» data-all-goods-available=»0″> м.Площадь Мужества, Площадь Мужества» data-all-goods-available=»0″> м.Площадь Мужества,г. Санкт-Петербург, 2-й Муринский проспект, д. 38 пн. – вс.: 10:00 – 20:00 В корзину 851810455322266,30.146202087402344]» data-short-name=»ул. Адмирала Трибуца, д. 7″ data-all-goods-available=»0″> 851810455322266,30.146202087402344]» data-short-name=»ул. Адмирала Трибуца, д. 7″ data-all-goods-available=»0″>г. Санкт-Петербург, ул. Адмирала Трибуца, д. 7 пн. – вс.: 10:00 – 21:00 В корзинуСервис от ВсеИнструменты.руМы предлагаем уникальный сервис по обмену, возврату и ремонту товара! Вернем вам деньги, если:
Гарантия производителяС подробными условиями можно ознакомиться по ссылкеГарантийный ремонт Здесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров.
| Может понадобиться |

 84 кг
84 кг  Кронштадт, проспект Ленина, д. 13 В магазине 1 шт., забирайте сегодня В корзину
Кронштадт, проспект Ленина, д. 13 В магазине 1 шт., забирайте сегодня В корзину Девяткино, г. Санкт-Петербург, п. Мурино, ул. Тихая, д. 14 По предзаказу на завтра, после 12:00 В корзину
Девяткино, г. Санкт-Петербург, п. Мурино, ул. Тихая, д. 14 По предзаказу на завтра, после 12:00 В корзину Ладожская, г. Санкт-Петербург, Заневский проспект, д. 38 По предзаказу на завтра, после 12:00 В корзину
Ладожская, г. Санкт-Петербург, Заневский проспект, д. 38 По предзаказу на завтра, после 12:00 В корзину Парнас, г. Санкт-Петербург, ул. Михаила Дудина, д. 6к1 По предзаказу на завтра, после 12:00 В корзину
Парнас, г. Санкт-Петербург, ул. Михаила Дудина, д. 6к1 По предзаказу на завтра, после 12:00 В корзину Всеволожск, проспект Всеволожский, д. 61 По предзаказу на завтра, после 12:00 В корзину
Всеволожск, проспект Всеволожский, д. 61 По предзаказу на завтра, после 12:00 В корзину Девяткино,
Девяткино, 32
32 – вс.: 10:00 – 21:00
– вс.: 10:00 – 21:00 Черная речка,
Черная речка, – вс.: 10:00 – 20:00
– вс.: 10:00 – 20:00
 И.»
И.» Сварка пластиковых труб
В системах водоснабжения и отопления частных домов и квартир все чаще вместо стальных труб используют пластиковые. Такие трубы не подвержены коррозии, их не нужно красить, да и монтаж пластиковых труб намного проще. Сварка пластиковых труб протекает без выделения большого количества вредных веществ и копоти, поэтому работы по монтажу можно выполнять даже после окончательной отделки помещения. Сварка пластиковых труб — процесс довольно простой, не требующий серьезных навыков. Единственный специальный инструмент, который вам понадобится — аппарат для сварки пластиковых труб (утюг для сварки труб).
Сварка пластиковых труб — процесс довольно простой, не требующий серьезных навыков. Единственный специальный инструмент, который вам понадобится — аппарат для сварки пластиковых труб (утюг для сварки труб).
Материалы и инструменты:
- пластиковые трубы
- фитинги
- аппарат для сварки пластиковых труб (утюг для сварки труб)
- карандаш
- труборез для пластиковых труб
- линейка или рулетка
- спирт и вата
- сварка пластиковых труб: технология
Процесс:
1. Поместите аппарат для сварки пластиковых труб (утюг для сварки труб) на подставку, установите тефлоновые насадки соответствующего размера, и включите аппарат в сеть.
2. Включите аппарат для сварки пластиковых труб и дождитесь полного прогрева.
3. Пока утюг для сварки труб греется, разметьте трубы. Чтобы определить на какую глубину труба вставляется в фитинг, замерьте глубину насадки аппарата.
4. От полученной величины отнимите 2 мм и карандашом нанесите отметку на трубу.
5. Определитесь с углом, под которым новый фитинг должен быть установлен на трубу, также нанесите отметки, проходящие через одну ось, на трубу и фитинг.
6. Обезжирьте конец трубы и внутреннюю поверхность фитинга спиртом.
7. Разогрейте трубу и фитинг с помощью сварочного аппарата. Длительность разогрева зависит от диаметра труб (данные можно найти в таблицах, которые идут в комплекте с аппаратом для сварки пластиковых труб).
8. Наденьте фитинг на трубу, соблюдая соосность отметок и выдерживая нужную глубину посадки. На все манипуляции у вас есть около 4 секунд.
9. Оставьте соединение остывать. Время остывания около минуты.
10. Более наглядно сварка пластиковых труб описана в видеоинструкции:
За предоставленное видео благодарим Владислава Пономарева.
Пошаговая инструкция по сварке полипропиленовых труб своими руками
При ремонте в доме (квартире), прокладке водопровода, системы отопления или обустройстве системы канализации на даче все чаще применяются трубы из полипропилена. Они и долговечнее, и легче, и проще в монтаже. Преимуществ по сравнению с трубами металлическими много.
Они и долговечнее, и легче, и проще в монтаже. Преимуществ по сравнению с трубами металлическими много.
Однако считается, что сварочные работы для соединения полипропиленовых труб возможны только при использовании каких-то сложных инструментов и высокопрофессиональных навыков. Но на деле все гораздо проще. Нужно только понимать принцип этой работы и следовать некоторым рекомендациям — тогда сварка полипропиленовых труб вполне возможна своими руками.
В первую очередь нужно знать, что у зарубежных производителей на каждое изделие существует свой собственный стандарт. Другими словами, нет единого ГОСТа, к которому мы привыкли. Для соединения труб могут понадобиться еще и различные фитинги, про которые я писал ранее (переходы, уголки и т.п.), которые придется приобретать. Они должны быть изготовлены из этого же материала – полипропилена. Более того, желательно, чтобы и трубы, и фитинги были от одного и того же производителя. Тогда при их сварке вообще не возникнет каких-либо трудностей.
