Эксплуатация индукционных нагревателей
В этой статье мы будем говорить о реальных проблемах в эксплуатации современных индукционных нагревателей. Проблемы эти не выдуманы, они реально возникали у наших покупателей. И нам приходилось их решать совместными усилиями. Вам будет проще, ведь недаром говорят, предупрежден, значит вооружен!
1. Оптимизация рабочей частоты индукционных нагревателей
Главным преимуществом современных индукционных нагревателей является автоматическая подстройка резонансной частоты генерации под параметры колебательного контура, состоящего из выходного конденсатора, высокочастотного трансформатора и индукционной катушки. Чем больше рабочий диапазон частот генератора, тем более разнообразные по диаметру и количеству витков индукционные катушки к нему можно подключать. И соответственно решать большее количество задач индукционного нагрева.
Однако, указанный производителями рабочий диапазон частот индукционных нагревателей не всегда нравится самим нагревателям. На самом деле, оптимальный диапазон несколько уже. По нашему опыту мы рекомендуем следующие диапазоны частот для различных типов индукционных нагревателей:
На самом деле, оптимальный диапазон несколько уже. По нашему опыту мы рекомендуем следующие диапазоны частот для различных типов индукционных нагревателей:
Серия СЧН (Среднечастотные низковольтные) указан диапазон — 1-20 кГц.
Реально диапазон частот разбит на два поддиапазона:
I – (1-10 кГц) Оптимальный диапазон — 5-9 кГц.
II- (10-20 кГц) Оптимальный диапазон — 12-17 кГц.
Серия СЧВ (Среднечастотные высоковольтные) указан диапазон — 1-20 кГц.
Оптимальный диапазон — 5-10 кГц
Серия ВЧС (Высокочастотные сверхзвуковые) указан диапазон 20-50 кГц.
Оптимальный диапазон — 23-32 кГц
Серия ВЧ (Высокочастотные) в зависимости от мощности:
ВЧ-05 указан диапазон – 100-250 кГц. Оптимальный диапазон — 180-220 кГц
ВЧ-15 указан диапазон – 30-100 кГц. Оптимальный диапазон — 30-60 кГц
ВЧ-25 – ВЧ-70 указан диапазон – 30-80 кГц. Оптимальный диапазон — 30-60 кГц
Оптимальный диапазон — 30-60 кГц
СВЧ-05 указан диапазон – 0,6-1,4 МГц. Оптимальный диапазон 0,6 — 0,8 МГц
Самое время задать вопрос, а что будет, если рабочая частота выйдет за пределы оптимального диапазона? Как правило, если частота слишком низкая, снизится мощность и сработает защита. А вот слишком высокая частота иногда не вызывает срабатывания защиты и приводит к выходу из строя JGBT модулей и драйверов управления ими.
Вывод следующий. При эксплуатации индукционных нагревателей на JGBT модулях необходимо контролировать частоту генерации индукционного нагревателя при подключении каждого нового индуктора. Для этих целей следует использовать подходящий осциллограф, частотомер, мультиметр или токовые клещи с функцией измерения частоты и соответствующим диапазоном частот.
Для измерения рабочей частоты индукционных нагревателей, рекомендуем использовать следующие цифровые измерительные приборы:
Не следует подключать клеммы измерителя непосредственно к клеммам индуктора, так можно сжечь измерительный прибор.
В комплект поставки индукционных нагревателей серии СЧН, ВЧ и ВЧС входит универсальный выходной трансформатор, с его помощью можно решать ограниченный круг задач индукционного нагрева. К нему можно подключать определенное количество витков индукционной катушки. Если нужно подключить большее количество, витки индукционной катушки можно добавлять параллельно 2-мя, 3-мя и даже 4-мя секциями. См. фото. Это делается для удержания резонансной частоты выше нижнего предела.
Иногда в целях закалки необходимо значительно уменьшить количество витков индукционной катушки, например, требуется катушка всего в полвитка. При столь малой индуктивности катушки, частота генерации поднимется выше верхнего допустимого предела. Загорится индикатор «слишком высокая частота». Может произойти срабатывание защиты прибора. В любом случае перед выводом индукционного генератора на полную мощность, следует измерить рабочую частоту генерации на минимальной мощности с помощью рекомендованных выше цифровых измерительных приборов.
При столь малой индуктивности катушки, частота генерации поднимется выше верхнего допустимого предела. Загорится индикатор «слишком высокая частота». Может произойти срабатывание защиты прибора. В любом случае перед выводом индукционного генератора на полную мощность, следует измерить рабочую частоту генерации на минимальной мощности с помощью рекомендованных выше цифровых измерительных приборов.
Оптимальные зазоры между индуктором и катушкой
Обычное расстояние от заготовки до поверхности индуктора 3-5 мм. Серия нагревателей ВЧ работает и при увеличении этого зазора до 10-20 мм и более, однако при этом существенно падает коэффициент заполнения индуктора и КПД передачи индукционного поля в нагреваемую деталь. Серия СЧН не переносит увеличения зазора более 5 мм. А вот для СВЧ нагревателей зазор между деталью и индуктором должен быть минимальным 2-3 мм. Однако не забывайте, что деталь при закалке ведет (она изгибается). Иногда приходится ставить направляющие, что бы не задевать индуктором вращающуюся при сканирующей закалке деталь.
2. Современные закалочные трансформаторы для индукционных нагревателей
Для эффективного использования ТВЧ установки для закалки разнообразных по геометрии деталей вам потребуется заменить универсальный выходной трансформатор с фиксированным коэффициентом трансформации на закалочный трансформатор (ТЗ) с переключаемым коэффициентом трансформации.
Современные закалочные трансформаторы бывают трех видов для различных диапазонов частот:
В зависимости от рабочего диапазона частот сердечник закалочного трансформатора изготавливается из различных материалов. Для диапазона 1-8 кГц используется сердечник из трансформаторной стали. На частотах 3-50 кГц, применяется ферриты. На частотах 50 Гц – 15 кГц могут использоваться сердечники из аморфного железа. На частотах 20-350 кГц, так же применяются ферриты.
Сердечник закалочного трансформатора, как правило, охлаждается водой.
Обязательно охлаждаются водой и сами обмотки ТЗ, выполненные из медных трубок различного диаметра. Соответственно чем выше мощность, тем больше размер трансформатора и внутренний диаметр медных трубок обмоток.
При любом подключении первичных обмоток, а подключают их только последовательно, их рабочее напряжение равно 550-800 Вольт, что соответствует выходному напряжению транзисторного индукционного генератора. ТЗ, как правило, содержит две выходные обмотки, обычно это две одновитковые обмотки. В зависимости от задач индукционного нагрева, их можно включать по отдельности, параллельно и последовательно.
В зависимости от выбранного коэффициента трансформации, выходное напряжение холостого хода колеблется в диапазоне от двух десятков до полутора сотен Вольт. Выходной ток может достигать десятков тысяч Ампер. Естественно, что при подключенном индукторе, выходное напряжение под нагрузкой, сильно падает.
Коэффициент трансформации в зависимости от конструкции и мощности ТЗ бывает различным и колеблется в диапазоне от 1,5 /1 до 24/1. Т.е. ТЗ в состоянии понизить напряжение в 24 раза и при этом во столько же раз увеличить выходной ток. Что позволяет сконцентрировать индукционную энергию на малой площади нагрева. При этом не следует забывать, что увеличивать бесконечно ток, протекающий по рабочей поверхности индукционной катушки, мы не можем. Она может расплавиться при отдаваемой мощности более 1,5 кВт/см.кв. Иногда для увеличения поверхностной мощности индукционные катушки делают из серебра.
А вот увеличивать толщину рабочей поверхности индуктора не следует, т.к. ток идет по ее внешней поверхности. Это не касается циклических индукторов, стенки которых имеют большую толщину для обеспечения теплоотвода при цикле нагреве без охлаждения, охлаждение происходит в цикле подачи воды в индуктор.
Первичная обмотка ТЗ имеет до 10-ти секций включаемых последовательно. Чем большее количество секций подключено, тем выше коэффициент трансформации и тем ниже выходное напряжение. Ранее, при подключении ТЗ к тиристорным и ламповым генераторам с фиксированной рабочей частотой обязательно контролировали cosφ и добивались согласования подбором емкости конденсаторной батареи.
То же самое приходится делать на современных транзисторных генераторах с последовательным (резонансом) колебательным контуром. Но это неудобство с лихвой окупается высокой экономичностью нагрева на данных генераторах.
Когда речь идет о современных транзисторных генераторах с параллельным резонансным контуром, cosφ контролировать и подстраивать не надо. При работе этих генераторов на закалочный трансформатор необходимо попасть в диапазон частот генератора, смотри рекомендации выше.
ТЗ имеет свой диапазон рабочих частот, в него тоже нужно попасть. Водоохлаждаемая конденсаторная батарея так же имеет рабочую частоту, и желательно не удаляться от нее более чем на 20-30%. Если мы выходим из диапазона рекомендованных частот, так же как на старых генераторах, следует подобрать емкость выходного конденсатора.
Водоохлаждаемая конденсаторная батарея так же имеет рабочую частоту, и желательно не удаляться от нее более чем на 20-30%. Если мы выходим из диапазона рекомендованных частот, так же как на старых генераторах, следует подобрать емкость выходного конденсатора.
Для нормальной работы, мощность ТЗ, измеряемая в кВА, должна быть в 4-5 раз больше мощности индукционного генератора измеряемой в кВт.
Подключение закалочного трансформатора
Подключение первичной обмотки высокочастотного закалочного трансформатора (ВЧТЗ) к генератору мощностью до 40 кВт осуществляется одним медным кабелем сечением не менее 80 кв.мм., 100 кВт – двумя кабелями, 160 кВт тремя кабелями того же сечения. Более мощные генераторы подключаются к ВЧТЗ только с помощью водоохлаждаемых тоководов.
С подключением среднечастотного закалочного трансформатора (СЧТЗ) ситуация совсем другая. Дело в том, что резонансные токи между параллельно включенной конденсаторной батареей и СЧТЗ примерно в 4 раза выше токов от генератора к конденсаторной батарее. Поэтому генератор средней мощности к конденсаторной батарее можно подключать кабелем, а вот соединение от конденсатора к индукционной катушке лучше выполнить с помощью водоохлаждаемого тоководов.
Поэтому генератор средней мощности к конденсаторной батарее можно подключать кабелем, а вот соединение от конденсатора к индукционной катушке лучше выполнить с помощью водоохлаждаемого тоководов.
Внимание!!! Исключите касание водоохлаждаемых тоководов металлических конструкций и пола. В противном случае металл рядом с тоководом нагреется, а токовод может расплавиться и выйти из строя.
Водяное охлаждение закалочного трансформатора
Необходимо обеспечить водяное охлаждение ТЗ согласно руководства пользователя. Мощные ТЗ потребляют для охлаждения много воды. Соответственно нужен более производительный и мощный насос. На большинстве закалочных трансформаторов ставят отдельный манометр для измерения давления, следите за его показаниями, не допускайте падения давления. В противном случае, вы расплавите обмотки ТЗ. Ведь на ТЗ, как правило, нет сильфонного датчика защиты от недостатка давления!
3. Требования к системе водяного охлаждения индукционных нагревателей
Работа современной силовой инверторной электроники немыслима без эффективного водяного охлаждения. И, к сожалению, большинство поломок индукционных нагревателей связаны с неправильной эксплуатацией системы водяного охлаждения:
Давление воды
Давление в системе охлаждения большинства индукционных нагревателей должно быть около 2 атм. (2 кг/см.кв.)
Нельзя измерять давление на выходе воды из насоса, тем более, если к насосу подключено несколько потребителей воды. Давление следует измерять с помощью манометра на входе прибора, при полностью открытых входных кранах, при открытом свободном сливе на выходе прибора.
Современные индукционные нагреватели имеют сильфонные или электронные датчики давления воды. При недостаточном давлении датчики срабатывают и выключают прибор. Если давления не хватает, не пытайтесь перекрывать слив воды, это конечно позволит обмануть датчики давления, однако через несколько минут выведет прибор из строя из-за перегрева. Помните, что для нормальной работы системы охлаждения важно не только давление, но и расход воды, и если он недостаточный прибор начинает перегреваться.
Для исключения засорения трубными отложениями, поставьте на входе системы водяного охлаждения прибора сетчатый фильтр.
Берегитесь перегибания шлангов на выходе водяных магистралей приборов. По этой причине уже сгорали медные трубки обмоток высокочастотного трансформатора. Используйте достаточно прочные и толстые пластиковые или резиновые шланги на сливе воды. По мере износа заменяйте водяные шланги на новые.
Запрещается объединять сливы воды в один шланг. Объединение сливов приводит к взаимному влиянию давлением и нарушением равномерности охлаждения отдельных узлов оборудования. Следует разорвать сливы и направить струи воды в прямоугольную воронку для дальнейшей подачи в бак.
Не допускайте попадания воды внутрь прибора. Помните, что выпрямленное напряжение внутри прибора достигает 550В, при достаточно большой силе тока, и является смертельным для человека.
При проливе воды внутрь прибора, тщательно продуйте все узлы и просушите прибор как минимум в течение суток.
Качество воды
Ведущие мировые производители индукционных нагревателей рекомендуют использовать для охлаждения приборов дистиллированную или обессоленную воду. Например, воду, подготовленную по технологии обратного осмоса. Помните, что использование плохой, воды с солями приводит к нарушению правильной работы прибора. Обслуживающий персонал может получить поражение электрическим током через воду, т.к. вода с солями обладает значительной электропроводностью. Использование плохой воды приводит к отложению осадков и образованию накипи. Думаю, даже излишне объяснять к каким плачевным последствиям это может привести.
Максимальная температура воды
Во избежание перегрева оборудования не допускайте повышения температуры охлаждающей воды выше 40ºС. При необходимости, установите в магистраль подачи воды медный радиатор с вентилятором или пластинчатый теплообменник для охлаждения проточной технической водой.
Воздействие отрицательных температур
Берегите прибор от разморозки. Для хранения или транспортировки прибора при температуре ниже нуля градусов, следует тщательно продуть все водяные магистрали во избежание разрыва медных трубок и радиаторов JGBT модулей от распирания льдом.
4. Особенности энергоснабжения индукционных нагревателей
К работе с индукционными нагревателями допускаются специалисты, прошедшие подготовку к работе на оборудовании данного типа. Подключение/отключение к промышленной сети 380В производится только электриками с соответствующей категорией допуска.
Во избежание поражения электрическим током, запрещается снимать кожух прибора находящегося под напряжением и включать прибор со снятым кожухом.
Ремонтом индукционного оборудования должны заниматься специализированные организации, имеющие права на гарантийное и послегарантийное обслуживание.
Современные индукционные нагреватели работоспособны при напряжении в сети в диапазоне 340-420 В. В сельской местности и не только возможно чрезмерное повышение напряжения в вечернее время, что приводит к срабатыванию защиты прибора. При включении прибора, напряжение в сети уменьшается и гаснет индикатор превышения напряжения в сети.
При несимметричном распределении нагрузки в сети 380 В, возможно уменьшение напряжения одной из фаз. Прибор может диагностировать это понижение, как исчезновение одной фазы и отключиться.
Обязательно заземлите корпус прибора с помощью провода необходимого сечения, указанного в Руководстве пользователя.
5. Общие меры безопасности при работе на индукционных нагревателях
Внимание!!! К работе на индукционных нагревателях не допускаются люди с имплантированными кардиостимуляторами, из-за возможного нарушения их нормальной работы в результате воздействия мощными электромагнитными полями.
К индукционным катушкам мощных кузнечных нагревателей нельзя приближаться с металлическими предметами в карманах, они могут нагреться и вызвать ожоги.
Мощные электромагнитные поля, излучаемые индукторами, могут являться источником электрических наводок в соседних металлоконструкциях. Во избежание поражения электрическим током все рамы, транспортеры и подставки должны быть надежно заземлены.
Мощное электромагнитное поле способно сдвигать нагреваемые детали в автоматических индукционных кузнечных нагревателях, что может привести к заклиниванию деталей и повреждению футеровки индуктора.
Мощное электромагнитное поле является одним из факторов вызывающим предрасположенность к онкологическим заболеваниям человека. По возможности сократите время пребывания в непосредственной близости с источником электромагнитного поля. Таким источником в первую очередь являются индукционные катушки мощных плавильных печей и индукционных кузнечных нагревателей.