Для сварки труб нужен лишь один электроинструмент — его называют и аппаратом для сварки полипропиленовых труб, и паяльником для труб, и «утюгом». Именно им производится нагрев материала. Его стоимость примерно в пределах 3 – 4 тысяч, поэтому можно и не приобретать, если работа предстоит «одноразовая». Лучше попросить у знакомых (если есть возможность) в «аренду».
Методика сварки труб
1) Подготовка всех деталей
Чтобы не путаться при проведении работы, следует заранее подготовить все элементы «схемы». Производятся необходимые замеры, отрезаются куски труб заданной длины. Отрезки труб и фитинги нужно разложить в таком порядке, в каком они и будут соединяться при помощи сварки. Это исключит возможность неправильного соединения участков трубопровода (схемы). Нужно понимать, что если резьбовое соединение можно раскрутить и переделать, то элементы, сваренные аппаратом, разборке не подлежат. Их просто придется выкинуть.
2) Разогревание паяльника
На нем есть регулятор температуры, который нужно выставить на рекомендованный инструкцией предел. После нагревания до выбранной температуры гаснет сигнальная лампочка терморегулятора.
После нагревания до выбранной температуры гаснет сигнальная лампочка терморегулятора.
3) Нагрев «деталей»
Для соединения элементов схемы (трубопровода) их необходимо разогреть. Соединяющиеся поверхности разогреваются, а потом стыкуются между собой. Происходит их «сплавление», что обеспечивает надежность и герметичность соединения. Поэтому детали, подлежащие соединению, вставляются в соответствующие разъемы сварочного аппарата. Как это делается, подробно изложено в инструкции на данный «паяльник». Нужно только внимательно ее изучить до начала работ.
4) Cоединение «деталей»
Разогретые детали стыкуются ровно и быстро. Не допускаются повороты вокруг продольной оси, перекосы. Если соединяются два отрезка трубы, то необходимо строго выдержать угол среза — только в этом случае получается надежный и герметичный шов/
5) Зачистка места соединения
Производится после остывания шва.
Советы по сварке
Перед началом работы по сборке (сварке) системы труб желательно потренироваться. Поэтому фитингов нужно закупить чуть больше, чем необходимо. А отрезать несколько кусков от трубы – не проблема. После подобной тренировки появится опыт в подобного рода сварочных работах, а значит, и уверенность в собственных возможностях.
Поэтому фитингов нужно закупить чуть больше, чем необходимо. А отрезать несколько кусков от трубы – не проблема. После подобной тренировки появится опыт в подобного рода сварочных работах, а значит, и уверенность в собственных возможностях.
Перед свариванием элементы необходимо подготовить — стыкующиеся поверхности зачищаются и обезжириваются. Без обезжиривания качественного шва не получится.
Заполнять собранную систему водой рекомендуется не раньше чем через 1 час после сварки элементов.
Сварка пластиковых труб аппаратами
Сварка методом плавления пластиковых или же полипропиленовых труб осуществляется с применением высоких температур. Нагревательные элементы работают от стандартной электросети.
Сплавка полипропилена происходит при температуре от 260 градусов, именно после «доведения» материала до «состояния клейстера» возможна качественная спайка. Скрепляются трубы просто — достаточно прижать их друг к другу и продержать в таком состоянии несколько секунд. При правильном проведении всей операции, место соединения должно просматриваться слабо.
При правильном проведении всей операции, место соединения должно просматриваться слабо.
Стандартизированный набор инструментария
Для того, чтобы скрепить полипропиленовые трубы, используемые в выше обозначенных системах, нужен обязательный стандартизированный набор инструментария. Он в себя включает паяльник, насадки нагревательные, измерительную рулетку, специальные кусачки-ножницы, болты-крепёжники для насадок на сварочный аппарат и стандартизированный шаблон для отверстий. Кроме того, мастеру будет нужен уровень, с помощью которого можно будет определить угол наклона, дабы исключить всякую погрешность, и шестигранник.
Трубы для водоотлива, подачи воды, отопления и сварочный аппарат
Мощность среднестатистического сварочного аппарата достигает 1500 Вт, при этом он функционирует от обычной домашней электросети. При выборе аппарата лучше сделать приоритет для небольшой и анатомически скорректированной модели, которая повысит коэффициент полезности усилий мастера.
Для сварочного аппарата важна точность датчиков индикаторов температуры. При сохранении всех норм мастер минимизирует процент брака в своей работе.
Подготовительный этап перед сварочными работами
Полипропиленовые трубы — относительно мягкий материал, но всё же для качественной обработки нужны специальные ножницы. Особенно важно использование специальных ножниц для нарезки деталей, объемом начиная от тридцати двух миллиметров до шестидесяти трёх. Трубы большего диаметра разрезаются только с помощью ножовки, выполненной из металла.
После завершения подготовительного этапа, можно приступить к приготовлению насадок.
Что из себя представляют насадки?
При покупке сварочного аппарата с ним в комплекте зачастую уже идут стандартные насадки, но только диаметром от шестнадцати до сорока миллиметров. Если сварочный аппарат нужен для спайки деталей, которые по своему диаметру превышают обозначенные размеры,то дополнительные насадки нужно будет приобрести отдельно. Эти детали выполнены из металлических сплавов, но покрыты они одинаково — тефлоновая оболочка защищает насадку от «прилипания» расплавленных пластмасс, что позволяет улучшить результат самого соединения. Именно поэтому тефлоновое покрытие должно чиститься после каждого применения аппарата, причем одинаковое внимание нужно уделять и той части, куда надевается фитинг, и той, куда вставляется сама пластиковая труба.
Если сварочный аппарат нужен для спайки деталей, которые по своему диаметру превышают обозначенные размеры,то дополнительные насадки нужно будет приобрести отдельно. Эти детали выполнены из металлических сплавов, но покрыты они одинаково — тефлоновая оболочка защищает насадку от «прилипания» расплавленных пластмасс, что позволяет улучшить результат самого соединения. Именно поэтому тефлоновое покрытие должно чиститься после каждого применения аппарата, причем одинаковое внимание нужно уделять и той части, куда надевается фитинг, и той, куда вставляется сама пластиковая труба.
Включаем сварочный аппарат для сварки труб
При включении сварочного аппарата для пластиковых труб нужно внимательно следить за индикаторами включения и термического регулирования. Как только термодатчик выключается, мастер может приступать к работе, потому что затухание этого индикатора сигнализирует о том, что аппарат достигнул требуемой температуры.
Как только термодатчик выключается, мастер может приступать к работе, потому что затухание этого индикатора сигнализирует о том, что аппарат достигнул требуемой температуры.
Начинающим мастерам лучше быть аккуратными с первым включением, потому что начальная прогонка обычно бывает чуть дольше, чем требуется для стандартного разогрева. Поэтому насадка может перегреться на 40 — 60 градусов. Такая температура непременно повлечет за собой деформацию заготовки.
Таким образом, первое включение лучше всего провести «в холостую», а к спайке приступать уже после второго раза.
Аппарат для ручной сварки пластиковыми стержнями (видео)
В посте на этой неделе мы поговорим о ручном сварочном аппарате с пластиковыми стержнями. Этот вид сварки очень прост, но должен выполняться правильно, здесь мы шаг за шагом опишем, как это сделать.
Здесь у вас есть видео , в котором вы могли увидеть процесс ручной сварки стержнем, который вы могли видеть более подробно .
………… ..
Сначала поговорим о необходимом материале. У нас должен быть ручной сварочный аппарат с горячим воздухом и подходящие сопла, чтобы правильно сваривать пруток, который мы собираемся использовать.
Хотя нам и нужны некоторые фитинги, этот сварочный комплект — самый дешевый способ сваривать пластмассы.
Здесь мы оставляем ссылку, где вы увидите этот набор для сварки и всю имеющуюся фурнитуру.
>>> КОМПЛЕКТ РУКОВОДСТВА СТЕРЖЕНЬ
Когда у нас есть необходимое оборудование для выполнения этого типа сварки, самое главное — распознать пластик, который мы собираемся сваривать.Пластик можно сваривать только друг с другом, то есть, если у нас есть полиэтиленовый наплавленный материал, стержень, который мы должны использовать, сделан из полиэтилена, если наплавленный материал сделан из АБС-пластика, сварочный стержень должен быть из АБС-пластика, а также со всем остальным. термопласты.
термопласты.
Невозможно сварить два разных пластика .
Обычно легко распознать пластик, он сделан из того, что мы собираемся сваривать, он может быть помечен или на нем могут быть технические характеристики, если это не так, мы можем позвонить производителю, и он скажет нам .Если нам не удается распознать пластик ни по одному из трех вышеупомянутых вариантов, мы всегда можем попытаться выяснить это сами, есть несколько методов, которые могут помочь нам узнать это. Здесь мы оставляем две ссылки на наш блог, где вы увидите два сообщения, которые мы опубликовали несколько месяцев назад о , как можно распознать пластик (часть 1) , так что таким образом мы можем соотнести стержень.
>>> КАК РАСПОЗНАТЬ ПЛАСТИК (часть 2)
После того, как мы определили материал и получили стержень, мы приступаем к сварке термопласта.
Первый шаг, который мы должны сделать, — это поцарапать материал.
Материал обычно имел блеск из-за окисления пластика в процессе его изготовления. Этот блеск необходимо поцарапать на любом типе лезвия и удалить эту маленькую яркую пленку, чтобы таким образом пористый слой был открыт, а сцепление было выше. Мы должны поцарапать не только лист, но и стержень. Этот шаг обычно не выполняется или выполняется неправильно, что приводит к плохой сварке и будущим проблемам.
Этот блеск необходимо поцарапать на любом типе лезвия и удалить эту маленькую яркую пленку, чтобы таким образом пористый слой был открыт, а сцепление было выше. Мы должны поцарапать не только лист, но и стержень. Этот шаг обычно не выполняется или выполняется неправильно, что приводит к плохой сварке и будущим проблемам.
Царапание должно выполняться всегда и хорошо.
Ну а теперь приступим к сварке.
Сначала мы нагреем сварщика, температура будет варьироваться в зависимости от пластика, но особенно, температура всегда будет зависеть от скорости рабочего, который будет выполнять сварку. Если рабочий проходит обучение и сваривает быстро, мы могли бы повысить температуру, но, наоборот, если рабочий работает немного медленнее, мы должны немного снизить температуру, чтобы пластик не плавился слишком сильно.Обычно потенциометр сварщика обычно находится в пределах от 6 до 8 от его положения. Примерно между 300 ° и 450 °.
Когда все будет готово, приступим к сварке. Пропускаем стержень через быстрое сопло (27 — 27B) и прижимаем его к области, которую мы собираемся сваривать, давление всегда действует на стержень, машина только сопровождает, машина только опирается на стержень и перемещается назад во время сварки стержня.
Пропускаем стержень через быстрое сопло (27 — 27B) и прижимаем его к области, которую мы собираемся сваривать, давление всегда действует на стержень, машина только сопровождает, машина только опирается на стержень и перемещается назад во время сварки стержня.
Идеальное положение сварщика составляет примерно 45º, чтобы быстрое сопло (27-27B) оставалось полностью параллельным листу, который мы свариваем.
Давление осуществляется стержнем, а не сварочным аппаратом
Если вы внимательно выполните эти шаги, вы сможете безупречно выполнить сварку термопластов со всеми гарантиями.
Видео | РИТМО | Аппараты для сварки пластмасс
ALFA TEL-800 Предварительно изолированный ПНД — 14 апреля 2014 г. ALFA TEL — 800 — это машина для мастерских, предназначенная для сварки предварительно изолированных труб из полиэтилена высокого давления и клапанов для линий отопления и охлаждения. ALFA TEL — 800 производит предизолированные отводы из ПНД диаметром 400 ÷ 800 мм и кожухи для клапанов диаметром 400 ÷ 710 мм.
ALFA TEL — 800 производит предизолированные отводы из ПНД диаметром 400 ÷ 800 мм и кожухи для клапанов диаметром 400 ÷ 710 мм.
TURBO — это инновационный скребок для труб, запатентованный RITMO для труб и фитингов диаметром от 20 до 63 мм SDR 6 до 11. TURBO прост и удобен в использовании.