Считается, что воздействие электромагнитного поля связано с частотой излучения и его мощностью. Чем выше мощность и частота, тем опаснее излучение.
Полагаю, что термистам и плавильщикам, работающим на ТВЧ установках, иногда стоит менять свою профессию.
6. Своевременная очистка от пыли – защита от электрических пробоев
Современные индукционные нагреватели охлаждаются не только водой. Часть греющихся узлов охлаждается с помощь потока воздуха, создаваемым вентилятором – куллером. В воздухе цехов, как правило, находится много пыли. Именно она затягивается вентилятором внутрь корпуса прибора и оседает на стенках, на сильноточных и слаботочных электронных компонентах.
Техническая пыль электропроводна, особенно на высоких частотах генерации индукционных нагревателей. Если периодически примерно раз в 2-3 месяца не очищать индукционный нагреватель и высокочастотный трансформатор от пыли, можно гарантировать электрический пробой по пыли через 2-3 года его работы.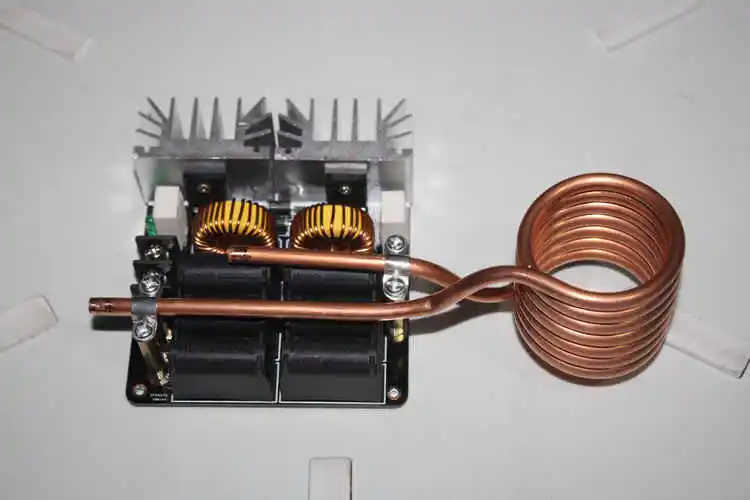
Электрический пробой начинается по пыли на высоковольтной части прибора, мгновенно происходит ионизация воздуха, он становится электропроводным. В приборе образуется шар высокотемпературной плазмы, сжигающий не только электронные компоненты, но и медные шины в палец толщиной. Прожигается корпус, взрываются конденсаторы. В результате подобного пробоя требуется ремонт по стоимости соизмеримый со стоимостью самого прибора.
Внимание!!! Периодическая очистка от пыли – единственный способ поддержания многолетней работоспособности индукционного оборудования.
Удаление пыли, совсем не сложная операция. Пыль следует удалять с помощью мягкой щетки пылесоса, а в труднодоступных местах, например с обмоток ВЧ трансформатора, с помощью продувки сухим сжатым воздухом. Есть очень хороший способ полностью избавиться от пыли, скапливающейся внутри индукционного нагревателя. Особенно он важен, когда используется индукционный нагреватель большой мощности и соответственно дорогой. Мощные элитные нагреватели имеют встроенные системы водяного охлаждения воздуха в шкафу. Они состоят из радиатора, по которому циркулирует вода из системы водяного охлаждения и вентилятора, который обеспечивает циркуляцию охлажденного воздуха через радиатор и пространство шкафа с электронными компонентами. Напротив сильно греющихся конденсаторов устанавливают дополнительные вентиляторы — кулеры. См. фото.
Мощные элитные нагреватели имеют встроенные системы водяного охлаждения воздуха в шкафу. Они состоят из радиатора, по которому циркулирует вода из системы водяного охлаждения и вентилятора, который обеспечивает циркуляцию охлажденного воздуха через радиатор и пространство шкафа с электронными компонентами. Напротив сильно греющихся конденсаторов устанавливают дополнительные вентиляторы — кулеры. См. фото.
Конечно, выводы каждый сделает сам:
Кто-то предпочтет недорогое индукционное оборудование и будет за ним периодически ухаживать. А кто-то купит надежное и дорогое оборудование. Дополнительные затраты сторицей окупятся многолетней эксплуатацией без разорительных ремонтов и дополнительных затрат на обслуживание.
Обращайтесь в компанию «Мосиндуктор», у нас есть оборудование на любой вкус и кошелек.
Автор статьи директор компании «Мосиндуктор»
(С) 2011 Кучеров Вячеслав Васильевич
Авторские права защищены.
Гарантируется судебное преследование
за размещение статьи на любом сайте
кроме www.mosinductor.ru
Индукционный нагреватель своими руками – схема, устройство, видео
Идея нагревать металл вихревыми токами Фуко, возбуждаемыми электромагнитным полем катушки, отнюдь не нова. Она давно и успешно эксплуатируется в промышленных плавильных печах, кузнечных мастерских, бытовых нагревательных приборах – плитах и электрокотлах. Последние довольно дороги, так что домашние умельцы не оставляют попыток сделать индукционный нагреватель воды своими руками. Наша задача – рассмотреть работоспособные варианты самодельных устройств и разобраться, можно ли применять их для отопления дома.
О принципе индуктивного нагрева
Для начала разъясним, как функционируют электрические индукционные нагреватели. Переменный ток, проходя по виткам катушки, образует вокруг нее электромагнитное поле. Если поместить внутрь обмотки сердечник из магнитящегося металла, то он станет нагреваться вихревыми токами, возникающими под воздействием поля. Вот и весь принцип.
Если поместить внутрь обмотки сердечник из магнитящегося металла, то он станет нагреваться вихревыми токами, возникающими под воздействием поля. Вот и весь принцип.
Важное условие. Чтобы металлический сердечник нагревался, катушка должна питаться переменным током, меняющим знак и вектор поля с высокой частотой. При подаче на обмотку постоянного тока вы получите обыкновенный электромагнит.
Сам нагревательный элемент носит название индуктора и является главной частью установки. В отопительных котлах он представляет собой стальную трубу с протекающим внутри теплоносителем, а в кухонных плитах – плоскую катушку, максимально приближенную к варочной панели, как изображено далее на фото.
Катушка-индуктор нагревает железную трубу, которая передает тепло протекающей водеВторая часть индукционного нагревателя — схема, повышающая частоту тока. Дело в том, что напряжение с промышленной частотой 50 Гц малопригодно для работы подобных устройств. Если присоединить индуктор к сети напрямую, то он начнет сильно гудеть и слабо прогревать сердечник, причем вместе с обмотками. Чтобы эффективно преобразовывать электричество в теплоту и полностью передавать ее металлу, частоту нужно повысить минимум до 10 кГц, чем и занимается электросхема.
Чтобы эффективно преобразовывать электричество в теплоту и полностью передавать ее металлу, частоту нужно повысить минимум до 10 кГц, чем и занимается электросхема.
В чем заключаются реальные преимущества индукционных котлов перед ТЭНовыми и электродными:
- Деталь, нагревающая воду, — это простой кусок трубы, не участвующий в электрохимических процессах (как в электродных теплогенераторах). Поэтому срок службы индуктора ограничивается только работоспособностью катушки и может достигать 10—20 лет.
- По той же причине элемент одинаково хорошо «дружит» со всеми видами теплоносителей – водой, антифризом и даже машинным маслом, разницы нет.
- Внутренности индуктора не покрываются накипью в процессе эксплуатации.
Примечание. С индукционными котлами связано множество мифов. Например, продавцы утверждают, что они экономичнее других электрических обогревателей на 10—20%, хотя в действительности КПД всех электрокотлов равен 98%.
Список преимуществ ограничивается тремя вышеперечисленными пунктами, остальное – реклама.
 Список преимуществ ограничивается тремя вышеперечисленными пунктами, остальное – реклама.
Список преимуществ ограничивается тремя вышеперечисленными пунктами, остальное – реклама.Варианты самодельных устройств
На просторах интернета размещено достаточное количество разнообразных конструкций, создаваемых для различных целей. Взять индукционный малогабаритный нагреватель, сделанный из компьютерного блока питания 250—500 Вт. Модель, показанная на фото, пригодится мастеру в гараже или автосервисе для плавки стержней из алюминия, меди и латуни.
Но для отопления помещений конструкция не подойдет по причине малой мощности. В интернете есть два реальных варианта, чьи испытания и работа засняты на видео:
- водонагреватель из полипропиленовой трубы с питанием от сварочного инвертора либо индукционной кухонной панели;
- стальной котел с нагревом от той же варочной панели.
Справка. Существуют и другие, полностью самодельные конструкции, где преобразователи частоты умельцы собирают с нуля. Но для этого нужны знания и навыки в области радиотехники, поэтому рассматривать их мы не будем, а просто приведем пример такой схемы.

Теперь давайте подробнее разберем, как делаются индукционные нагреватели своими руками, а главное, — как они потом функционируют.
Изготавливаем нагревательный элемент из трубы
Если вы плотно занимались поиском информации по данной теме, то наверняка столкнулись с этой конструкцией, поскольку мастер выложил ее сборку на популярном видеоресурсе YouTube. После чего многие сайты разместили текстовые версии изготовления этого индуктора в виде пошаговых инструкций. Вкратце нагреватель делается так:
- Внутрь трубы из полипропилена диаметром 40 мм и длиной 50 см наталкиваются металлические ершики для мытья посуды (можно рубленую проволоку — катанку). Они должны притягиваться магнитом.
- К трубе припаиваются отводы с резьбами для подключения к отопительной сети.
- Снаружи вдоль корпуса приклеиваются 4—5 стержней из текстолита. На них наматывается провод сечением 1.7—2 мм² со стеклоизоляцией, применяющийся в сварочных трансформаторах.
- Варочная панель разбирается и «родной» индуктор плоской формы демонтируется. Вместо него подключается самодельный нагреватель из трубы.
Важный нюанс. Длину и сечение провода для намотки катушки следует определять по штатному индуктору печки, чтобы она соответствовала мощности полевых транзисторов в электросхеме. Если взять больше провода, то упадет мощность нагрева, меньше – перегреются и выйдут из строя транзисторы. Как это выглядит визуально, смотрите на видео:
Как нетрудно догадаться, роль нагревательного элемента здесь играют металлические ершики, находящиеся в переменном магнитном поле катушки. Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.
Поскольку мощность большинства индукционных плит лежит в пределах 2—2. 5 кВт, то с помощью теплогенератора можно обогреть помещения общей площадью не более 25 м². Есть способ увеличить нагрев, подключив индуктор к сварочному аппарату, но здесь есть свои сложности:
5 кВт, то с помощью теплогенератора можно обогреть помещения общей площадью не более 25 м². Есть способ увеличить нагрев, подключив индуктор к сварочному аппарату, но здесь есть свои сложности:
- Инвертор выдает постоянный ток, а нужен переменный. Для подсоединения индукционного нагревателя аппарат придется разобрать и найти на схеме точки, где напряжение еще не выпрямлено.
- Нужно взять провод большего сечения и подобрать число витков путем расчета. Как вариант, медную проволоку Ø1.5 мм в эмалевой изоляции.
- Понадобится организовать охлаждение элемента.
Проверку работоспособности индуктивного водонагревателя автор демонстрирует в своем видео, представленном ниже. Испытания показали, что агрегат требует доработки, но конечный результат, к сожалению, неизвестен. Похоже, что умелец оставил проект незавершенным.
Как собрать индукционный котел
В этом случае дешевую китайскую плиту разбирать не нужно. Суть в том, чтобы сварить по ее размерам котловой бак, руководствуясь пошаговой инструкцией:
Суть в том, чтобы сварить по ее размерам котловой бак, руководствуясь пошаговой инструкцией:
- Возьмите стальную профильную трубу 20 х 40 мм с толщиной стенки 2 мм и нарежьте из нее заготовок по ширине панели.
- Сварите трубки между собой по длине, стыкуя меньшими сторонами.
- Сверху и снизу к торцам герметично приварите железные крышки. Сделайте в них отверстия и поставьте патрубки с резьбами.
- К одной из сторон прикрепите сваркой 2 уголка, чтобы они образовали полку для индукционной печки.
- Покрасьте агрегат термостойкой эмалью из баллончика. Подробнее процесс сборки показан в видеоролике.
Окончательная сборка и запуск заключается в монтаже котла на стену и его врезке в систему отопления. Варочная панель вставляется в гнездо из уголков на задней стенке бака и подключается к электросети.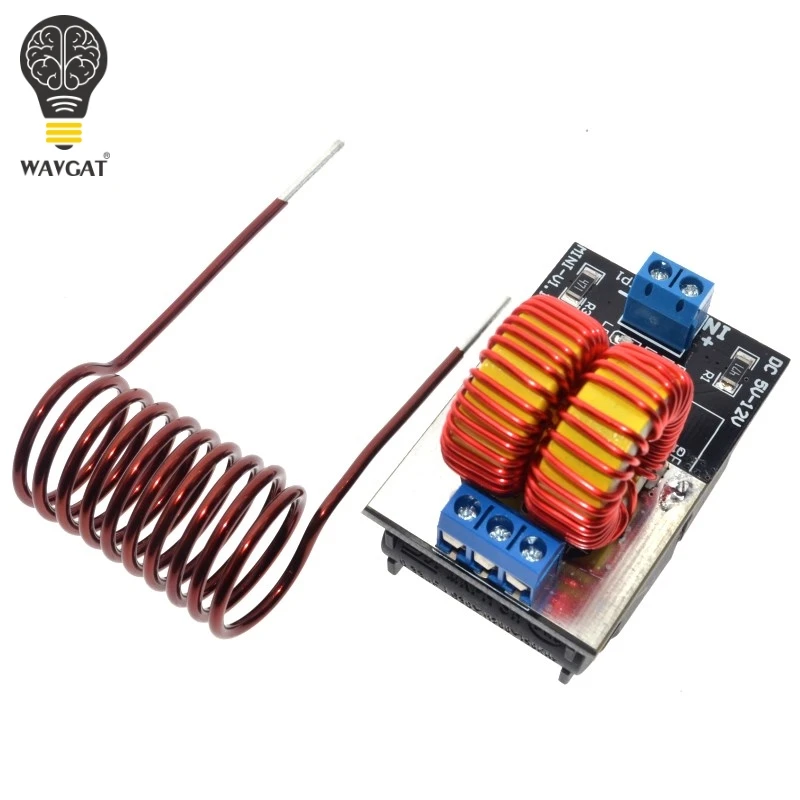 Остается заполнить систему теплоносителем, стравить воздух и включить нагрев индуктора.
Остается заполнить систему теплоносителем, стравить воздух и включить нагрев индуктора.
Здесь вас подстерегает та же проблема, что встречалась с предыдущей моделью. Несомненно, индукционный нагрев будет работать, но его мощности 2.5 кВт хватит для обогрева парочки небольших комнат при морозе на улице. Осенью и весной, когда температура не опустилась ниже нуля, самодельный котел сможет отопить площадь 35—40 м². Как его правильно подключить к системе, смотрите в очередном видеосюжете:
Выводы и рекомендации
Мы намеренно представили варианты индукционных водонагревателей несложной конструкции, чтобы каждый желающий мог сделать подобный агрегат своими силами. Но остался вопрос, нужно ли заниматься этим делом и тратить собственное время. На этот счет есть ряд объективных соображений:
На этот счет есть ряд объективных соображений:
- Пользователи, не разбирающиеся в электрике и радиотехнике, вряд ли смогут добиться увеличения мощности нагрева свыше 2.5 кВт. Для этого придется собрать схему преобразователя частоты.
- КПД индуктора ничуть не выше, чем у других электрических котлов. Но собрать нагреватель с ТЭНами гораздо проще.
- Если у вас не завалялась дома индукционная панель, то потребуется ее купить примерно за 80 у. е. Столько стоят дешевые китайские изделия в интернет-магазинах. За те же деньги продаются готовые электродные котлы мощностью до 10 кВт.
- Электроплиты оснащаются автоматикой безопасности, отключающих бытовой прибор спустя 1 или 2 часа работы. Это доставляет неудобство при эксплуатации.
- Если в силу разных причин теплоноситель вытечет из самодельного теплогенератора, то нагрев не прекратится. Это чревато пожаром.