ФИТИНГОВАЯ ФАБРИКАЦИЯ — 14 апр 2014 г.ALFA 1000 — это сварочный аппарат для мастерских, предназначенный для изготовления фитингов путем соединения отрезков труб с помощью специальных губок. Колена Ø 400 ÷ 1000 мм (16 «IPS ÷ 36» DIPS) Тройники — крестовины — тройники Ø 400 ÷ 800 мм (16 «IPS ÷ 30» IPS)
PRIMA UP 90 — машина для сварки торцевых головок — 28 июн 2018 ИНФОРМАЦИОННЫЙ ЗАПРОС: info @ ritmo.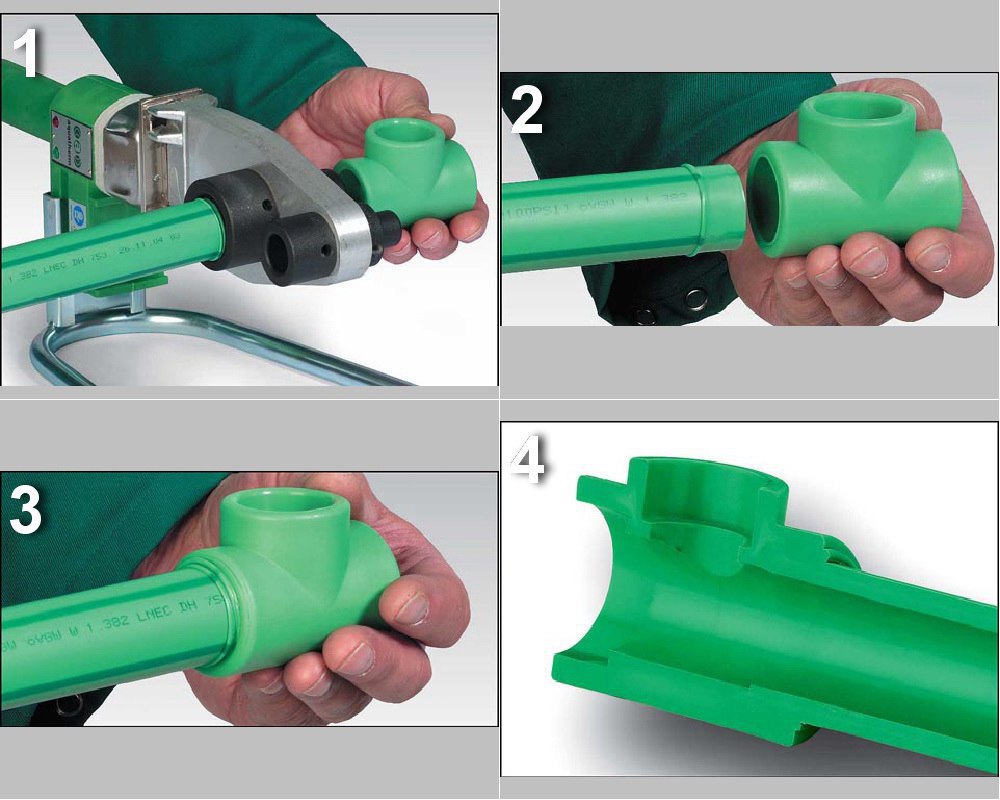 Это
ПЛЮС:
ТОЛЬКО ОДИН ОПЕРАТОР
ИДЕАЛЬНАЯ ЦЕНТРАЛЬНАЯ ТРУБКА / ФИТИНГ
КОМПАКТНЫЙ И ЛЕГКИЙ — ГЛАВНАЯ ТРУБА 63 ÷ 250 мм
ОТВОД 20 ÷ 90 мм
УНИВЕРСАЛЬНЫЙ ДЛЯ ВСЕХ ОСНОВНЫХ БРЕНДОВ ТРУБ И СЕДЕЛЬНЫХ ФИТИНГОВ
Prisma Up 90 — это специальная машина для сварки торцевых головок из полипропилена. Станок предназначен для сварки специальных соединений PP-R.
как сборщики и редуцированные ветки. Небольшой вес машины позволяет легко ее отремонтировать. Рабочий диапазон: основной
труба Ø 63 ÷ 250 мм; филиал …
Это
ПЛЮС:
ТОЛЬКО ОДИН ОПЕРАТОР
ИДЕАЛЬНАЯ ЦЕНТРАЛЬНАЯ ТРУБКА / ФИТИНГ
КОМПАКТНЫЙ И ЛЕГКИЙ — ГЛАВНАЯ ТРУБА 63 ÷ 250 мм
ОТВОД 20 ÷ 90 мм
УНИВЕРСАЛЬНЫЙ ДЛЯ ВСЕХ ОСНОВНЫХ БРЕНДОВ ТРУБ И СЕДЕЛЬНЫХ ФИТИНГОВ
Prisma Up 90 — это специальная машина для сварки торцевых головок из полипропилена. Станок предназначен для сварки специальных соединений PP-R.
как сборщики и редуцированные ветки. Небольшой вес машины позволяет легко ее отремонтировать. Рабочий диапазон: основной
труба Ø 63 ÷ 250 мм; филиал …
Стыковая сварка плавлением может управляться автоматически с помощью системы ЧПУ DELTA DRAGON; это исключит любой риск ошибки из-за оператора.
BASIC — 10 апреля 2014 г. BASIC, линия машин для стыковой сварки труб и стыков из HDPE, PP, PB, PVDF диаметром от 40 до 355 мм. BASIC был разработан на основе тридцатилетнего опыта производства надежных и универсальных сварочных аппаратов, адаптированных к любым условиям окружающей среды, даже к самым суровым, таким как пустыни и шахты.Линия BASIC отличается превосходным соотношением цены и качества при сохранении надежности, точности и простоты использования в соответствии со стандартами RITMO.
С …
BASIC был разработан на основе тридцатилетнего опыта производства надежных и универсальных сварочных аппаратов, адаптированных к любым условиям окружающей среды, даже к самым суровым, таким как пустыни и шахты.Линия BASIC отличается превосходным соотношением цены и качества при сохранении надежности, точности и простоты использования в соответствии со стандартами RITMO.
С …
КУСАЧКИ для труб — это профессиональные инструменты, незаменимые для ручной резки пластиковых труб диаметром до 315 мм. Труборез TC 108, T1, TU 75, TU 140, T3 и T4 изготовлены из лучших сплавов, просты в обращении и практичны в использовании.
SIGMA 1600 — 10 апреля 2014 г. Ленточнопильный станок для пластиковых труб диаметром до 1600 мм. Sigma 1600 PRO специально разработан для выполнения легких резов с широким диапазоном углов (от — 45 ° до + 67,5 °). Это идеальное оборудование для станков Alfa для изготовления фитингов.
Это идеальное оборудование для станков Alfa для изготовления фитингов.
R — SB 20 — это компактный и эргономичный экструдер.Это самый маленький из серии STARGUN, который идеально подходит для работы в узких местах благодаря простоте использования и уменьшенным габаритным размерам. R — SB 20 оснащен регулятором производительности экструзии и системой безопасности, которая позволяет оператору работать только после достижения нужной температуры. Он способен обрабатывать до 2,2 кг экструдированного материала в час.
DELTA 630 ALL TERRAIN — 10 апреля 2014 г. Итальянский дизайн, известный своим особым вниманием к деталям, дает DELTA 630 ALL TERRAIN множество действительно практичных технических инноваций.Возьмем, к примеру, гидравлическую систему зажимов — это не только эстетический маневр, но и защита от столкновений при установке машины внутри траншеи. Возьмите с собой низкое потребление топлива и звукоизоляцию — защищает окружающую среду, ваше здоровье и экономит ваши деньги!
Возьмите с собой низкое потребление топлива и звукоизоляцию — защищает окружающую среду, ваше здоровье и экономит ваши деньги!
DELTA 355 ALL TERRAIN — это машина для стыковой сварки, которая изменит ваше представление о работе на стройплощадке.Система ALL TERRAIN разработана для упрощения передвижения машины в условиях бездорожья, включая загрузку / разгрузку самой машины из транспортного фургона / грузовика. DELTA 355 ALL TERRAIN подходит для сварки труб под давлением (HDPE, PP, PVDF, PB) для транспортировки воды, газа и других жидкостей. Может сваривать трубы и фитинги диаметром от …
. RTC 710 — ЗАПАТЕНТОВАН — 10 апреля 2014 г. RTC 710 оснащен выдвижным рычагом для точной длины электрического соединителя, что является преимуществом при выполнении работ по техническому обслуживанию / ремонту на строительной площадке. Главный патрон имеет четыре выдвижных рычага, которые зажимают непосредственно внутренний диаметр трубы.
Главный патрон имеет четыре выдвижных рычага, которые зажимают непосредственно внутренний диаметр трубы.
Сварка растворителем
Что такое сварка растворителем?
Сварка растворителем — это процесс, при котором химическое вещество применяется к двум пластиковым поверхностям. с идентичной или подобной молекулярной структурой, которая вызывает разрушение молекул на обеих поверхностях. Когда две поверхности прижимаются друг к другу, и по мере испарения растворителя молекулы двух поверхностей преобразуются. и скрепите вместе.Это приводит к тому, что две поверхности связаны друг с другом на молекулярном уровне. Это очень отличается от склеивания материалов, когда сам клей связывается с каждой поверхностью, поэтому у вас остается три слои: первый материал, клей и второй материал.
Какие материалы можно сваривать растворителем?
Как приваривать пластиковую трубу к фитингу с помощью растворителя?
Процесс сварки растворителем состоит из нескольких этапов:
1. Труба должна быть обрезана под квадрат, вся стружка должна быть удалена, а кромка должна быть скошена (зачищена).
до угла между 22.5 и 45 градусов. Это препятствует тому, чтобы острые кромки среза действовали как лезвие ножа и
толкая весь цемент перед собой
Труба должна быть обрезана под квадрат, вся стружка должна быть удалена, а кромка должна быть скошена (зачищена).
до угла между 22.5 и 45 градусов. Это препятствует тому, чтобы острые кромки среза действовали как лезвие ножа и
толкая весь цемент перед собой
2. Сухой тканью или бумажным полотенцем протрите патрубок и трубку, чтобы удалить грязь. Если труба старая, обработайте поверхность наждачной бумагой и удалите отложения.
3. Протрите чистой бумажной тканью немного жидкости для чистки труб вокруг гнезда и труба. ПОСЛЕ ЭТОГО НЕ ПЫТАЙТЕСЬ УСТАНОВИТЬ ТРУБУ В РОЗЕТКУ СУХОЙ, ПОТОМУ ЧТО ОНИ ПРИКЛЮЧАЮТСЯ ВМЕСТЕ!
4.Измерьте глубину раструба и отметьте трубу тонким перманентным маркером. ручка
5. Залить цемент в розетку и отложить (важно сделать розетку во-первых, так как вы не сможете легко положить трубу после того, как она будет окрашена). Затем нанесите цемент на трубу на глубину розетки
6. Наденьте муфту на трубу до упора, проверяя что он дошел до отметки, сделанной вами на трубе
7. По возможности держите раструб в вертикальном положении, чтобы излишки цемента не стекали по
внутрь на другую сторону, сотрите все капли и излишки цемента вокруг стыка.
По возможности держите раструб в вертикальном положении, чтобы излишки цемента не стекали по
внутрь на другую сторону, сотрите все капли и излишки цемента вокруг стыка.
Видео: Как сварить трубу из ПВХ с помощью растворителя
Можно ли сваривать пластиковые трубы и фитинги без растворителя?
Сварка растворителем труб из ПВХ и АБС — это постоянный процесс, который нельзя отменить.
Советы по сварке труб из ПВХ и АБС растворителем
1. Надевайте нейлоновые перчатки, чтобы очиститель и цемент не повредили кожу.
2. Не надевайте виниловые перчатки, так как они растают вместе с очистителем и цементом.
3. Работайте в хорошо проветриваемом помещении, чтобы разбавить пары.
4. Дважды отмерьте, один раз отрежьте и зацементируйте.
5. Будьте особенно внимательны, чтобы нанести надлежащую маркировку на АБС, прежде чем сдвигать их вместе. Совместные наборы Очень быстро.
6. ПВХ можно немного повернуть, чтобы полностью выровнять его в розетке, но АБС не могу.