Конечно, вы можете обойтись без дорогих покупок, досконально разобраться в конструкции и смастерить индукционный нагреватель с нуля. Но выполнить все бесплатно не получится, ведь потребуется приобрести комплектующие для схемы. Заметьте, что бонусы от подобного отопительного агрегата невелики, так что всерьез браться за его изготовление с целью обогрева частного дома нецелесообразно.
Но выполнить все бесплатно не получится, ведь потребуется приобрести комплектующие для схемы. Заметьте, что бонусы от подобного отопительного агрегата невелики, так что всерьез браться за его изготовление с целью обогрева частного дома нецелесообразно.
Индукционный нагреватель металла на 12 киловатт – схема инвертора и компоненты
Сейчас мы узнаем как сделать своими руками индукционный нагреватель, который можно использовать для разных проектов или просто для удовольствия. Вы сможете мгновенно плавить сталь, алюминий или медь. Вы можете использовать её для пайки, плавления и ковки металлов. Вы можете использовать самодельный индуктивный нагреватель и для литья.
Мое учебное пособие охватывает теорию, компоненты и сборку некоторых из важнейших компонентов.
Инструкция большая, в ней мы рассмотрим основные шаги, дающие вам представление о том, что входит в такой проект, и о том, как его спроектировать, чтобы ничего не взорвалось.
Для печи я собрал очень точный недорогой криогенный цифровой термометр. Кстати, в тестах с жидким азотом он неплохо себя показал против брендовых термометров.
Кстати, в тестах с жидким азотом он неплохо себя показал против брендовых термометров.
Шаг 1: Компоненты
Основные компоненты высокочастотного индукционного нагревателя для нагрева металла электричеством — инвертор, драйвер, соединительный трансформатор и колебательный контур RLC. Вы увидите схему чуть позже. Начнем с инвертора. Это — электрическое устройство, которое изменяет постоянный ток на переменный. Для мощного модуля он должен работать стабильно. Сверху находится защита, которая используется, чтобы защитить привод логического элемента МОП-транзистора от любого случайного перепада напряжения. Случайные перепады вызывают шум, который приводит к переключению на высокие частоты. Это приводит к перегреву и отказу МОП-транзистора.
Линии с большой силой тока находятся внизу печатной платы. Много слоев меди используются, чтобы позволить им пропускать более 50А тока. Нам не нужен перегрев. Также обратите внимание на большие алюминиевые радиаторы с водяным охлаждением с обеих сторон. Это необходимо, чтобы рассеивать тепло, вырабатываемое МОП-транзисторами.
Это необходимо, чтобы рассеивать тепло, вырабатываемое МОП-транзисторами.
Изначально я использовал вентиляторы, но чтобы справиться с этой мощностью, я установил небольшие водяные насосы, благодаря которым вода циркулирует через алюминиевые теплоотводы. Пока вода чистая, трубки не проводят ток. У меня также установлены тонкие слюдяные пластины под МОП-транзисторами, чтобы гарантировать отсутствие проводимости через стоки.
Шаг 2: Схема инвертора
Это схема для инвертора. Схема на самом деле не такая сложная. Инвертированный и неинвертированный драйвер повышает или понижает напряжение 15В, чтобы настроить переменный сигнал в трансформаторе (GDT). Этот трансформатор изолирует чипы от мосфетов. Диод на выходе мосфета действует для ограничения пиков, а резистор минимизирует колебания.
Конденсатор C1 поглощает любые проявления постоянного тока. В идеале, вам нужны самые быстрые перепады напряжения на цепи, так как они уменьшают нагрев. Резистор замедляет их, что кажется нелогичным. Однако если сигнал не угасает, вы получаете перегрузки и колебания, которые разрушают мосфеты. Больше информации можно получить из схемы демпфера.
Однако если сигнал не угасает, вы получаете перегрузки и колебания, которые разрушают мосфеты. Больше информации можно получить из схемы демпфера.
Диоды D3 и D4 помогают защитить МОП-транзисторы от обратных токов. C1 и C2 обеспечивают незамкнутые линии для проходящего тока во время переключения. T2 — это трансформатор тока, благодаря которому драйвер, о котором мы поговорим далее, получает обратный сигнал от тока на выходе.
Шаг 3: Драйвер
Эта схема действительно большая. Вообще, вы можете прочитать про простой маломощный инвертор. Если вам нужна большая мощность, вам нужен соответствующий драйвер. Этот драйвер будет останавливаться на резонансной частоте самостоятельно. После того, как ваш металл расплавится, он останется заблокированным на правильной частоте без необходимости какой-либо регулировки.
Если вы когда-либо строили простой индукционный нагреватель с чипом PLL, вы, вероятно, помните процесс настройки частоты, чтобы металл нагревался. Вы наблюдали за движением волны на осциллографе и корректировали частоту синхронизации, чтобы поддерживать эту идеальную точку. Больше не придется этого делать.
Больше не придется этого делать.
В этой схеме используется микропроцессор Arduino для отслеживания разности фаз между напряжением инвертора и емкостью конденсатора. Используя эту фазу, он вычисляет правильную частоту с использованием алгоритма «C».
Я проведу вас по цепи:
Сигнал емкости конденсатора находится слева от LM6172. Это высокоскоростной инвертор, который преобразует сигнал в красивую, чистую квадратную волну. Затем этот сигнал изолируется с помощью оптического изолятора FOD3180. Эти изоляторы являются ключевыми!
Далее сигнал поступает в PLL через вход PCAin. Он сравнивается с сигналом на PCBin, который управляет инвертором через VCOout. Ардуино тщательно контролирует тактовую частоту PLL, используя 1024-битный импульсно-модулированный сигнал. Двухступенчатый RC-фильтр преобразует сигнал PWM в простое аналоговое напряжение, которое входит в VCOin.
Как Ардуино знает, что делать? Магия? Догадки? Нет. Он получает информацию о разности фаз PCA и PCB от PC1out. R10 и R11 ограничивают напряжение в пределах 5 напряжений для Ардуино, а двухступенчатый RC-фильтр очищает сигнал от любого шума. Нам нужны сильные и чистые сигналы, потому что мы не хотим платить больше денег за дорогие мосфеты после того, как они взорвутся от шумных входов.
R10 и R11 ограничивают напряжение в пределах 5 напряжений для Ардуино, а двухступенчатый RC-фильтр очищает сигнал от любого шума. Нам нужны сильные и чистые сигналы, потому что мы не хотим платить больше денег за дорогие мосфеты после того, как они взорвутся от шумных входов.
Шаг 4: Передохнём
Это был большой массив информации. Вы можете спросить себя, нужна ли вам такая причудливая схема? Зависит от вас. Если вы хотите автонастройку, тогда ответ будет «да». Если вы хотите настраивать частоту вручную, тогда ответ будет отрицательным. Вы можете создать очень простой драйвер всего лишь с таймером NE555 и использовать осциллограф. Можно немного усовершенствовать его, добавив PLL (петля фаза-ноль)
Тем не менее, давайте продолжим.
Шаг 5: LC-контур
К этой части есть несколько подходов. Если вам нужен мощный нагреватель, вам понадобится конденсаторный массив для управления током и напряжением.
Во-первых, вам нужно определить, какую рабочую частоту вы будете использовать. Более высокие частоты имеют больший скин-эффект (меньшее проникновение) и хороши для небольших объектов. Более низкие частоты лучше для больших объектов и имеют большее проникновение. Более высокие частоты имеют большие потери при переключении, но через бак пройдет меньше тока. Я выбрал частоту около 70 кГц и дошел до 66 кГц.
Более высокие частоты имеют больший скин-эффект (меньшее проникновение) и хороши для небольших объектов. Более низкие частоты лучше для больших объектов и имеют большее проникновение. Более высокие частоты имеют большие потери при переключении, но через бак пройдет меньше тока. Я выбрал частоту около 70 кГц и дошел до 66 кГц.
Мой конденсаторный массив имеет ёмкость 4,4 мкФ и может выдерживать более 300А. Моя катушка около 1мкГн. Также я использую импульсные пленочные конденсаторы. Они представляют собой осевой провод из самовосстанавливающегося металлизированного полипропилена и имеют высокое напряжение, высокий ток и высокую частоту (0.22 мкФ, 3000В). Номер модели 224PPA302KS.
Я использовал две медные шины, в которых просверлил соответствующие отверстия с каждой стороны. Паяльником я припаял конденсаторы к этим отверстиям. Затем я прикрепил медные трубки с каждой стороны для водного охлаждения.
Не берите дешевые конденсаторы. Они будут ломаться, и вы заплатите больше денег, чем если бы вы сразу купили хорошие.
Шаг 6: Сборка трансформатора
Если вы внимательно читали статью, вы зададите вопрос: а как управлять LC-контуром? Я уже рассказывал об инверторе и контуре, не упоминая, как они связаны.
Соединение осуществляется через соединительный трансформатор. Мой от Magnetics, Inc. Номер детали — ZP48613TC. Adams Magnetics также является хорошим выбором при выборе ферритовых тороидов.
Тот, что слева, имеет провод 2мм. Это хорошо, если ваш входной ток ниже 20А. Провод перегреется и сгорит, если ток больше. Для высокой мощности вам нужно купить или сделать литцендрат. Я сделал сам, сплетя 64 нити из проволоки 0.5мм. Такой провод без проблем может выдержать ток 50А.
Инвертор, который я показал вам ранее, принимает высоковольтный постоянный ток и изменяет его на переменные высокие или низкие значения. Эта переменная квадратная волна проходит черезч соединительный трансформатор через переключатели мосфета и конденсаторы связи постоянного тока на инверторе.
Медная трубка из емкостного конденсатора проходит через нее, что делает ее одновитковой вторичной обмоткой трансформатора. Это, в свою очередь, позволяет сбрасываемому напряжению проходить через конденсатор емкости и рабочую катушку (контур LC).
Это, в свою очередь, позволяет сбрасываемому напряжению проходить через конденсатор емкости и рабочую катушку (контур LC).
Шаг 7: Делаем рабочую катушку
Один из вопросов, который мне часто задавали: «Как ты делаешь такую изогнутую катушку?» Ответ — песок. Песок будет препятствовать разрушению трубки во время процесса изгиба.
Возьмите медную трубку от холодильника 9мм и заполните ее чистым песком. Перед тем, как сделать это, закройте один конец какой-нибудь лентой, а также закройте другой после заполнения песком. Вкопайте трубу соответствующего диаметра в землю. Отмерьте длину трубки для вашей катушки и начните медленно наматывать её на трубу. Как только вы сделаете один виток, остальные будет сделать несложно. Продолжайте наматывать трубку, пока не получите количество желаемых витков (обычно 4-6). Второй конец нужно выровнять с первым. Это упростит подключение к конденсатору.
Теперь снимите колпачки и возьмите воздушный компрессор, чтобы выдуть песок. Желательно делать это на улице.
Обратите внимание, что медная трубка также служит для водного охлаждения. Эта вода циркулирует через емкостный конденсатор и через рабочую катушку. Рабочая катушка генерирует много тепла от тока. Даже если вы используете керамическую изоляцию внутри катушки (чтобы удерживать тепло), вы по-прежнему будете иметь чрезвычайно высокие температуры в рабочем пространстве, нагревающие катушку. Я начну работу с большим ведром ледяной воды и через некоторое время она станет горячей. Советую заготовить очень много льда.
Шаг 8: Обзор проекта
Выше представлен обзор проекта на 3 кВт. Он имеет простой PLL-драйвер, инвертор, соединительный трансформатор и бак.
Видео демонстрирует 12кВт индукционный горн в работе. Основное различие заключается в том, что он имеет управляемый микропроцессором драйвер, более крупные МОП-транзисторы и теплоотводы. Блок 3кВт работает от 120В переменного тока; блок 12 кВт использует 240В.
Киловаттный индукционный нагреватель.
Всем привет! Выбрал модель с активным охлаждением для надежности. Во время тестирования пришлось докупить блок питания на киловатт(оставлю информацию и купон), благодаря чему получилось выжать из модуля 900 Вт, купил медную трубку, залез в интернет почитать как можно модифицировать катушку и приуныл. Оказывается нюансов много, генератор изначально настроен под комплектную и даже небольшие изменения конструкции могут стать фатальными. Под катом подробный процесс тестирования и мысли по поводу переделки, может кто подскажет как ее реализовать )
Во время тестирования пришлось докупить блок питания на киловатт(оставлю информацию и купон), благодаря чему получилось выжать из модуля 900 Вт, купил медную трубку, залез в интернет почитать как можно модифицировать катушку и приуныл. Оказывается нюансов много, генератор изначально настроен под комплектную и даже небольшие изменения конструкции могут стать фатальными. Под катом подробный процесс тестирования и мысли по поводу переделки, может кто подскажет как ее реализовать )Характеристики.
Входное напряжение: 12V-48V (рекомендуемый 24 В)
Потребление:
Чем выше напряжение, тем больше ток.
При 12В до 5А
При 15В до 10A
При 48В до 20А
Рабочая частота: 60-80кГц
Размеры: 90 * 150 * 75 мм
Распаковка и внешний вид.
Серый пакет
Плата обернута в пупырчатую пленку, катушка просто рядом в пакете
Вот вся комплектация. Диаметр трубки катушки 6 мм, диаметр катушки 46 мм, 7 витков.

Вход 12-48 Вольт, поверхность платы глянцевая, поэтому фотографировать было не очень удобно.
Выходные клеммы
На вентиляторе закреплена плата для питания этого самого вентилятора
Под ним расположены 6 конденсаторов 0.33 мкф 600В 50 кГц и два транзистора. Маркировкой развернуты вовнутрь, поэтому разглядеть ее не удалось, но обычно используются IRFP260N
С обратной стороны плата чистая, местами можно разглядеть шарики олова.
Собираем модуль и катушку
Функционал.
Форму сигнала снял мультиметром MT8206 при питании 12 Вольт.
Частота «холостого» режима чуть выше 85 кГц
Под нагрузкой упала чуть ниже 80 кГц
Изначально использовал блок питания на 24 Вольта и 20 Ампер.
На небольшой болт при этом выделялось порядка 150Вт или 21 Вольт и 6-8 Ампер
10 мм болт с гайкой на 17 смог разогнать модуль до 250Вт или 21 Вольт, 12 Ампер
Когда впервые увидел подобный нагреватель, вспомнил, что есть модели для сворачивания прикипевших гаек на автомобилях, работающих по тому же принципу — на гайку накидывается катушка, разогревает металл докрасна, после чего шансы сорвать ее с болта увеличиваются
Вот только стоят такие наборы как крыло от самолета, а тут за $30 вроде почти готовый аналог… подумал я и решил посмотреть сколько времени понадобится для нагрева гайки на 17 если задействовать только несколько нижних витков, как это было бы в случае использования во время демонтажа в автомобиле
Начал ждать… 3 с лишним минуты.
 И тут целых две проблемы — нужно долго держать и с такой скоростью нагрева, успевает прогреться не только гайка, но и болт, что нежелательно.
И тут целых две проблемы — нужно долго держать и с такой скоростью нагрева, успевает прогреться не только гайка, но и болт, что нежелательно.Катушка нагрелась до 39 градусов на четверти мощности и частично обдуваемая вентилятором
Как вы уже наверное заметили, ток растет вместе с напряжением и при 20 Вольтах максимум составил 15 Ампер или 300 Ватт. Давно хотел прикупить более мощный БП, чтобы выжать всё из модуля DPS5020, но отдавать $50 за киловатт(еще ведь и не факт) было жалко, но нужно ведь тестирование закончить, а тут еще цену чуть скинули и благодаря купону она опустилась до $39, так что жабу удалось уговорить и был куплен вот этот блок. Купон BG-MP16 до сих пор работает если кому надо.
Кому интересен внешний вид и немного начинки, жмите сюда
С ростом напряжения заметно вырос и ток. На тот же болт с гайкой на 17 уже выделялось порядка 800 Ватт, благодаря более быстрому нагреву гайка нагрелась за пол минуты и видно, что она явно горячее болта.
 Будь болт зажат в какой железяке, контраст был бы еще больше из-за лучшего отвода тепла.
Будь болт зажат в какой железяке, контраст был бы еще больше из-за лучшего отвода тепла.С другого ракурса, чтобы не подумали, что показания были подогнаны с другой нагрузкой )
За 50 секунд раскалился весь металл в рабочей зоне.
Катушка за это время так же заметно нагрелась, пришлось использовать примитивное водяное охлаждение:
— Подсоединил 2 силиконовых трубки
— Один конец опустил в канистру с водой на верхней полке
— Второй в пустую канистру на нижней полке и пустил на самотек
Изначально мне говорили, что при использовании индукционного нагревателя, деталь будет прогреваться в первую очередь изнутри. А я вроде как учил в школе физику и был уверен, что металл не будет себя вести как сосиска в микроволновке и внешний слой нагреется первым. По гифке выше и так видно кто прав, но попробую показать еще нагляднее. С обратной стороны свободно болтается гайка на 19
Невооруженным глазом видно, что внешний слой поглощает основное излучение.

Охлаждение отлично справляется — катушка прохладная, радиаторы мосфетов тоже.
Итоги.
В общем, на этом и остановился. На работе напугали тем, что при подключении даже немного другой катушки, вся конструкция полетит в мусорку сразу после включения. Я ранее дел с такими модулями не имел, поэтому буду благодарен за совет как реализовать нагреватель гаек. Волнуют несколько, возможно глупых вопросов:
1. Можно ли удлинить контакты(проводами с хорошим сечением без изгибов), чтобы не держать на весу довольно массивный корпус с платой? Или нужно будет переносить часть генератора на новую рукоять?
2. Есть ли какой-нибудь калькулятор расчета параметров катушки с учетом данных используемой трубки? Н насколько критичны ошибки в просчете этих данных, если не планируется использовать сабж часами?
3. А может кто-то уже прошел этот путь и есть готовое бюджетное решение?
По традиции нашел скромный купон BGZVS, скидывающий 10% стоимости
В обзорах по п. 18 плюсы и минусы не расписываю, есть тесты — опирайтесь на них, они не предвзяты )
18 плюсы и минусы не расписываю, есть тесты — опирайтесь на них, они не предвзяты )
Как обычно, приветствуется конструктивная критика в комментариях. Всем добра =)
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Простой лабораторный инвертор для индукционного нагрева. Часть 1.
Кухтецкий С.В., [email protected]
В статье подробно описана схема, конструкция и приведены советы по изготовлению лабораторного инвертора, предназначенного для индукционного нагрева и плавки. Инвертор может быть легко интегрирован в существующее оборудование лабораторных установок (трубчатые печи, прогреваемые трубопроводы, нагрев электропроводных тиглей и т.п.). Он может также использоваться автономно для закалки и плавки (в том числе — во взвешенном состоянии) небольших образцов металлов и сплавов (несколько грамм). Мощность инвертора регулируется от 0 до 2 кВт, диапазон рабочих частот – от 60 кГц до 300 кГц, питание – от сети 220В.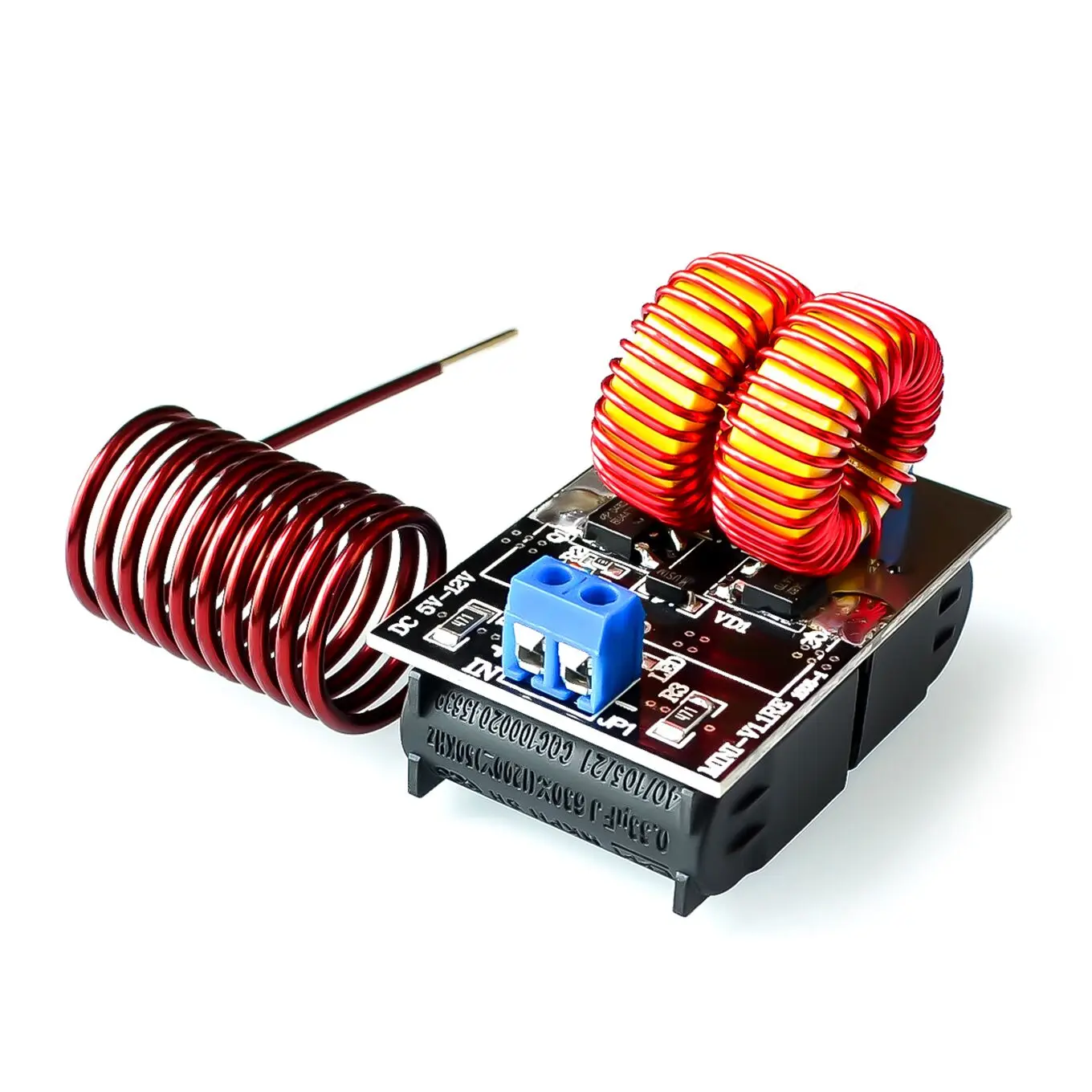
Введение
Инверторами называют устройства, обратные выпрямителям, т.е. — преобразователи постоянного напряжения в переменное. Обычно термин «инвертор» используется более узко: генератор переменного напряжения, используемый в качестве источника питания. Выходное напряжение инвертора может быть как промышленной частоты (50 Гц), так и повышенной (десятки, сотни кГц и выше). Одно из важнейших преимуществ источников питания повышенной частоты это резкое уменьшение массогабаритных параметров трансформаторов. Другой положительный момент связан с тем, что переключающие силовые элементы инверторов работают в ключевом режиме, т.е. основная часть потерь энергии происходит лишь в моменты переключения. Таким образом, современные быстродействующие полупроводниковые ключи позволяют существенно увеличить кпд преобразователей, приближая его для некоторых конструкций к 100%.
Быстрое развитие и удешевление элементной базы силовой электроники привело к тому, что некоторые классы инверторов прочно заняли свои ниши уже даже в быту. Это мощные импульсные блоки питания современных персональных компьютеров, электронные балласты для люминесцентных ламп, сварочные инверторы и бытовые индукционные электроплитки. Доступность и умеренная цена транзисторных инверторов также могли бы способствовать более широкому их внедрению и в практику физико-химического эксперимента. Вот далеко не полный список возможных приложений инверторов в экспериментальной лаборатории.
Это мощные импульсные блоки питания современных персональных компьютеров, электронные балласты для люминесцентных ламп, сварочные инверторы и бытовые индукционные электроплитки. Доступность и умеренная цена транзисторных инверторов также могли бы способствовать более широкому их внедрению и в практику физико-химического эксперимента. Вот далеко не полный список возможных приложений инверторов в экспериментальной лаборатории.
- 1. Источники питания для печей с низкоомными трубчатыми нагревателями.
2. Источники питания дуговых разрядов (плазмохимические реакторы с дуговым разрядом, электродуговая плавка).
3. Источники питания высоковольтных неравновесных разрядов (импульсные разряды, высокочастотные коронные и дуговые разряды, барьерные разряды (озонаторы)).
4. Индукционный нагрев (индукционные печи, закалка, плавка).
К сожалению, приобрести за разумную цену универсальный инвертор мощностью несколько киловатт с регулируемой частотой преобразования до двух-трех сотен килогерц – задача практически неразрешимая. Таких просто нет в продаже по вполне понятным причинам. Во-первых, очень непроста разработка такого универсального инвертора, пригодного к серийному производству. Во-вторых, у таких унифицированных инверторов нет непосредственного применения в быту. Поэтому производителям бытовой техники проще и дешевле использовать специализированные решения для каждого класса задач (сварка, электропитание, балласты и т.д.).
Таких просто нет в продаже по вполне понятным причинам. Во-первых, очень непроста разработка такого универсального инвертора, пригодного к серийному производству. Во-вторых, у таких унифицированных инверторов нет непосредственного применения в быту. Поэтому производителям бытовой техники проще и дешевле использовать специализированные решения для каждого класса задач (сварка, электропитание, балласты и т.д.).
С другой стороны, для исследовательской лаборатории универсальность и гибкость оборудования – обычно один из самых важнейших критериев, часто перевешивающий остальные. Это несколько смещает акценты в сторону универсальных решений. Конечно, в ряде случаев можно попытаться приспособить некоторые бытовые решения для исследовательских задач. Например, можно приобрести и модифицировать готовый сварочный инвертор для питания низковольтной дуги. Это может оказаться дешевле, чем изготавливать инвертор в непрофильной лаборатории. Или можно переоборудовать компьютерный блок питания для получения среднечастотного инвертора на пару сотен ватт. Но грамотное выполнение таких задач потребует от экспериментатора квалификации не меньше, чем изготовление собственного инвертора, а гибкость и универсальность полученного решения будет весьма невелика.
Но грамотное выполнение таких задач потребует от экспериментатора квалификации не меньше, чем изготовление собственного инвертора, а гибкость и универсальность полученного решения будет весьма невелика.
Приведем еще несколько соображений, почему изготовление самодельного лабораторного инвертора может оказаться неплохим решением.
- 1. Во-первых, «нагрузка» на лабораторный инвертор обычно существенно меньше, чем на бытовые или промышленные образцы. Поэтому лабораторный инвертор может представлять собой скорее макет (прототип), чем промышленный образец, готовый к серийному производству.
2. Во-вторых, в условиях обычной исследовательской экспериментальной лаборатории нет таких жестких требований к надежности и экономичности устройства, как в промышленности или в быту. Это существенно «облегчает обвязку», связанную с автоматическим контролем функционирования устройства, защитой от внештатных ситуаций и перегрузок. Этот фактор становится еще более весомым, если учесть, что работа с этим оборудованием будет вестись достаточно квалифицированным персоналом.
3. В-третьих, поскольку речь не идет о серийном выпуске отработанного прототипа, то силовые комплектующие можно взять с большим избыточным «запасом прочности». Одновременно можно упростить и схемотехнические решения, повышающие надежность устройства.
4. Ну и, наконец, универсальный лабораторный инвертор может (как «конструктор») представлять собой набор отдельных модулей, часть из которых может быть выполнена в виде макетов с навесным монтажом, упрощающих их модификацию, анализ и ремонт. Модернизация и развитие этих модулей («обвязка» защитными и диагностическими цепями, автоматизация защиты и контроля) в условиях ограниченного бюджета может проводиться постепенно, лишь по мере необходимости.

С учетом этих соображений в лаборатории плазмохимии ИХХТ СО РАН был разработан и изготовлен прототип лабораторного инвертора, описанию которого посвящена данная статья. Инвертор может работать в диапазоне частот 60-300 кГц, мощность (для полумоста) – до 2 кВт. Все модули и основные технические детали рассмотрены с детализацией, достаточной для воспроизводства устройства любым квалифицированным экспериментатором, не имеющим специальной подготовки в области силовой электроники. В конце статьи приводятся примеры практического использования макета для нагрева и плавки.
В конце статьи приводятся примеры практического использования макета для нагрева и плавки.
Принцип работы полумостового инвертора
Различные варианты инверторов подробно описаны литературе [1, 2]. В данной статье речь пойдет о так называемом двухтактном «полумостовом» инверторе. Блок-схема полумостового инвертора представлена на рис.1.
Рис.1. Блок-схема полумостового инвертора.
Принцип его работы очень прост. Сетевое напряжение выпрямляется и подается на конденсатор C, к которому подключен силовой модуль. Силовой модуль содержит два полупроводниковых ключа (K1 и K2) и конденсаторный делитель (C1 и C2). Нагрузка подключается к общим точкам ключей и конденсаторов делителя. При помощи модуля управления ключи K1 и K2 включаются/выключаются попеременно с заданной частотой, подключая связанный с ними конец нагрузки то к верхней (по схеме), то к нижней шине питания. В результате на нагрузке получается переменное напряжение с амплитудой, равной половине напряжения питания.
Работа такого идеального инвертора, состоящего из идеальных ключей, действительно выглядит довольно просто. Проблемы начинаются тогда, когда мы приступаем к изготовлению реального инвертора из реальных компонентов. Эти проблемы приводят не только к усложнению схемотехнических решений, но и формируют вполне определенные требования к типу используемых компонентов, качеству монтажа, правилам компоновки, запуска и отладки. Без учета большинства этих требований сделать работоспособный инвертор не удается. Дорогие силовые транзисторы будут сгорать либо сразу при включении питания, либо в первые секунды работы.
Рассмотрим вкратце некоторые из этих требований. Более подробно они будут обсуждаться при описании конкретных модулей.
Первое требование — к модулю управления. Оно заключается в том, что работа ключей K1 и K2 должна быть согласованной, т.е. они должны открываться/закрываться попеременно и никогда не должны быть полностью открыты одновременно. Это необходимо для устранения так называемых «сквозных токов», текущих через оба открытых ключа, минуя нагрузку. Обычно это приводит к разрушению ключей. Кроме этого, поскольку реальные ключи имеют конечное (ненулевое) время открытия/закрытия, то открывающие сигналы модуля управления должны подаваться с некоторой задержкой после сигнала закрытия другого ключа. Эти задержки называются «мертвым временем» (dead-time) и должны быть предусмотрены в любом варианте модуля управления.
Другая проблема связана с тем, что все реальные элементы и соединения имеют конечную индуктивность. Поэтому даже при работе на чисто активную нагрузку при закрытии ключей возникают «выбросы» напряжения. Естественно, эти эффекты существенно возрастают при работе на индуктивную нагрузку, которая и нужна для данной задачи. Для решения этой проблемы обычно используют так называемые «возвратные диоды», включенные параллельно ключам. Кроме этого, необходимо выбирать ключи с некоторым запасом по рабочему напряжению (как минимум, вольт на 200).
Еще одна группа проблем связана с паразитными индуктивностями монтажа. Дело в том, что при очень быстром коммутировании больших токов заметные «наводки» появляются даже на очень небольших индуктивностях. С первого взгляда – просто «на пустом месте». Для того, чтобы «почувствовать» эти эффекты, сделаем простую оценку. Пусть мы коммутируем ток ΔJ ~ 10A за время Δt ~ 10нс (10-8 с). Напряжение U, возникающее на индуктивности L, можно оценить как U ~ L ΔJ/Δt. Индуктивность одного дюйма (2.54 см (!)) провода диаметром 1 мм порядка 10 нГн (10-8 Гн). В результате получаем наводку на этом дюйме провода U ~ 10-8*10/10-8 = 10 В (!). Это напряжение сравнимо с напряжением питания микросхем драйверов для управления ключами! Такая наводка вполне может открыть ключ в самый неподходящий момент (например, когда уже открыт второй ключ) со всеми вытекающими печальными последствиями. Поэтому правильная компоновка и монтаж играют особую роль в быстродействующей силовой электронике.
Единого рецепта здесь нет, но нужно придерживаться нескольких простых правил, уменьшающих паразитные индуктивности (либо эффекты от их наличия). Суть этих правил в следующем.