7. Не перекручивайте трубу, когда вставляете ее в фитинг, так как это может привести к утечки.
Аппарат для сварки пластиковых трубMS, для подходящего PPR, Название модели / номер: Bench Type Ppr, 42000 рупий / штука
О компании
Год основания 2018
Юридический статус компании с ограниченной ответственностью (Ltd./Pvt.Ltd.)
Характер бизнеса Производитель
Количество сотрудников До 10 человек
Участник IndiaMART с апреля 2018 г.
GST33AAECH7050A1Z6
Код импорта и экспорта (IEC) AAECH *****
Мы, «HDPE Polyweld Private Limited «, основанная в 2018 году, являемся одними из известных и известных производителей оптимального качества гидравлического сварочного аппарата стыковой сварки, ручного сварочного аппарата стыковой сварки и сварочного аппарата для мастерских. Для производства этих сварочных аппаратов в соответствии с установленными отраслевыми правилами, директивами и нормами наши техники и инженеры используют новейшие инструменты и оборудование. Предлагаемый ассортимент сварочных аппаратов известен своими богатыми характеристиками, такими как высокая производительность, энергоэффективная конструкция и более длительный срок службы. В дополнение к этому, эта серия проста в эксплуатации и требует минимального обслуживания. Благодаря этому данная линейка сварочных аппаратов востребована.
Для производства этих сварочных аппаратов в соответствии с установленными отраслевыми правилами, директивами и нормами наши техники и инженеры используют новейшие инструменты и оборудование. Предлагаемый ассортимент сварочных аппаратов известен своими богатыми характеристиками, такими как высокая производительность, энергоэффективная конструкция и более длительный срок службы. В дополнение к этому, эта серия проста в эксплуатации и требует минимального обслуживания. Благодаря этому данная линейка сварочных аппаратов востребована. Создав широкую дистрибьюторскую сеть, которая хорошо связана с различными транспортными средствами, мы смогли доставить клиентам предлагаемый ассортимент аппаратов для сварки пластмасс в установленные сроки.Качество — наш главный приоритет, всегда маринованное. Благодаря этому мы смогли завоевать доверие наших клиентов.
Видео компании
5 распространенных ошибок при сварке растворителем
 youtube.com/embed/Ig-1uZOrlaM»/> Создание идеального сварного шва растворителем — важный навык, который пригодится при работе с водопроводными системами из ПВХ, АБС или ХПВХ.Что такое сварка растворителем? Когда вы соединяете трубы и фитинги из ПВХ, АБС или ХПВХ, вы не склеиваете их вместе. (Вы часто будете слышать, как цементы на основе растворителей упоминаются такими терминами, как клей для ПВХ, клей для труб, цементный клей, клей для сантехников и т. Д., Но на самом деле эти термины неверны.) Вместо этого труба и фитинг размягчаются и химически сплавляются друг с другом. создание одного предмета. После соединения их нельзя разбирать.
youtube.com/embed/Ig-1uZOrlaM»/> Создание идеального сварного шва растворителем — важный навык, который пригодится при работе с водопроводными системами из ПВХ, АБС или ХПВХ.Что такое сварка растворителем? Когда вы соединяете трубы и фитинги из ПВХ, АБС или ХПВХ, вы не склеиваете их вместе. (Вы часто будете слышать, как цементы на основе растворителей упоминаются такими терминами, как клей для ПВХ, клей для труб, цементный клей, клей для сантехников и т. Д., Но на самом деле эти термины неверны.) Вместо этого труба и фитинг размягчаются и химически сплавляются друг с другом. создание одного предмета. После соединения их нельзя разбирать.
Вы можете получить наши лучшие советы по созданию идеального сварного шва растворителем в следующем видео.Кроме того, избегайте распространенных ошибок, перечисленных ниже, чтобы получить наилучшие результаты.
1. Неправильный выбор цемента для работы
Убедитесь, что вы используете правильный цемент для работы в зависимости от материала трубы, размера трубы и условий работы. Если в вашем проекте используются трубы из ХПВХ, обязательно используйте цемент из ХПВХ. Для фитингов из ПВХ используйте ПВХ-клей. Для фитингов труб из АБС используйте цемент АБС. Если вы используете неправильный цемент, вам не удастся создать необходимый сварной шов.
Если в вашем проекте используются трубы из ХПВХ, обязательно используйте цемент из ХПВХ. Для фитингов из ПВХ используйте ПВХ-клей. Для фитингов труб из АБС используйте цемент АБС. Если вы используете неправильный цемент, вам не удастся создать необходимый сварной шов.
Цементы на основе растворителей также следует выбирать в зависимости от размера трубы.Чем больше размер трубы, тем более густая вам потребуется вязкость. Например, если ваша труба 6 дюймов в диаметре, вы можете использовать цемент средней толщины, но если ваша труба 8 дюймов, вы должны использовать цемент тяжелого тела. Вы можете найти максимальный рекомендуемый размер трубы, указанный на цементной банке. Наконец, убедитесь, что ваш цемент рассчитан на условия рабочей площадки. Если вы знаете, что будете работать при температуре ниже 40 ° F, выберите цемент, состав которого полностью затвердевает при этих температурах, например All Weather Cement от Oatey, который одобрен для применения при температурах до -15 ° F. Точно так же, если вы будете работать во влажных или сырых условиях, важно выбрать цемент, который разработан для отверждения во влажных условиях, например, Oatey Rain-R-Shine или один из наших цементов Lava. Вам также следует подумать о том, работаете ли вы с системой питьевой воды или безнапорной системой DWV, и выбрать правильный цемент для этого применения.
Точно так же, если вы будете работать во влажных или сырых условиях, важно выбрать цемент, который разработан для отверждения во влажных условиях, например, Oatey Rain-R-Shine или один из наших цементов Lava. Вам также следует подумать о том, работаете ли вы с системой питьевой воды или безнапорной системой DWV, и выбрать правильный цемент для этого применения.
2. Неправильная подготовка трубы
Правильная подготовка трубы перед сваркой растворителем помогает снизить вероятность отказа.Для правильной подготовки трубы необходимо:
- Отрежьте трубу под квадрат — это обеспечивает максимальную площадь поверхности для плавления и прочности соединения, обеспечивая самое прочное соединение.
- Удалите заусенцы с трубы — если не удалить заусенцы с трубы, кусочки пластика могут вырваться наружу и пройти через систему, что может привести к засорению таких элементов, как аэраторы. Заусенцы также могут улавливать определенные виды мусора, что в конечном итоге может привести к засорению системы DWV.
- Снимите фаску с трубы. Если вы не снимаете фаску с трубы или не снимаете фаску с внешнего края, острые края могут соскрести цемент со стенок фитинга во время вставки трубы.Это может потенциально вызвать засорение или утечку.
- Очистите трубу — убедитесь, что нет грязи или жира, которые могут помешать сцеплению цемента с трубой и снизить его способность обеспечивать надлежащее сплавление и прочность соединения или царапать внутреннюю часть фитинга, создавая пути утечки.
- Проверьте посадку с натягом — Перед нанесением грунтовки или цемента на трубу или фитинг убедитесь, что сопротивление в ступице фитинга составляет от 1/3 до 2/3, чтобы обеспечить хорошую посадку с натягом.Фитинги имеют слегка сужающуюся форму и очень плотно прилегают друг к другу. Если труба и фитинг не подходят друг другу, это может привести к слабому стыку, разделению трубы или плохому сцеплению.

3. Пропуск грунтовки * или неправильное нанесение
Primer необходимо использовать для сварки растворителем на трубах из ПВХ и ХПВХ. Растворители в грунтовке смягчают трубу и фитинг, делая их более пористыми и позволяя цементу образовывать более прочную связь. При нанесении грунтовки убедитесь, что вы наносите ее агрессивно на фитинг, трубу и фитинг еще раз, не забывая повторно окунать его между каждым нанесением.После того, как вы загрунтовали трубу и фитинг, у вас есть 5 минут, чтобы нанести цемент и закончить соединение. Слишком долгое ожидание повлияет на создание хорошего шва растворителем.
Растворители в грунтовке смягчают трубу и фитинг, делая их более пористыми и позволяя цементу образовывать более прочную связь. При нанесении грунтовки убедитесь, что вы наносите ее агрессивно на фитинг, трубу и фитинг еще раз, не забывая повторно окунать его между каждым нанесением.После того, как вы загрунтовали трубу и фитинг, у вас есть 5 минут, чтобы нанести цемент и закончить соединение. Слишком долгое ожидание повлияет на создание хорошего шва растворителем.
* Трубка ABS является исключением; никогда не наносите грунтовку на трубу из АБС-пластика.
4. Не дожидаясь подходящего времени схватывания и отверждения
После того, как соединение собрано, его следует оставить в покое в течение рекомендованного установленного периода времени. Время схватывания — это время, необходимое соединению для достижения необходимой прочности, чтобы сцепление не нарушалось при небольших перемещениях.
Время отверждения зависит от материала трубы, ее размера, температуры и влажности окружающей среды. Во влажных помещениях дайте 50% дополнительного времени для полного отверждения сварного шва растворителем.
Во влажных помещениях дайте 50% дополнительного времени для полного отверждения сварного шва растворителем.
Просмотрите наш обзорный документ для получения дополнительной информации обо всех наших предложениях по цементу и времени их отверждения / схватывания. Вы также можете просмотреть наши полные инструкции о том, как выполнять сварку растворителем с использованием цементов Oatey.
5. Недостаточный воздушный поток
По той же причине, по которой вам нужно дождаться подходящего для вашего проекта времени отверждения, в водопроводной системе, в которой вы завершаете сварку растворителем, должен быть воздушный поток.Без достаточного воздушного потока растворитель не испарится. Это может привести к выходу из строя трубы или соединения, поскольку растворители продолжают размягчать трубы и поверхности фитингов.
Благодаря нашим советам по созданию идеального сварного шва растворителем и знанию того, как избежать типичных ошибок, вы готовы к созданию долговечных соединений без утечек.
| FlowGuard Gold
FlowGuard Gold ® соединяется с помощью быстрой и простой одностадийной сварки растворителем, исключающей необходимость использования отдельной грунтовки.Местные нормы и правила определяют, какой метод приемлем в вашем регионе, но двухэтапный метод чаще используется в США. Эти указания представляют собой обзор инструкций, составленных Ассоциацией пластиковых труб и фитингов. Перед установкой проверьте местные нормы и правила и инструкции, утвержденные производителем.
FlowGuard Gold Краткое руководство по установке CPVC Английский
Инструкции по установке на испанском языке
Пошаговая инструкция
1.Отрезать трубу
FlowGuard Gold можно разрезать с помощью трещоток *, дисковых фрез или пилы с мелкими зубьями. При врезании в ранее установленный FlowGuard Gold избегайте использования трещоток, поскольку они могут нарушить целостность ремонта. Если на конце трубы видны какие-либо признаки повреждения трубы, отрежьте минимум 2 дюйма от видимого повреждения.
Если на конце трубы видны какие-либо признаки повреждения трубы, отрежьте минимум 2 дюйма от видимого повреждения.
* Не используйте трещотки на ранее установленной трубе.
2. Подготовьте трубу и фитинги
(a) Удалите все заусенцы или опилки и снимите фаску на конце трубы с помощью инструмента для снятия фаски.Если инструмент для снятия фаски недоступен, подойдут острый нож или напильник, но они не предпочтительны.
Чистой сухой тряпкой сотрите грязь и влагу с поверхностей стыков.
(b) Проверьте посадку трубы и фитинга, труба должна соприкасаться со стенкой муфты на 1/3 — 2/3 пути в муфту фитинга. Если на этом этапе труба полностью входит в фитинг, выбросьте фитинг.
Немедленно переходите к шагу 3, не проверяйте установку нескольких фитингов одновременно, так как это может увеличить риск того, что установщик забудет приварить растворителем одно или несколько соединений.
3. Нанесите одноэтапный растворяющий цемент FlowGuard Gold
Нанесите толстый ровный слой одноэтапного цемента на растворителе FlowGuard Gold на внешнюю сторону конца трубы. Затем, используя тот же аппликатор, без дополнительного цемента нанести тонкий слой внутрь штуцера. Не допускайте скопления излишков цемента в фитинге и сборке труб.
Затем, используя тот же аппликатор, без дополнительного цемента нанести тонкий слой внутрь штуцера. Не допускайте скопления излишков цемента в фитинге и сборке труб.
Большинство местных норм допускают использование одноэтапных цементов на основе растворителей, всегда проверяйте свои местные нормативные требования. Обеспечьте надлежащее покрытие цементом трубы и фитинга.Слишком мало цемента на основе растворителя может привести к образованию зазоров и путей утечки, а слишком большое количество цемента на растворителе может образовать лужу в фитингах и / или трубах, размягчая материал. Чтобы избежать посадки в сухом состоянии, сольвентные цементы FlowGuard Gold доступны со специально разработанным УФ-индикатором, который позволяет подрядчику или установщику проверять сварные соединения с использованием растворителя с помощью простого УФ-фонарика.
4. Соберите шарнир
Сразу после нанесения цемента на основе растворителя вставьте трубу FlowGuard Gold в фитинг, повернув трубу на ¼ на ½ оборота при вставке, чтобы обеспечить равномерное распределение цемента. Правильно выровняйте фитинг и удерживайте сборку примерно 10 секунд, чтобы соединение застыло.
5. Проверьте правильность установки
Вокруг стыка должна быть видна ровная полоска цемента. Если этот валик не виден, это может указывать на неправильное нанесение цемента на основе растворителя. В этом случае разберите и переделайте соединение, чтобы убедиться в целостности системы.
Сухая установка крайне редка, и ее можно полностью избежать при правильной установке.Проверка наличия непрерывной полоски цемента на основе растворителя на фитинге является важным шагом для обеспечения целостности системы.
Напоминаем, что эти указания являются обобщением инструкций, разработанных Ассоциацией пластиковых труб и фитингов. Перед любой установкой, пожалуйста, подтвердите правильные инструкции от производителя и любые местные нормы.
Что и чего нельзя делать при установке
- Не выполняйте предварительную сборку водопроводной системы без цемента на основе растворителя, это увеличивает риск отказов при сухой установке.
- Обеспечьте надлежащее покрытие цементом трубы и фитинга. Слишком мало цемента на основе растворителя может привести к образованию зазоров и путей утечки, а слишком много цемента на растворителе может образовать лужу в фитингах и / или трубах, размягчая материал.
- Сухая установка крайне редка, и ее можно избежать при правильной установке. Всегда визуально осматривайте стык, чтобы убедиться в наличии непрерывной полоски клея на основе растворителя на фитинге.
- Всегда оставляйте место для расширения и сжатия трубы.
- Не размещайте подвесы или ремни, которые ограничивают естественное движение трубы, вызванное расширением и сжатием.
- Не упирайтесь коленами или тройниками в неподвижные конструкции (балки, стойки, стены и т. Д.).
- Ни в коем случае не используйте труборезы ножничного типа.
- Для резки старых труб используйте пилу с мелкими зубьями или диск. Не используйте трещотки на старых трубах.
- Никогда не устанавливайте водопроводные трубы в неизолированных местах, которые могут быть подвержены замерзанию.
- Избегайте чрезмерной нагрузки на систему.
- Используйте только химически совместимые вспомогательные строительные материалы.


Видео с инструкциями по сварке растворителем
Расширение и сжатие
FlowGuard Gold CPVC расширяется примерно на 1 дюйм на 50 футов прямой длины трубы при повышении температуры на 50 ° F. Расширение и сжатие в основном влияют на линии горячей воды, но могут повлиять на линии холодной воды, когда они установлены в необычно горячих или холодных условиях.При учете расширения и сжатия важно следовать нескольким передовым методам, в том числе:
- Не создавайте дополнительных нагрузок на трубы или фитинги в расширительном контуре, смещении или изменении направления.
- Не ограничивайте естественное движение трубы в направлении расширения и сжатия.
- Всегда оставляйте достаточное расстояние между локтями и вешалками / ограничителями.
В большинстве случаев расширение и сжатие можно компенсировать нормальными изменениями направления. Для длинных прямых участков потребуются петли или смещения. При установке под плиту установите трубу так, чтобы она изгибалась из стороны в сторону в траншее, чтобы учесть расширение и сжатие.
Для длинных прямых участков потребуются петли или смещения. При установке под плиту установите трубу так, чтобы она изгибалась из стороны в сторону в траншее, чтобы учесть расширение и сжатие.
FlowGuard Gold Инструкции, утвержденные производителем
Всегда обращайтесь к местным нормам и инструкциям производителя для конкретного производителя FlowGuard Gold, который вы используете:Как сварить трубы и фитинги из ПВХ с помощью растворителя: 6 шагов
Предупреждение: научное содержание!
Грунтовка для ПВХ служит почти для тех же целей, что и грунтовка при окраске.Грунтовка для краски подготавливает поверхность и дает молекулам краски приятный материал для сцепления. Грунтовка ПВХ очищает от мусора, затем «переваривает» поверхностные молекулы детали из ПВХ, так что при нанесении растворителя / цемента он может легко растворить внешние слои.
Этот продукт содержит 13-17% метилэтилкетона, 70-80% ацетон (диметилкетон), 5-10% циклогексанона и незначительное количество других вредных химикатов.
Откройте баллончик с (фиолетовым) грунтовкой. Если его открывают в первый раз, вам может понадобиться действительно большой парень или трубный ключ, чтобы сломать печать.В большинстве случаев тампон встраивается прямо в верхнюю часть.
Вытяните аппликатор, прикрепленный к крышке, и приложите его к стенке банки, чтобы вытечь излишки. Эта штука течет, как вода, и пачкает ВСЕ. Вероятно, это пропитает верхнюю часть банки.
Тщательно закройте каждую свариваемую поверхность обеих частей. Только будьте осторожны с пробежками. Если вы делаете несколько фитингов, вы можете продолжить и загрунтовать все, детали можно загрунтовать заранее, если они не пачкаются перед цементированием.
Грунтование — это химический процесс. Молекулы растворителя (ацетон и МЭК) диффундируют и поглощаются поверхностью ПВХ-пластика. Это делает блестящую поверхность шероховатой в процессе формования и разбухает пластик, ослабляя длинные полимерные цепи. Оба эти процесса способствуют получению прочного сварного шва.