- 1. Силовые проводники, по которым текут коммутируемые токи, нужно делать как можно короче, прямее и толще. Стараться избегать петель таких проводников.
2. По-возможности, необходимо разделять силовые и управляющие цепи, а сами силовые элементы располагать как можно ближе друг к другу.
3. При разводке земляных цепей придерживаться правила «одной точки». Всегда нужно помнить о том, что на любом проводнике, по которому течет большой ток, есть разность потенциалов, которая сопоставима с уровнем управляющих сигналов. Поэтому не стоит, например, заземлять различные элементы управляющих цепей в разных точках земляной шины, по которой течет большой импульсный ток. Это чревато непредсказуемой работой управляющего модуля.
На самом деле все не так уж страшно. Более того, многие разработчики указывают правила монтажа для критических узлов в документации к ним. Главное – не делать грубых ошибок. Тогда можно изготовить, пусть не идеальный, но вполне работающий прибор.
Предупреждение об опасности
Цепи выпрямителя и силового модуля находятся под высоким напряжением без гальванической развязки от питающей сети. Поэтому при работе с инвертором нужно соблюдать предельную осторожность. ВСЕ МАНИПУЛЯЦИИ с этими модулями можно проводить ТОЛЬКО ПОСЛЕ ВЫКЛЮЧЕНИЯ ПИТАНИЯ И ПОЛНОГО ОТКЛЮЧЕНИЯ ПРИБОРА ОТ СЕТИ!
Описание макета лабораторного инвертора
Перейдем теперь к описанию отдельных узлов лабораторного инвертора. Начнем с выпрямителя.
Выпрямитель
В данной реализации инвертора это самый простой, но и самый громоздкий узел. Он содержит большой и тяжелый ЛАТР (лабораторный автотрансформатор) для регулирования выходного напряжения выпрямителя и один громоздкий низкочастотный развязывающий трансформатор. Выбор такого решения обусловлен следующими причинами.
- 1. На стадии первоначального знакомства с силовой электроникой и отладки желательно иметь возможность плавно регулировать постоянное напряжение, подаваемое на ключи. Самый простой способ, доступный практически в любой экспериментальной лаборатории – это ЛАТР.
2. Если взять за правило начинать и заканчивать работу инвертора при «нулевом» положении ЛАТРа, то можно избежать необходимости создания специальных цепей для первоначальной зарядки больших электролитических конденсаторов фильтра.
3. ЛАТР обладает большой индуктивностью, поэтому на первых порах можно убрать высокочастотные фильтры по цепи питания.
4. На стадии знакомства с силовой электроникой возникает много вопросов, ответы на которые проще найти экспериментально, путем осциллографирования сигналов в различных точках схемы. Поскольку силовые узлы инвертора не имеют гальванической развязки с питающей сетью, то на первых порах ее лучше сделать. Хотя бы для процесса отладки, при работе на малых мощностях. Самый эффективный способ – запитать весь инвертор через развязывающий трансформатор подходящей мощности. Естественно, коэффициент трансформации его должен быть близок к единице. Такая развязка желательна также и для дополнительной безопасности самого экспериментатора при отладке инвертора.
С учетом этих соображений первый вариант регулируемого выпрямителя для лабораторного инвертора получается простым. Его схема представлена на рис.2. Выпрямитель не содержит каких-нибудь дефицитных деталей и узлов, надежен и весьма удобен в работе.
Рис.2. Схема выпрямителя.
Рассмотрим некоторые детали реализации выпрямителя. В качестве выключателя и предохранителей можно взять обычный бытовой сдвоенный автомат на 10-16 ампер. Подходящий 8-амперный ЛАТР можно найти в любой экспериментальной лаборатории «со стажем». При отсутствии ЛАТРа на стадии отладки (при работе на малых мощностях – 200-300 Вт) можно использовать электронный аналог ЛАТРа на биполярных транзисторах (см., например, [3]). При больших мощностях придется делать импульсный регулятор, естественно, со всеми вытекающими последствиями. Поэтому на начальных стадиях лучше все-таки приобрести ЛАТР, хотя стоят они сейчас недешево. Как, впрочем, и другие низкочастотные трансформаторы. Это, кстати, еще один аргумент в пользу перевода лабораторного хозяйства на импульсные преобразователи.
Развязывающий трансформатор TR можно заказать отдельно или же сделать из старого ЛАТРа подходящей мощности. В последнем случае, если использовать уже существующую обмотку ЛАТРа в качестве первичной, нужно обратить особое внимание на межвитковую изоляцию. Желательно хорошенько очистить обмотку от угольной пыли и залить лаком дорожку, где изоляция обмотки снята. В качестве развязывающего трансформатора можно также взять пару силовых (или небольших сварочных) трансформаторов, подходящей мощности и включить их встречно. Например, у трансформаторов 220 на 36 вольт соединить 36-вольтовые обмотки, и использовать 220-вольтовые обмотки как обмотки развязывающего трансформатора. После отладки инвертора развязывающий трансформатор желательно убрать (особенно, если он маломощный).
Диодный мост VD1 лучше выбрать с запасом, ампер на 20-30 и рабочим напряжением 1000 В. Например, KBPC3510, KBU25M и т.п.. Их лучше установить на небольшую металлическую пластину в качестве радиатора, хотя при мощности инвертора 1-2 кВт они практически не греются.
Кнопка S3 и резистор R2 предназначены для разряда конденсатора C1 в случае аварии. Например, при выгорании силовых ключей, на этом конденсаторе может остаться высокое напряжение опасное для жизни. В начале работы с силовой электроникой вероятности аварий достаточно велики, поэтому желательно предусмотреть такой разрядник.
Сам конденсатор C1 – электролитический, с рабочим напряжением не менее 400 В. Он может быть составным. В случае последовательного соединения конденсаторов обязательно нужно поставить выравнивающие резисторы на 150-200 кОм, подключенные параллельно каждому конденсатору. Конденсатор C2 – пленочный, с рабочим напряжением не менее 400 В.
И, наконец, 10-амперный измеритель переменного тока на входе инвертора и вольтметр постоянного напряжения на выходе выпрямителя предназначены для контроля полного тока, потребляемого инвертором из сети, и напряжения, подаваемого на полумост силового модуля. Этот контроль особенно актуален при ручной регулировке мощности инвертора. В качестве вольтметра очень удобно использовать недорогой китайский цифровой мультиметр. К сожалению, такие мультиметры не рассчитаны на длительное измерение больших токов (например, 10-амперный режим – не дольше 10 сек с перерывами 15 мин), поэтому в качестве амперметра проще использовать обычный стрелочный амперметр переменного тока.
Никаких особых требований к компоновке выпрямителя нет. Поскольку по цепям выпрямителя текут довольно большие токи (до 10 А в данном инверторе), то монтаж необходимо выполнять короткими и толстыми проводами сечением не менее 1.5 – 2 мм2. Общий вид одного из вариантов выпрямителя представлен на рис.3 (без развязывающего трансформатора).
Рис.3. Общий вид выпрямителя.
Конечно же, в перспективе желательно заменить такой регулятор с громоздким ЛАТРом на подходящий импульсный регулятор. Во-первых, он гораздо компактнее и, во-вторых, он мог бы обеспечить некоторый запас по мощности (до 6-10 кВт). Однако в данном проекте главная цель – получить реально работающий инвертор для физико-химических экспериментов максимально простым способом. Поэтому остановимся на этом варианте, а импульсный регулятор оставим на будущее.
Перейдем теперь к модулю управления.
Модуль управления
Естественно, схемотехника модуля управления определяется тем, какими ключами он будет управлять. В данном инверторе в качестве ключей используются мощные полевые транзисторы с изолированным затвором, известные под аббревиатурой MOSFET (Metal Oxide Semiconductor Field Effect Transistor) или по-русски — полевые МОП-транзисторы (Метал-Оксид-Полупроводник). Популярно о таких транзисторах можно почитать, например, в [1]. Однако, для данного раздела достаточно просто представлять MOSFET как некий электронный выключатель, который управляется напряжением на затворе (относительно истока). В открытом состоянии сопротивление между истоком и стоком мало (в зависимости от типа транзистора — от нескольких Ом до сотых долей Ома), а в закрытом – велико (десятки МОм и выше). Для большинства транзисторов напряжение на затворе может изменяться в пределах от -20 до + 20 Вольт. Если напряжение на затворе выше порогового (порог обычно от +2 до +4 В) транзистор открывается, если ниже – закрывается.
Таким образом, для управления ключами мы должны подавать на затворы транзистора положительные импульсы с напряжением 12-18 В. Это должны быть две последовательности импульсов, передаваемые по двум отдельным управляющим шинам, сдвинутые по времени относительно друг друга (рис.4). Как уже отмечалось выше, для устранения сквозных токов должны быть предусмотрены паузы (dead-time).
Рис.4. Диаграммы управляющих импульсов.
Существует множество вариантов таких генераторов управляющих импульсов. В данном проекте применено одно из простейших решений на основе распространенной и недорогой микросхемы IR2153. Эта микросхема представляет собой законченный автоколебательный драйвер полумоста для электронных балластов люминесцентных ламп. Драйвер имеет фиксированную длительность dead-time (1.2 мкс). Максимальное время нарастания и спада импульсов 150 и 100 нс, соответственно. Поэтому максимальная частота управляющих импульсов ограничена значением 300-350 кГц.
К сожалению, мощность выходных каскадов этого драйвера (Io+- = 200 мА/400 мА) не позволяет его использовать непосредственно в качестве драйвера затворов полевых транзисторов нашего инвертора. Причина в том, что затворы мощных MOSFET-ов имеют довольно большую емкость (доходящую до нескольких тысяч пикофарад), т.е. драйверы вынуждены работать на большую емкостную нагрузку. Поэтому драйверы должны выдавать большие токи. Иначе время переключения (и, следовательно, тепловые потери) транзисторов будут велики. Оценим эти токи.
В данном проекте в качестве ключей используются транзисторы IXFh40N50. Производитель декларирует суммарную емкость затвор-исток и затвор-сток Ciss = 5200-5700 пФ. Однако, в действительности реальная (эффективная) емкость затвора гораздо больше. Здесь для оценки нужно брать полный заряд, который необходимо передать затвору для того, чтобы транзистор полностью открылся. Обычно эта величина тоже приводится в datasheet. Для IXFh40N50 Qg(on) ~ 200-300 нКл. Таким образом, для напряжения затвор-исток 10 В получаем Cэфф ~ 20-30 нФ. Это в 4-6 раз больше, чем Ciss! Для того, чтобы время включения транзистора было порядка 100 нс, драйвер должен заряжать емкость затвора током порядка (2-3)*10-7 Кл / 10-7 сек ~ 2-3 A. Такой ток драйвер IR2153 выдать не может. Поэтому в данном проекте IR2153 используется только как задающий генератор, сигналы которого затем будут усиливаться. Схема генератора представлена на рис.5.
Рис.5. Генератор управляющих импульсов на IR2153.
С выводов 5 (LO) и 7 (HO) мы получим сигналы, точно совпадающие с сигналами, представленными на рис.4. Резисторы R3 и R4 и конденсатор C3 определяют частоту генерирования импульсов. Для указанных номиналов при помощи резистора R3 эту частоту можно изменять в пределах приблизительно от 60 до 300 кГц.
Для усиления сигналов генератора управляющих импульсов существует множество схемотехнических решений, как на дискретных элементах, так и специализированные интегральные микросхемы (см., например, [4, 5]). В данном инверторе был применен не самый дешевый, но зато очень простой вариант. Были использованы 6-амперные быстрые драйверы MAX4420. Естественно, вместо этих драйверов можно поставить продукты других производителей или собрать их на комплементарных парах транзисторов (полевых или биполярных). Главное условие – они должны быть быстродействующими (фронты и спады – до сотни наносекунд) и обеспечивать токи несколько ампер. Однако проще и экономичнее – готовые интегральные драйверы. Схема включения драйверов MAX4420 показана на рис.6.
Рис.6. Фрагмент модуля управления.
С выходов L и H мы получим усиленные управляющие импульсы, по форме совпадающие с сигналами на рис.4.
Теперь осталось рассмотреть очень важный и непростой вопрос — согласование уровней управляющих сигналов. Поскольку в основу силового модуля у нас положен полумост, то возникает известная проблема управления верхним плечом полумоста. Нам необходимо, чтобы драйвер верхнего плеча выдавал управляющие импульсы не относительно земли (как на рис.6), а относительно уровня истока верхнего транзистора (т.е. US1, рис.7). Это уровень может изменяться в течение рабочего цикла приблизительно от 0 (нижний ключ открыт, верхний закрыт) до напряжения питания (нижний ключ закрыт, верхний открыт).
Рис.7. К согласованию уровней управляющих импульсов полумоста.
Существуют несколько схемотехнических решений для сдвига уровня сигнала верхнего плеча. Они делятся на два класса: с гальванической развязкой и без. К первому классу относятся системы с оптической развязкой и на импульсных трансформаторах. Ко второму классу относятся, в частности, бутстрепные (bootstrap) схемы. Не вдаваясь в детали, отметим, что бутстрепные схемы удобны при реализации хорошо отлаженных решений. Однако на стадии освоения силовой электроники они доставляют немало огорчений. Из-за отсутствия гальванической развязки при тепловом пробое силовых транзисторов часто выгорает также и весь модуль управления (вплоть до задающего генератора). Поэтому в данной работе использован вариант с гальванической развязкой в виде импульсного трансформатора. На частотах десятки-сотни килогерц изготовление импульсных трансформаторов на ферритовом кольце не представляет никаких трудностей. При наличии осциллографа нет проблем ни с корректировкой количества витков, ни с подгонкой параметров снабберов, гасящих паразитные выбросы и осцилляции. Полная схема модуля управления с трансформаторной развязкой представлена на рис.8.
Рис.8. Полная схема модуля управления с трансформаторной развязкой.
Поскольку драйверы MAX4420 работают на индуктивную нагрузку, на их выходы нужно поставить диоды VD6-VD9. Можно использовать любые быстрые диоды SF, HER, UF и т.п. Снаббер C7-R5 предназначен для подавления выбросов напряжения при работе на индуктивную нагрузку. Кроме этого, C7 удаляет постоянную составляющую.
Импульсный трансформатор можно рассчитать, а можно просто подобрать экспериментально по качеству сигналов на нагрузке, моделирующей затворы MOSFET. При подборе количества витков можно руководствоваться простым правилом: количество витков должно быть максимально возможным, но при этом сердечник трансформатора не должен уходить в насыщение. При слишком малом количестве витков импульсы на вторичных обмотках имеют спадающий характер (т.е. у прямоугольных импульсов нет «полочки»), при слишком большом – наоборот. Сердечник насыщается, магнитная проницаемость падает и всплески получаются в конце импульсов. Во всем рабочем диапазоне импульсы должны иметь плоские вершины. Параметры трансформатора, использованного в данном инверторе, указаны на схеме. Размеры сердечника несколько избыточны, но для данной конструкции это не важно. Мотать обмотки лучше сразу в три провода, параллельно или перевив их, равномерно распределяя витки по сердечнику. На рис.9 представлен вид модуля управления, собранного на макетной плате.
Рис.9. Общий вид макета модуля управления.
Особых требований к монтажу здесь нет, кроме обычных правил для импульсных схем. Нужно стараться располагать компоненты поближе к друг другу, соединительные провода должны быть покороче и попрямее. Конденсаторы C4, C5 и C6 необходимо располагать непосредственно у корпусов соответствующих микросхем у ножек питания. В данном инверторе модуль управления неплохо работает и просто на макетной плате (как на рис.9).
Питание модуля управления осуществляется от единого нестабилизированного источника постоянного напряжения (20В, 8А), представляющего собой накальный трансформатор, выпрямительный мост и электролитический конденсатор на 1000 мкф в качестве фильтра. Для получения стабилизированных напряжений 12В и 15В используются микросхемы стабилизаторов LM7812 и LM7815, включенных согласно datasheet. В принципе, драйвер IR2153 содержит внутри стабилитрон, поэтому его можно просто запитать через резистор от тех же стабилизированных 15В. Но для повышения помехоустойчивости лучше его запитать через отдельный стабилизатор. От этого же общего нестабилизированного источника питается и вентилятор силового модуля (через еще одну LM7812 с небольшим радиатором). На рис.9 эти стабилизаторы находятся в левой части платы.
На рис.10 представлена осциллограмма сигнала на выходе блока управления (на конденсаторах Cэфф = 3300 пФ, на щупе осциллографа – делитель 1:10).
Рис.10. Осциллограммы управляющих сигналов на эквивалентах затворов (нижнее плечо слева и верхнее — справа).
Фронты и спады на емкостную нагрузку порядка 130-160 нс, «полочки» хорошо выражены, выбросы не превышают 0.5В. Необходимо учесть, что эффективная емкость реальных транзисторов гораздо больше (как правило, в 4 и более раз), поэтому при работе на реальные затворы фронты будут положе.
Подобная форма импульсов и длительности переходов сохраняются во всем рабочем диапазоне 60-300 кГц (см. рис.11). На этом рисунке представлены осциллограммы на границах диапазона. Видно, что спад вершины импульса при низких частотах (правая осциллограмма) несущественный.
Рис.11. Форма сигналов на высоких (306 кГц) и низких (62 кГц) частотах.
В заключение этого раздела отметим еще один положительный момент, связанный с применением трансформаторной развязки. Такое включение трансформатора, как на рис.8, превращает наш однополярный драйвер в двухполярный. Т.е. в полупериод, когда транзистор силового модуля должен быть закрыт, на его затвор подается отрицательный импульс (а не ноль, как в однополярном). Для приборов с изолированным затвором это допускается. Подача отрицательного сигнала на затвор позволяет существенно повысить помехоустойчивость силового модуля от наводок, избежать ложных срабатываний (открытий) транзисторов без дополнительных «обвязок» их затворов.
Силовой модуль
Как уже отмечалось выше, в данном инверторе силовой модуль представляет собой полумост. Его полная схема представлена на рис.12.
Рис.12. Схема силового модуля.
В качестве ключей использованы транзисторы IXFh40N50 фирмы IXYS. Они почему-то гораздо дешевле аналогичных приборов других производителей. Эти транзисторы рассчитаны на ток до 30 А и рабочее напряжение до 500 В. Сопротивление «исток-сток» в открытом состоянии – 0.16 Ом. Можно было бы поставить и менее мощные транзисторы, но экономия будет несущественной, а запас мощности никогда не помешает. Единственной веской причиной для использования транзисторов попроще было бы уменьшение емкости затвора и заряда, необходимого для открытия транзистора. Но в данной разработке мы используем драйверы достаточно мощные и для этих транзисторов.
В цепях затворов мы используем только резисторы R7 и R8, которые ограничивают токи зарядки емкостей затворов и гасят высокочастотный «звон». В данном варианте силового модуля никаких дополнительных элементов в цепях затворов нет.
Силовые транзисторы шунтированы возвратными диодами VD10 и VD11. В принципе, их можно не ставить, так как используемые транзисторы (IXFh40N50) сами содержат не такие уж плохие внутренние диоды (trr <250 нс). Однако, если работать на повышенных частотах (сотни килогерц), лучше поставить сверхбыстрые диоды. Под рукой оказались MUR860 с trr <60 нс, ток 8 А и напряжение 600 В. Вместо них можно использовать другие сверхбыстрые диоды (например, HER или SF), сопоставимые по параметрам. Можно взять и менее мощные (по току) диоды, но тогда их желательно разместить в зоне обдува радиаторов транзисторов.
Снабберы R9-C8 и R10-C9 также шунтируют ключи. Они служат для подавления выбросов и особенно желательны при работе на индуктивную нагрузку. Резисторы R9 и R10 заметно греются, поэтому их лучше разместить в зоне обдува, либо использовать более мощные резисторы (5 – 10 Вт). Конденсаторы C8 и C9 должны быть рассчитаны на напряжение не менее 600-800 В.
Конденсаторы C10 и C11 тоже должны быть высоковольтными (не менее 400 В) и пленочными. Если они будут монтироваться вне зоны обдува, то лучше их собрать из нескольких (3-4) конденсаторов меньшей емкости, включенных параллельно. В данной работе каждый конденсатор собран из трех по 0.47 мкФ. Их нагрев был незначительным даже без обдува.
Теперь немного о конструкции силового модуля.
Несмотря на то, что мы взяли довольно мощные транзисторы, нагрев их в процессе работы будет все-таки ощутимым. Высоковольтные MOSFET имеют, к сожалению, все-таки достаточно высокое сопротивление открытого канала. Действительно, даже в полностью открытом состоянии на транзисторе будет выделяться порядка 10-16 Вт тепла (0.16 Ом * (10 А)2 = 16 Вт). Плюс еще потери при переключении и еще при повышенных частотах. Поэтому ключи обязательно необходимо размещать на радиаторах. Разумные размеры радиаторов получаются при условии их принудительного обдува. Очень удобно использовать для этой цели кулеры (теплосъемники) мощных компьютерных процессоров. Они содержат радиатор и вентилятор, объединенные в одну конструкцию. В последние годы ассортимент кулеров сильно расширился, и они заметно упали в цене. Цена бывшего в употреблении кулера, даже с медным радиатором и сносно работающим вентилятором, гораздо ниже стоимости большого дюралюминиевого радиатора. Такой кулер и был положен в основу конструкции силового модуля, представленного на рис.13.
Рис.13. Силовой модуль.
Транзисторы VT1 и VT2 размещены на изолирующих прокладках из слюды непосредственно на подошве радиатора. Остальные компоненты припаяны к выводам этих транзисторов и, по сути дела, на них и держатся. Термопара для контроля температуры транзисторов размещена сверху и прижата к медному основанию радиатора тоже через изолирующую прокладку. Прокладка необходима для устранения наводок на термопару, так как радиатор не заземлен и находится под плавающим потенциалом.
Ну вот, по сути дела, и весь инвертор. Осталось соединить все модули вместе и приступить к испытаниям.
Первое включение инвертора
Для первого включения необходимо подключить развязывающий трансформатор и небольшую активную нагрузку. В качестве нагрузки возьмем лампу накаливания на 100 Вт. Вид собранного для испытаний инвертора представлен на рис.14.
Рис.14. Готовый к испытаниям инвертор.
Первое испытание инвертора проводим по шагам.
Шаг 1. Еще раз проверяем правильность монтажа и сборки инвертора. Полезно убрать все лишнее со стола.
Шаг 2. Включаем питание блока управления. Только блока управления! Высокое напряжение пока не включаем. Смотрим на экране осциллографа сигналы на затворах ключей. Земляной разъем щупа осциллографа подключаем к истоку соответствующего транзистора. Сигналы должны быть похожи на сигналы, представленные на рис.10. В зависимости от используемых транзисторов и драйверов фронты могут быть более пологие. Обязательно проверяем фазировку сигналов. Для этой цели, конечно, лучше двухлучевой осциллограф, но можно и однолучевым. В последнем случае запуск развертки осциллографа необходимо выполнять от отдельного сигнала синхронизации. В качестве такого сигнала удобно использовать один из выходов IR2153 (см. рис.8). Осторожнее с земляными разъемами щупов! В данном случае мы используем трансформаторную развязку, поэтому земляной разъем щупа в силовом блоке можно спокойно подключать к истокам обоих транзисторов полумоста. В противном случае для сигнала синхронизации нужно сделать развязку. Иначе могут быть большие искры.
Шаг 3. Если шаг 2 пройден успешно, подключаем щупы осциллографа параллельно нагрузке. Проверяем положение ручки ЛАТРа. Она должна быть на нуле! После этого включаем высокое напряжение. ЛАТРом плавно поднимаем напряжение до 15-20 В. Контролируем это напряжение по вольтметру выпрямителя. На экране осциллографа мы должны увидеть импульсы напряжения на нагрузке, симметричные относительно нуля (как на рис.15 слева).
Рис.15. Осциллограммы сигналов на активных нагрузках. Высокоомная (лампочка 100 Вт, 40 Ом) слева, низкоомная (лампочка 500 Вт, 8 Ом) справа. Щуп с делителем 1:10.
На самом деле это осциллограммы с шага 5. Но на этом шаге сигналы должны быть точно такие же, только меньшей амплитуды. Я их привел здесь для того, чтобы обсудить их форму. Мы видим медленно спадающие в течение dead-time «хвосты» на высокоомной нагрузке (рис.15 слева). Это связано с тем, что в течении dead-time оба транзистора закрыты. Поэтому чисто активная нагрузка вместе со щупом осциллографа просто, как говорят, «висит в воздухе». При отсутствии нагрузки (бесконечное сопротивление) потенциал средней точки (между ключами) вообще не изменяется в течение dead-time. Поэтому не нужно обращать внимание на эти хвосты. При уменьшении сопротивления нагрузки форма сигнала будет приближаться к классической (с «плечиками» dead-time). Чтобы убедиться в этом можно взять более мощную лампочку с меньшим сопротивлением нити накала или вообще другую нагрузку с сопротивлением 10-20 Ом. Осциллограммы для лампочки на 500 Вт приведены на рис.15 справа. Мы видим, что все работает правильно.
Продолжим работу с лампочкой на 100 Вт.
Шаг 4. Изменяем частоту инвертора от минимума да максимума. Форма импульсов не должна радикально меняться. По крайней мере они должны оставаться симметричными относительно нуля.
Шаг 5. Если на шаге 3-4 все нормально, постепенно увеличиваем напряжение до 100-120 вольт. Спираль лампочки начнет светиться. Первая мощность от инвертора получена! «Погоняем» его так минут 30-40. Температура радиатора не должна заметно уходить от комнатной.
Шаг 6. Если осциллограф не позволяет работать при высоких напряжения, то отключим щуп и плавно выведем напряжение на уровень 300-310 В. Лампочка ярко светится. Следим за температурой радиаторов. Если нагрев существенный – придется все-таки возиться с разрядкой затворов MOSFET. В моих экспериментах в течение часа температура радиаторов превысила комнатную лишь на 2-3 градуса. Не таким уж страшным оказалось наше «недозакрывание» транзисторов. Спокойно работаем дальше. Общий вид инвертора во время этого шага представлен на рис.16.
Рис.16. Общий вид инвертора в процессе испытаний (через час работы на шаге 6).
Шаг 7. Быстро выводим ЛАТР в 0 и быстро выключаем все питание (сначала высокое, затем — питание модуля управления с вентилятором). Внешней стороной пальца проверим температуру резисторов снабберов и конденсаторов делителя (R9, R10 и C10, C11). Они не должны быть горячими. Заодно проверим и радиатор. Так, на всякий случай. Вдруг у термопары – плохой тепловой контакт.
Все. Первые испытания инвертора закончены. Теперь можно переходить к индукционному нагреву.
Индукционный нагрев
Индукционный нагрев это технология, связанная с возбуждением вихревых токов в проводящих образцах для их нагрева. В настоящее время индукционный нагрев широко используется в различных отраслях промышленности и даже в быту (например, бытовые индукционные плитки). Однако, в исследовательской лаборатории индукционный нагрев – пока еще экзотика. Может быть лабораторный инвертор, о котором идет речь в данной статье, облегчит внедрение технологий индукционного нагрева в практику физико-химического эксперимента. Мы продемонстрируем замечательные возможности высокочастотных инверторов на одном красивом примере. Это – плавка металла (алюминия) во взвешенном состоянии. Иногда этот процесс называют плавкой в электромагнитном тигле или просто «левитационной плавкой» (с англоязычного термина «levitation melting»). Здесь высокочастотное электромагнитное поле не только греет и плавит металл, но и удерживает его в пространстве без каких-нибудь тиглей или ограничивающих стенок. Для того, чтобы осуществить такую плавку, нам необходимо изготовить водоохлаждаемую нагрузку с индуктором специальной формы и предусмотреть в системе некоторую дополнительную диагностику. Начнем с нагрузки.
Нагрузка
Эквивалентная схема нагрузки для индукционного нагрева и плавки представлена на рис.17.
Рис.17. Эквивалентная схема нагрузки для индукционного нагрева.
Трансформатор TR2 изготовлен из двух колец К 45х28х12. Марка феррита М 2000 НМ. Первичная обмотка – 26 витков провода МГТФ 0.75. Эта обмотка подсоединяется непосредственно к выходу инвертора. Роль вторичной обмотки, состоящей из одного витка, выполняет одна из отводных трубок индуктора (медь, диаметр 6 мм), проходящая через центр кольца трансформатора. Индуктор представляет собой катушку, содержащую несколько витков (медная трубка диаметром 4 мм). Индуктор вместе с конденсатором C образует последовательный колебательный контур, на резонансную частоту которого должен быть настроен инвертор. Нагреваемый образец, помещенный в индуктор на эквивалентной схеме можно представить как активное сопротивление, индуктивно связанное с индуктором.
Конструкция собранной нагрузки со специальным индуктором для плавки во взвешенном состоянии показана на рис.18 слева.
Рис.18. Общий вид нагрузки и дополнительной диагностики.
Поскольку данная статья посвящена, в основном, инвертору, а не тонкостям индукционного нагрева, отметим только самые важные моменты, касающиеся конструкции нагрузки.
Во-первых, в нашем колебательном контуре проходят весьма большие токи (сотни ампер). Поэтому медные трубки, образующие индуктор и подводы к нему, при больших мощностях довольно сильно нагреваются. Их нужно обязательно охлаждать. Проще всего использовать водяное охлаждение непосредственно из водопровода. Поскольку в контуре имеется высокое напряжение, необходимо предусмотреть электрическую развязку индуктора от водопровода. Для этого подвод воды делаем тонкими длинными диэлектрическими трубами. Длина этих труб зависит от проводимости водопроводной воды. Проводимость воды в лаборатории автора составляет величину порядка 100 мкСм/см, поэтому развязка в виде трубок диаметром около 6 мм и длиной 5-6 м имеет достаточное для электрической развязки сопротивление (около 50 Мом). Желательно также контролировать и температуру охлаждающей воды. Это легко сделать при помощи металлической вставки в сливной тракт. К ней можно прикрепить термопару, подключенную к недорогому китайскому тестеру, в котором есть режим измерения температуры (рис. 18 в левом верхнем углу). Очень удобно — сразу видно, если забыл включить воду для охлаждения.
Во-вторых, конденсатор C колебательного контура должен быть рассчитан на довольно большую реактивную мощность. Необходимо использовать либо специальные конденсаторы для индукционного нагрева, либо набирать батарею из достаточно большого количества пленочных конденсатором меньшей емкости, включенных параллельно. В данном контуре конденсаторная батарея содержит 40 полипропиленовых высоковольтных конденсаторов CBB81. Емкость каждого конденсатора — 0.033 мкФ, рабочее напряжение 2 кВ. Общая емкость батареи – 1.32 мкФ. Тангенс угла потерь их составляет 0.0008. Поэтому на каждом конденсаторе выделяются в виде тепла лишь десятые доли ватта. Конденсаторы смонтированы свободно и хорошо охлаждаются конвективными потоками воздуха. Поэтому, даже после получаса работы на максимальной мощности они нагреваются незначительно (на 10-20 градусов).
И, в-третьих. Для устойчивой левитационной плавки, конструкция катушки индуктора должна иметь специальную форму. В данном случае индуктор выполнен из медной трубки диаметром 4 мм в виде конуса. Угол между образующей и горизонталью равен 65°. Индуктор содержит четыре витка в прямом направлении и один – в обратном (противовиток). Это нужно для того, чтобы внутри индуктора была область, в которой поле меньше, чем вокруг нее. Проводник, помещенный в переменное электромагнитное поле, выталкивается в область меньших полей. Поэтому без области с минимальным полем положение образца внутри индуктора будет неустойчивым. Для левитационной плавки небольших образцов коническая конструкция индуктора с противовитком – одна из самых простых, но эффективных. Подробнее о плавке во взвешенном состоянии и сравнительный анализ различных конструкций индукторов см. в [5, 6].
Дополнительная диагностика
Для «ручной» настройки инвертора на резонанс при работе с резонансной нагрузкой и оптимизации процесса нагрева полезно добавить к установке еще пару измерителей, связанных с током, потребляемым нагрузкой.
Первый измеритель предназначен для контроля среднеквадратичного тока. Это трансформатор тока с двухполупериодным выпрямителем. Первичная обмотка представлена проводом, идущим от инвертора к нагрузке и проходящим через центр небольшого ферритового кольца. На этом кольце намотана вторичная обмотка (20 – 30 витков провода с выводом от середины обмотки). Далее при помощи двух диодов сигнал выпрямляется, фильтруется и измеряется при помощи обычного китайского мультиметра.
Второй измеритель также представляет собой трансформатор тока, идущего в нагрузку, но служит для контроля осциллограммы сигнала. Он устроен практически так же, как и в предыдущем случае, но вторичная обмотка не содержит вывода из центра и нагружена на резистор в несколько сотен Ом. С этого резистора сигнал подается на осциллограф. Очень удобно при настройке на резонанс и контроле нештатных ситуаций.
Проверка работоспособности установки индукционного нагрева
Включаем воду охлаждения и все измерители, необходимые для контроля процесса. Далее, сначала включается питание модуля управления и вентилятора, а затем – источник высокого напряжения (выпрямитель). Плавно при помощи ЛАТРа увеличиваем напряжение до 30-50 В. Затем, медленно изменяя частоту инвертора (резистор R3 на рис. 8), пытаемся настроить инвертор на резонанс. Резонанс настраиваем по максимуму тока, потребляемого нагрузкой, контролируя его амплитуду по осциллографу. После настройки на резонанс увеличиваем при помощи ЛАТРа напряжения на силовом модуле до нужного уровня. Установка для индукционного нагрева готова к работе.
Выключение производится в обратном порядке. Сбрасываем высокое напряжение (выводим ЛАТР в 0), затем выключаем его. После этого выключается источник питания модуля управления. Дальше – в произвольном порядке.
Настройку на резонанс приходится выполнять не так уж часто. Опыт показал, что при внесении в индуктор небольших ферромагнитных образцов, расстройка контура не приводит к фатальному уменьшению поглощаемой образцом мощности и он греется достаточно хорошо даже без дополнительной подстройки частоты. При работе с немагнитными материалами резонансная частота вообще практически не «уходит».
На рис. 19 и рис. 20 представлены два примера, иллюстрирующие работу инвертора в качестве индукционного нагревателя. Первый вариант – ферромагнетик (просто — ручка надфиля), второй – немагнитный (кусок нержавеющей трубки). По ссылкам ниже можно загрузить видео, показывающие весь процесс. Ни в том, ни в другом случае никакой дополнительной подстройки частоты не производилось.
Рис.19. Нагрев ферромагнитного материала.
Рис.20. Нагрев немагнитного материала.
При помощи пирометра ПД-4-02 была оценена температура графитового образца, помещенного в индуктор, на воздухе, без теплоизоляции. При максимальной мощности она была около 1300-1350°С. Так что для небольших трубчатых печей с графитовым нагревателем наш инвертор вполне подходит. Перейдем теперь к плавке.
Левитационная плавка
Плавка во взвешенном состоянии – довольно увлекательное занятие. В качестве образца для плавки выбран кусочек алюминия весом 2.6 гр. Отдельные кадры, иллюстрирующие процесс плавки, приведены на рис.21. Полное видео плавки можно загрузить по ссылке ниже.
Рис.21. Процесс плавки во взвешенном состоянии.
Во взвешенном состоянии образец может находиться неограниченно долго. Положение его довольно устойчивое. Оценка температуры верхушки образца (в расплавленном состоянии при максимальной мощности) была сделана тем же пирометром ПД-4-02 без поправки на излучательную способность перегретого алюминия. Она равна 1150-1200°С.
Заключение и выводы
Двухнедельная работа с описанным в данной статье лабораторным инвертором показала, что эта конструкция вполне может «трудиться» в исследовательской лаборатории в качестве устройства для индукционного нагрева и плавки. За это время было расплавлено более полусотни образцов алюминия, около десятка образцов стали и несколько образцов меди. Большинство плавок алюминия были выполнены во взвешенном состоянии. Масса образцов 2-3 гр. Масса стальных и медных образцов тоже составляла несколько грамм. Плавки проводились как в графитовых тиглях, так и без них.
Инвертор работал стабильно. Во всех этих экспериментах не случилось никаких нештатных или аварийных ситуаций. Никаких перегревов или взрывов транзисторов и других компонентов также не произошло. По сути дела, работа с инвертором ничем не отличалась от работы с любым другим несложным лабораторным прибором.
Так что можно считать, что цель создания простого лабораторного инвертора для индукционного нагрева и плавки небольших образцов металлов достигнута.
Естественно, в процессе разработки и практической работы с инвертором накопился список необходимых модернизаций и улучшений, которые желательно провести в ближайшем будущем. Первые в очереди из них перечислены ниже.
- 1. Выпрямитель. Хотелось бы убрать громоздкий регулятор напряжения на ЛАТРе и поставить что-нибудь более современное, компактное и главное – с запасом по мощности.
2. Модуль управления. Желательно удешевить «оконечники» (усилители) и выбрать более доступные компоненты. В принципе, здесь ничего сложного нет. Нужно просто проанализировать существующие в большом количестве решения и выбрать наилучшее.
3. Трансформаторные развязки. В данной конструкции мы использовали самые простые решения. Мы «заплатили» за эту простоту качеством сигналов и сравнительно пологими фронтами импульсов. В принципе, работать можно, транзисторы греются приемлемо. Однако, лучше поработать в этом направлении дополнительно.
4. Силовой модуль. Желательно увеличить мощность инвертора до 4-5 кВт. В принципе, можно увеличить мощность в два раза, практически ничего не меняя в схемотехнике. Для этого достаточно перейти с полумоста на полный мост. Добавится еще один кулер с парой транзисторов с «обвязкой» и пара дополнительных обмоток на импульсном трансформаторе блока управления.
Поскольку лабораторный инвертор имеет модульную структуру, то все эти модификации легко делать параллельно, не выводя инвертор надолго из работы. Возможно, в результате этих модификаций удастся создать действительно «бюджетный» вариант лабораторного инвертора. Это способствовало бы более широкому внедрению технологий индукционного нагрева в лабораторную практику.
Литература
- Семенов Б.Ю. Силовая электроника: от простого к сложному. – М.: СОЛОН-Пресс, 2005. – 416 с.
- Мелешин В.И. Транзисторная преобразовательная техника. М. Техносфера, 2005. – 632 с.
- Шандренко Д.А. Транзисторный регулятор напряжения.
http://electroscheme.org/2007/08/13/tranzistornyjj_reguljator_naprjazhenija.html
или
http://www.radiolub.orsk.info/Shems/Shems2/tr_reg.htm - Design Tips DT92-2A: High Current Buffer for Control IC’s.
http://www.irf.com/technical-info/designtp/dt92-2.pdf
См. русский перевод: Мощный буфер тока для управления затворами МОП-транзисторов
http://vcoder.flyback.org.ru/electronics/power_buffer/Power%20buffer.pdf - Фогель А.А. Индукционный метод удержания жидких металлов во взвешенном состоянии. Л. Машиностроение, 1979. – 104 с.
- Глебовский В.Г., Бурцев В.Т. Плавка металлов и сплавов во взвешенном состоянии. М. Металлургия, 1974. – 176 с.
Благодарности
Работа выполнена при частичной финансовой поддержке ОХНМ РАН (проект №5.5.3) и ГК № 02.740.11.0269.
Приложение
Рис.22. Общая схема инвертора.
Аксессуары и расходные материалы для индукционных нагревателей ALBATROS
Автосервисы предлагают широкий набор услуг для ремонта и поддержания автомобиля в исправном состоянии. Для осуществления некоторых работ в автосервисе для качества и скорости исполнения целесообразно купить индукционный нагреватель. Индукционный нагреватель ALBATROS или AiT (новое название) являются хорошей альтернативой GYS, RedHotDot, Josam. Греет быстрее, работает дольше, прост и не дорог в обслуживании!!!
Бесплатная доставка до транспортной компании.
В исключительных случаях готовы рассмотреть доставку в регион заказчика за наш счет. Подробности уточняйте у менеджеров по телефону 8 (495) 785-61-55 Звоните сейчас.
В решении каких задач будет полезен нагреватель металла?
- при ликвидации наклеек, эмблем логотипов, размещенных на корпусе автомобиля и нежелательных для его владельца;
- при раскручивании старых, заржавевших болтов, свечей зажигания, инжекторов, намертво приставших винтов;
- для удаления вмятин;
- удаление результатов воздействия коррозии;
- для другого использования, связанного с равномерным нагревом поверхностей деталей.
В магазине для автосервиса Areon мы предлагаем приобрести итальянские индукционные нагреватели Albatros, запчасти к ним и расходные материалы.
Индукционные нагреватели для грузового автосервиса
Грузовой автотранспорт несет повышенную нагрузку, что приводит к периодическим обращениям на станции технического обслуживания. Ряд работ по исправлению кузова и ремонту узлов и деталей поможет осуществить нагреватель. Безопасность использования установки достигается отсутствием открытого пламени, поэтому имеет смысл купить индукционный нагреватель металла в свой автосервис.
Стоимость: €7 890 Купить в наличии | Стоимость: €6 700 Купить в наличии | Стоимость: €3 850 Купить в наличии |
Индукционные нагреватели для легкового автосервиса
Легковой автосервис отличается от грузового прежде всего габаритами автомобилей и деталей, но по сути проблемы, решаемые с помощью индукционного нагревателя те же. Разогрев металла достигается путем образования магнитного поля и точно в месте контакта поверхности с наконечником нагревателя. Отличный вариант для автосервиса, так как экономит время, затрачиваемое на обслуживание одного автомобиля. Покупка индукционного нагревателя оправдает себя в короткие сроки.
Стоимость: €3 195 Купить в наличии | Стоимость: €2 080 Купить в наличии |
Стоимость: €1 129 Купить в наличии |
Индукционные нагреватели для кузовного ремонта
Для выполнения работ по восстановлению бамперов и корпуса автомобиля с успехом применяют специальные установки фирмы Albatros. Установка значительно упрощает процесс работы и отодвигает в прошлое прежние методы исправления вмятин. Easy fix так же применим для пластиковых поверхностей, таких как крыло, фара, молдинг.
Стоимость: €238 Купить в наличии | Стоимость: €117 Купить в наличии |
Запчасти для индукционных установок
Для индукционной установки нагрева металла в процессе эксплуатации может потребоваться замена некоторых элементов. Так как завод-производитель находится в Италии, то немаловажно наличие запасных частей в ближайшей доступности.
В интернет-магазине Ареон вы сможете не только купить индукционный нагреватель для автосервиса, но и приобрести дополнительные детали для расширения возможностей прибора или замены износившихся частей. В продаже скобы для ремонта пластиковых частей автомобилей, комплекты нагревательных элементов, насадки и наконечники.
Мы ждем в Ареоне представителей автомастерских для приобретения индукционного нагревателя, цена на который на нашем сайте указана в каталоге товаров. Пополнив свой автосервис полезной установкой от нашего магазина вы сможете рассчитывать на гарантийное обслуживание и консультацию специалистов.
Индукционные нагреватели с воздушным и водяным охлаждением – серия КР
Индукционные нагреватели с воздушным охлаждением позволяют подключить разные виды индукторов и обрабатывать все токопроводящие металлы, такие как: медь, сталь, железо, латунь, алюминий и т. д. Особенностью нагревателей является встроенный воздушный охладитель, цифровой контроль и быстрый индукционный нагрев. Модульная конструкция нагревателя и небольшие габаритные размеры позволяют его легко обслуживать и при необходимости перевозить. Индукционные нагреватели с воздушным охлаждением оснащены системой самодиагностики и имеют долгий срок службы.
Индукционный нагреватель с воздушным охлаждением, серия КР2000
Применение: пайка, предварительный нагрев, отжиг и термообработка до температуры 788 ºC.
Мощность: 10-50 кВа.
| Модель | Температура, °C | Входное напряжение, частота | Выходная мощность, кВа | Входной ток, А |
|---|---|---|---|---|
| КР2100-010E | 788 | 3-фазы, 400 В (±20%) 50 Гц | 10 | 15 |
| КР2100-015E | 15 | 22 | ||
| КР2100-020E | 20 | 30 | ||
| КР2100-025E | 25 | 37 | ||
| КР2100-030E | 30 | 45 | ||
| КР2100-035E | 35 | 53 | ||
| КР2100-040E | 40 | 60 | ||
| КР2100-050E | 50 | 75 |
Мощность: 40-120 кВа.
| Модель | Температура, °C | Входная мощность, кВа | Входное напряжение, частота, ток | Входной ток, частота | Размер (ДxШxВ), мм | Вес, кг |
|---|---|---|---|---|---|---|
| КР2000-040 | 788 | 40 | 3-фазы, 380 В 50 Гц 50-61 А | 35 кВт 3-35 кГц | 762 x 544 x 730 | 115 |
| КР2000-080 | 80 | 3-фазы, 380 В 50 Гц 100-121 А | 72 кВт 2.3-35 кГц | 845 x 592 x 801 | 190 | |
| КР2000-120 | 120 | 3-фазы, 380 В 50 Гц 150-181 А | 108 кВт 2.5-35 кГц |
- ✓Электрический кабель от 3 до 8 метров.
- ✓Можно подключать множество видов индукторов.
- ✓Энергоэкономичные.
- ✓Подходят для работы на открытом воздухе.
- ✓Охлаждение нагревателей не требует воды.
Индукционный нагреватель с водяным охлажденим, серия КР2100
| Модель | Входное напряжение, частота, ток | Входная мощность, кВа | Входной ток, А | Частота на выходе, кГц | Давление/расход воды |
|---|---|---|---|---|---|
| КР2100-060Б-14ТВ1 | 3-фазы, 380 В 50 Гц | 60 | 91 | 10~40 | 0,4 — 0,6 МПа ≥25 л/мин |
| КР2100-080Б-14ТВ1 | 80 | 121 | |||
| КР2100-100Б-14ТВ1 | 100 | 152 | 0,4 — 0,6 МПа ≥35 л/мин | ||
| КР2100-120Б-14ТВ1 | 120 | 182 | |||
| КР2100-160Б-14ТВ1 | 160 | 243 | 5~25 | 0,4-0,6 МПа ≥50 л/мин | |
| КР2100-200Б-14ТВ1 | 200 | 303 | |||
| КР2100-250Б-14ТВ1 | 250 | 380 | |||
| КР2100-300Б-14ТВ1 | 300 | 456 |
Преимущества
- ✓Высокая температура и быстрый нагрев. Возможность достичь > 1000 °C в течение нескольких секунд.
- ✓Простота эксплуатации. Ручная работа или интеграция с роботом.
- ✓Точный контроль. Интерфейс предлагает два основных режима управления: контроль за температурой и мощностью.
- ✓Простота обслуживания. Благодаря модульной конструкции, техническое обслуживание будет легким и недорогим.
- ✓Самодиагностика. Контроллер записывает в память возможные ошибки, и дает подробную их расшифровку.
Есть возможность изготовить индукторы специально под задачи клиента. Катушки индуктивности сделаны из материалов и высокого качества и имеют высокий технологический уровень, что гарантирует прекрасную работу.
Индукционные генераторы серии КР 2100 могут нагревать материал до температуры 1000 °C. Индукторы (катушки индуктивности) легко меняются в течении нескольких минут. Процесс нагрева очень удобен, так как вы четко контролируете температурный нагрев.
Buy Across IHG10, Компактный высокочастотный индукционный нагреватель мощностью 10 кВт с таймерами 100-500 кГц
Мы стремимся предоставить вам точную информацию о продукте . Здесь вы найдете то, что нам предоставили производители. Смотрите наш отказ от ответственности.
Компактный высокочастотный индукционный нагреватель 10 кВт с таймерами 100-500 кГц
Характеристики:
- Специально разработан для нагрева и сварки тонких металлических деталей, лезвий и плавления небольших количеств металлических материалов, сверхбыстрый .
- Простота использования: просто подключите питание и подключите систему водяного охлаждения, наша простая инструкция позволяет использовать нагреватель за 15 минут.
- Точное управление с цифровым выходом, индикацией частоты и тока.
- Педальный переключатель дистанционного управления для более безопасной работы.
- Двойной автоматический и ручной режимы.
- Дополнительные тигли из графита, MgO и SiO 2 доступны. (Тип плавления определяет тип тигля, вес и размер материала определяют размер тигля)
- Частота не регулируется, она зависит от конструкции змеевика (диаметр витков, количество витков, диаметр медных трубок и общая длина).
- ISO 9001: 2008 зарегистрированный производитель.
Безопасность:
- Защита от перенапряжения : машина отключается, когда входное напряжение превышает 245 В. Загорится индикатор перенапряжения и непрерывно будет звучать зуммер. Сигнализация и свет отключаются автоматически, когда напряжение падает ниже 245 В.
- Защита от перегрева : если датчик обнаруживает, что температура радиатора превышает 55 ° C, машина выключится, загорится индикатор перегрева и будет непрерывно звучать зуммер.Увеличивайте давление воды или понижайте температуру воды до тех пор, пока не сработает аварийный сигнал.
- Защита от перегрузки по току / неисправности : машина выключится, индикатор загорится и зуммер будет непрерывно звучать в одной из следующих ситуаций:
- Одна из частей машины перегревается
- Обнаружен мешающий сигнал
- Короткое замыкание между деталями и индукционные катушки
- Неисправности машины
- Индукционные катушки касаются друг друга
- Слишком низкое входное напряжение
- Защита от низкого давления воды : если давление воды опустится ниже 29 фунтов на квадратный дюйм, машина отключится, загорится индикатор защиты от воды горит и зуммер будет звучать постоянно.
Включает:
- Индукционный нагреватель IHG10 (1 шт.)
- Педальный переключатель (7 футов) (1 шт.)
- Индукционная катушка (диаметр 5 мм, 0,75 «x1,25» x2 «x9» IDxODxHxL) ( 2 шт.)
- Хомут для шланга из нержавеющей стали (8 шт.)
- Предохранитель (5 шт.)
- Адаптер индукционной катушки (для защиты разъемов катушки на машине, подходит для пользователей, которые часто меняют катушки) (2 шт.)
- Эксплуатация Manual (1 pc)
10kw индукционный нагреватель — купить 10kw индукционный нагреватель с бесплатной доставкой на AliExpress
Отличные новости !!! Вы попали в нужное место в пользу индукционного нагревателя 10 кВт.К настоящему времени вы уже знаете, что все, что вы ищете, вы обязательно найдете на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший индукционный нагреватель мощностью 10 кВт станет одним из самых востребованных бестселлеров в кратчайшие сроки. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели индукционный нагреватель на 10 кВт на AliExpress.С самыми низкими ценами в Интернете, дешевыми тарифами на доставку и возможностью получения на месте вы можете сэкономить еще больше.
Если вы все еще не уверены в индукционном нагревателе мощностью 10 кВт и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести индукционный нагреватель мощностью 10 кВт по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Индукционный нагреватель
Индукционный нагреватель — интересное устройство, позволяющее быстро нагревать металлический предмет. При достаточной мощности можно даже расплавить металл. Индукционный нагреватель работает без ископаемого топлива и может отжигать и нагревать предметы различной формы.Я решил сделать индукционный нагреватель, способный плавить сталь и алюминий, поэтому я собрал устройство, которое выдает около 3 киловатт! Затем я построил блок мощностью 10 кВт, который мог самостоятельно фиксировать резонансную частоту. Оба агрегата были способны поднимать в воздух металлы. В этом руководстве много страниц, заполненных практической и теоретической информацией, которая поможет вам в моих усилиях. Просто продолжайте нажимать «Далее», и в конце концов вы попадете на схемы. У меня их несколько для инверторов меньшего и большего размера.
*****
Я собрал несколько плейлистов на Youtube, в которых объясняются более тонкие детали создания надежного индукционного нагревателя. На моем канале есть видеоролики, показывающие, как это работает, и видеоролики, объясняющие, как проектировать и делать различные части. Мой хороший плейлист —-> здесь, но на YouTube-канале Imsmoother есть еще больше видео.
*****
В первой части этого руководства я расскажу о моей разработке инвертора на 3 кВт.Моей первоначальной целью было быстрое нагревание металлов. Моей следующей целью было левитировать металлы. Мне это удалось, но я понял, что не могу левитировать из твердой меди и стали. Их плотность была слишком велика для магнитного поля. Это была моя конечная цель: левитировать и удерживать расплавленную медь и сталь. В конце этого урока я перейду к разработке блока мощностью 10 кВт, который реализовал эту цель. Я также остановлюсь на проблемах, которые пришлось преодолеть, чтобы этого добиться.
Начнем.
Мой индукционный нагреватель — инвертор.2. Заготовка похожа на однооборотную катушку; рабочая катушка имеет несколько витков. Таким образом, у нас есть понижающий трансформатор, поэтому в заготовке генерируются еще более высокие токи.
Я хотел бы поблагодарить Джона Дирмонда, Тима Уильямса, Ричи Бернетта и других участников форума 4hv за неоценимую помощь за то, что они помогли мне разобраться в этой теме. А теперь, прежде чем мы поговорим подробнее, давайте посмотрим на несколько изображений того, что он может делать:
Позже дам ссылку на видео, где он работает.Вот инвертор:
Теперь я перейду к каждой части. Затем я дам схемы, расскажу о том, как вы можете построить это устройство.
Huttinger TIG 10/100 Блок питания 10 кВт Индукционный нагреватель 929500
Описание продукта
Источник питания для индукционного нагревателя Huttinger 10 кВт с контроллером TIG 10/100. Хорошее состояние с 30-дневной гарантией. Ящик и готов к отправке !!!- Модель: TIG 10/100
- ART.-NR .: 929500
- Заводской номер: 24005898-010-02
- Напряжение: 480 В переменного тока, 3 фазы, 50/60 Гц
- Емкость: 12,5 кВА
- Мощность: 10 кВт
- DCpSpg: 275 В
Прочие сведения
Industrial Parts R Us Inc. гарантирует, что все товары будут новыми и использованными в течение 30 дней после получения товара. (См. Положения и условия). У покупателя есть возможность обменять товар, если у нас есть другой на складе, или по покупной цене.Покупатель несет ответственность за все расходы по доставке. Возврат будет произведен при возврате товара. Спасибо от Industrial Parts R Us !!!!Видео о продуктах
Пользовательское поле
Источник питания для индукционного нагревателяНапряжение 480Vac
MPN TIG 10/100
Модель TIG 10/100
Номер производителя Google: TIG 10/100
Гц 50/60 Гц
Мощность 10 кВт
Номер детали 929500
Производитель Huttinger Elektronik
Страна / регион производства Germany
GTIN 646412792234
Номер детали производителя GPS TIG 10/100
Отзывы о продукте
Написать рецензиюHuttinger Elektronik
Huttinger TIG 10/100 Блок питания 10 кВт Индукционный нагреватель 929500
Индукционный нагреватель для ковки Dynatherm, 380 В, от 10 кВт до 40 кВт, 180000 рупий за единицу
Индукционный нагреватель для ковки Dynatherm, 380 В, от 10 кВт до 40 кВт, 180000 рупий за единицу | ID: 2135400555Спецификация продукта
| Мощность | От 10 кВт до 40 кВт |
| Марка | Dynatherm |
| Напряжение | 380 В |
| Размер | |
| 27 A | |
| Частота | 2.От 5 кГц до 25 кГц |
| Вес | 24 кг |
| Тип фазы | Трехфазный |
Описание продукта
Благодаря опыту наших квалифицированных специалистов, мы можем производить высококачественный индукционный ковочный нагреватель . С помощью этого индукционного нагревателя металлы нагреваются с определенной скоростью, чтобы повысить их пластичность и помочь в штамповке.Этот обогреватель изготовлен нашими квалифицированными специалистами с использованием компонентов высшего качества и передовых технологий. Из-за своей уникальной функциональности предлагаемый нами обогреватель широко востребован нашими уважаемыми клиентами. Характеристики :
- Низкое энергопотребление
- Низкие эксплуатационные расходы
- Высокая функциональность
Диапазон цен от — 180000 до 280000 рупий. Ед. изм
Заинтересовались данным товаром? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 1985
Юридический статус фирмы Партнерство Фирма
Характер бизнеса Производитель
Количество сотрудников До 10 человек
Годовой оборот2–5 крор
IndiaMART Участник с октября 2007 г.
GST36AAFFP8851P1ZF
«Precision Components Corporation» была учреждена в –1985 году и имеет опыт M , производя индукционный нагреватель , индукционную плавильную печь, оборудование для индукционного нагрева, нагреватель заготовок и т. Д. Безупречного качества. предлагаемый нами набор продуктов предназначен исключительно для использования в различных отраслях промышленности.Эти продукты точно производятся с использованием компонентов высокого качества и передовых технологий в соответствии с руководящими принципами, установленными регулирующими органами под строгим руководством квалифицированных контролеров качества.Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
По всему миру Компактный индукционный нагреватель Hi-Freq мощностью 10 кВт с таймером 100-500 кГц Refur — Индукционные нагреватели
К отремонтированным единицам относятся единицы демонстрационного зала, а также единицы, которые были незначительно использованы или с незначительными повреждениями при транспортировке.Все отремонтированные устройства были очищены и протестированы на соответствие стандартам Ai перед тем, как покинуть наши двери, и на них предоставляется 3-месячная гарантия Ai.
,Примечание. Эта модель доступна только с однофазным напряжением 220 В.
,Серия IHG Высокочастотные индукционные нагреватели от 100 кГц до 1100 кГц являются одними из последних продуктов, разработанных Across International. Они могут быстро нагревать большинство металлов, которые другие частоты не могут эффективно нагревать, например алюминий и металлические порошки. И однозначно они могут нагревать детали на расстоянии.Эти нагреватели являются идеальными инструментами для отжига тонкой стальной проволоки (например, используемой в стоматологии), закалки малых валов, пайки твердосплавных пильных полотен и плавления металлических порошков.
,Индукционный нагрев заключается не во внешнем приложении тепла, а во внутреннем выделении тепла в самой заготовке. Этот процесс не требует длительных периодов нагрева и позволяет ограниченное подведение тепла локально и точно по времени, таким образом достигая высокой степени эффективности и максимального использования энергии.По сравнению с традиционными методами нагрева, индукционный нагрев обеспечивает максимальный уровень качества и эффективности в практически неограниченном диапазоне применений.
,,Основные принципы индукционного нагрева стали понятны и применялись в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя. В последнее время акцент на бережливых производственных технологиях и упор на улучшенный контроль качества привели к новому открытию индукционной технологии, наряду с разработкой полностью контролируемых твердотельных индукционных источников питания.Что делает этот метод нагрева таким уникальным? В наиболее распространенных методах нагрева к металлической части непосредственно прикладывают горелку или открытое пламя. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов. Поскольку тепло передается продукту с помощью электромагнитных волн, деталь никогда не вступает в прямой контакт с пламенем, сам змеевик не нагревается, и продукт не загрязняется. При правильной настройке процесс становится очень повторяемым и управляемым. КАК ДЕЙСТВУЕТ ИНДУКЦИОННЫЙ НАГРЕВ Как именно работает индукционный нагрев? Это помогает получить базовое представление о принципах электричества. Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора расположена в магнитном поле, будет индуцироваться электрический ток. В базовой установке индукционного нагрева твердотельный радиочастотный источник питания посылает переменный ток через медную катушку, а часть для нагрева помещается внутри змеевика.Катушка служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания. Когда металлическая деталь помещается в индукционную катушку и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи. Эти вихревые токи протекают против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и катушкой. ВАЖНЫЕ ФАКТОРЫ, КОТОРЫЕ СЛЕДУЕТ УЧИТАТЬ Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индукционной катушки, мощности источника питания и требуемой степени изменения температуры. для приложения. МЕТАЛЛ ИЛИ ПЛАСТИК Во-первых, индукционный нагрев работает напрямую только с проводящими материалами, обычно с металлами. Пластмассы и другие непроводящие материалы часто можно нагревать косвенно, сначала нагревая проводящий металлический приемник, который передает тепло непроводящему материалу. МАГНИТНЫЙ ИЛИ НЕМАГНИТНЫЙ Магнитные материалы легче нагревать. Помимо тепла, вызванного вихревыми токами, магнитные материалы также выделяют тепло за счет так называемого эффекта гистерезиса.Во время процесса индукционного нагрева магнитные элементы, естественно, оказывают сопротивление быстро меняющимся электрическим полям, и это вызывает достаточное трение, чтобы обеспечить вторичный источник тепла. Этот эффект перестает проявляться при температурах выше «точки Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500. THICK OR THIN В случае проводящих материалов около 80% теплового эффекта происходит на поверхности или «коже» детали; интенсивность нагрева уменьшается по мере удаления от поверхности. Поэтому мелкие или тонкие детали обычно нагреваются быстрее, чем большие толстые, особенно если более крупные детали необходимо нагреть полностью. Исследования показали взаимосвязь между глубиной проникновения нагрева и частотой переменного тока. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности / кожи больших деталей.Было показано, что для глубокого проникающего тепла наиболее эффективными являются более длительные циклы нагрева с частотой от 5 до 30 кГц. СОПРОТИВЛЕНИЕ Если вы используете один и тот же индукционный процесс для нагрева двух кусков стали и меди одинакового размера, результаты будут совершенно разными. Почему? Сталь — наряду с углеродом, оловом и вольфрамом — имеет высокое электрическое сопротивление. Поскольку эти металлы сильно сопротивляются току, быстро накапливается тепло. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше. Удельное сопротивление увеличивается с повышением температуры, поэтому очень горячая сталь будет более восприимчива к индукционному нагреву, чем холодная. КОНСТРУКЦИЯ ИНДУКЦИОННОЙ КАТУШКИ Именно в индукционной катушке создается переменное магнитное поле, необходимое для индукционного нагрева, за счет протекания переменного тока. Таким образом, конструкция змеевика — один из наиболее важных аспектов всей системы. Хорошо спроектированная катушка обеспечивает правильный рисунок нагрева для вашей детали и максимизирует эффективность источника питания для индукционного нагрева, при этом позволяя легко вставлять и извлекать деталь. Индукционные катушки обычно изготавливаются из медных трубок — очень хороших проводников тепла и электричество — диаметром от 1/8 «до 3/16»; медные змеевики большего размера предназначены для таких применений, как нагрев полосы металла и нагрев труб.Индукционные змеевики обычно охлаждаются циркулирующей водой и чаще всего изготавливаются по индивидуальному заказу, чтобы соответствовать форме и размеру нагреваемой детали. Таким образом, катушки могут иметь один или несколько витков; иметь винтообразную, круглую или квадратную форму; или быть спроектированным как внутреннее (часть внутри катушки) или внешнее (часть рядом с катушкой). Существует пропорциональная зависимость между величиной протекающего тока и расстоянием между катушкой и деталью. Размещение детали близко к катушке увеличивает ток и количество тепла, индуцируемого в детали.Это соотношение называется эффективностью связи катушки.
,Основные характеристики
,Функции безопасности
,ВАЖНО !!
,,,,,
Технические характеристики
«Медная трубка диаметром 5 мм)
,Описание стандартной детали
Количество
,Изображение детали
,,,,,,,Промышленный индукционный нагреватель, 5-10 кВт, A. 95000 рупий / ед.B. Электрооборудование
Промышленный индукционный нагреватель, 5-10 кВт, 95000 рупий за единицу A. B. Электрооборудование | ID: 4359280773Спецификация продукта
| Марка | A.B Электрооборудование | ||
| Мощность | 5-10 кВт | ||
| Материал | Низкоуглеродистая сталь | ||
| Фаза | Трехфазная | ||
| Класс автоматизации | Мощность | Ручной |
Описание продукта
Ковка — это процесс, при котором металлу придают форму с помощью давления, прикладываемого ударным молотком или прессом.Это один из старейших известных процессов металлообработки. Металлы могут быть холодными, теплыми или горячими. Холодная ковка используется для формования более мягких материалов и небольших стальных деталей, но этот процесс упрочняет материал, делая его хрупким и трудным для обработки после ковки
Заинтересовались данным товаром? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2001
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Производитель
Количество сотрудников от 11 до 25 человек
Годовой оборот2-5 крор
Участник IndiaMART с марта 2010 г.
GST06ADQPB9462J1Z5
Код импорта и экспорта (IEC) 05060 *****
А.Б. Электрооборудование занято производством и экспортом высокопроизводительного промышленного оборудования для обработки металлов . Обладая хорошо оснащенной инфраструктурной базой и опытной командой, мы предлагаем превосходные машины для индукционного нагрева и закалки с полностью автоматическими вертикальными / горизонтальными сканерами с ПЛК, гальваническими выпрямителями и т. д. Сегодня мы заняли нишу в качестве одного из ведущих производителей и экспортеров машин для индукционной закалки в Индии.
Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену