Как согнуть профильную трубу для теплицы: простейшие способы
Тепличный каркас с квадратным или прямоугольным сечением привлекает надежностью и сроками службы. Весьма прочная металлоконструкция пропускает максимум света, потому что ее стойки, опоры, стяжки гораздо тоньше, чем у деревянных соперников. Уступает металл в технологичности. Без знания нюансов трудно из прямой заготовки сделать арочную дугу или раму для двери. Из-за указанных осложнений с металлической основой совершенно напрасно предпочитают покупать «зеленые домики». Однако если хорошенько разобраться в том, как согнуть профильную трубу для теплицы, можно с незначительными затратами собственноручно соорудить недорогую арочную конструкцию.
Суть и проблемы гибки профильного трубопроката
Гибка металлических изделий независимо от формы сечения заключается в придании им частичной или полной плавно-изогнутой конфигурации. Одна из распространенных слесарных процедур производится либо только под давлением, либо под давлением в сочетании с нагревом изгибаемого участка.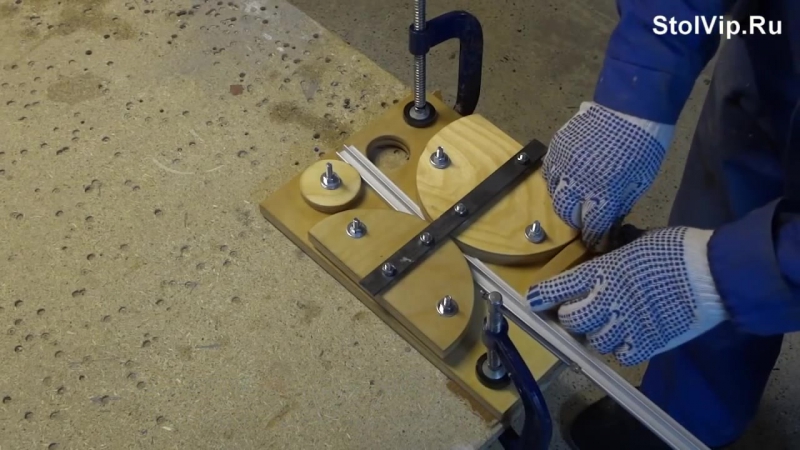
- материал в процессе изменения формы может утратить соосность сегментов, т.е. части изогнутой заготовки не будут располагаться в единой плоскости;
- растягиваемая наружная стенка на участке сгибания может не выдержать воздействия и банально лопнуть;
- сжимаемая внутренняя стенка может вместо равномерного сокращения сложиться складками, напоминающими гофру.
Без знания тонкостей сгибания профиля есть риск просто смять изделие, испортив заготовку. Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями. Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава.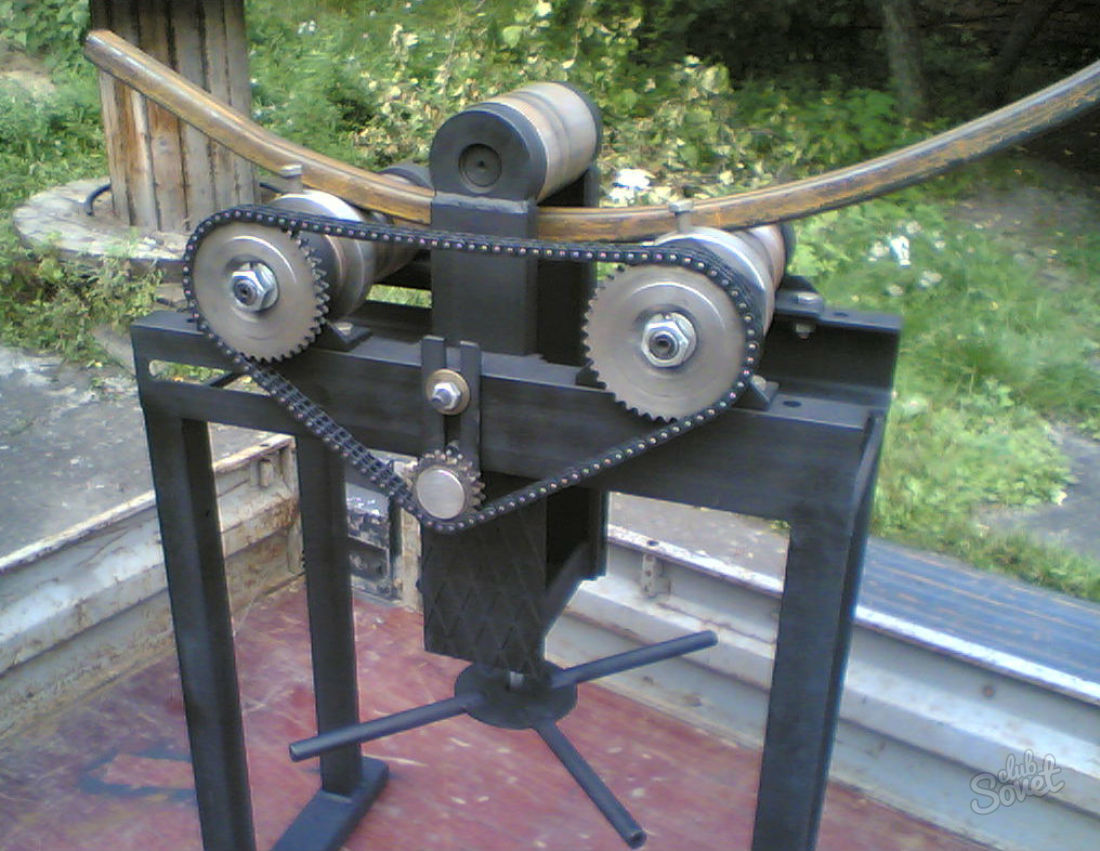
Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.
Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Способы гибки и их особенности
Сгибают профильный трубопрокат как в холодном, так и в горячем состоянии. Нагрев газовой горелкой ощутимо увеличит пластичность. Однако материал небольшого сечения превосходно гнется и без лишнего температурного воздействия, потому что тонкие трубы достаточно пластичны и легче поддаются приложенному к ним усилию.
Точных указаний по поводу применения нагрева для сгибания нет. Нормативами обозначены только размеры круглого проката, согласно чему воздействовать пламенем на обрабатываемый участок нужно при Ø 100мм и более. С квадратными и прямоугольными формами все происходит несколько иначе. На основании опыта народных умельцев:
- при высоте профиля до 10 мм заготовки однозначно гнут холодным способом;
- при высоте профиля 40 мм и более трубы гнут с нагревом.


Как проще и легче в домашних условиях согнуть профиль с высотой в интервале от 10 до 40мм, исполнителю придется решать самостоятельно. Если в арсенале мастера имеется профилегиб, с его помощью можно создать арочное закругление без нагрева. Нет аппарата, лучше заранее опробовать свои силы. Для этого нужно зажать один конец материала в тисках. На второй конец надеть трубу размером побольше, чем высота профиля, и потянуть за увеличенное подобным образом «плечо». Если получилось, нагревать металлические изделия нет смысла.
Вариант #1 – гибка с нагревом
Не поддающийся материал будем деформировать горячим методом, предварительно заполнив его песком. Так и качество обработки повысится, и равномерность сгиба обеспечится. Запасемся для работы «по горячему» брезентовыми рукавицами и приступим:
- из обрезков бруса или поленьев сделаем две пирамидальные заглушки, длина которых должна быть в 10 раз больше ширины основания. Площадь основания каждой самодельной пробки должна быть почти в 2 раза больше квадратного либо прямоугольного отверстия, которое ей предстоит затыкать;
- примерим, как «сядут» заглушки, затем на одной из них выберем с четырех сторон продольные пазы. Они нужны для выхода газа, который скопится при нагреве наполнителя;
- предварительно отжигаем заготовку на участке будущего сгиба;
- приготовим наполнитель. В качестве него возьмем чистый строительный песок средней зернистости. За неимением сыпучего стройматериала воспользуемся песком из детской песочницы. Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу;
- прокалим наполнитель при температуре 150ºС;
- забьем один конец деревянной пробкой, на которой нет каналов для отвода газов. Во второй конец установим воронку. В зависимости от размера установим заготовку под углом или перпендикулярно земле. Через воронку порционно будем насыпать наполнитель. Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
- закроем заполненную заготовку второй пробкой;
- отметим мелом на заготовке участок нагрева;
- закрепим заготовку либо в тисках с шаблоном, либо в зажиме. Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
- раскалим отмеченный участок докрасна, и аккуратно придадим заготовке необходимую форму. Сгибаем в один прием поступательным нерезким движением в строго горизонтальной или вертикальной плоскости;
- после остывания сравним результат с шаблоном. Если все в порядке, выбиваем либо выжигаем пробки и высыпаем песок.
 Они нужны для выхода газа, который скопится при нагреве наполнителя;
Они нужны для выхода газа, который скопится при нагреве наполнителя; Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;Описанная метода хороша для формирования единичных угловых сгибов, т.к. нагревать трубы несколько раз настойчиво не рекомендуют. Металл от многократного температурного шока теряет прочность. Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.
Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.
Вариант #2 – холодный метод
Пластическую деформацию профильного проката « по холодному» производят, как с наполнителем, так и без его применения. Материал с высотой профиля до 10 мм не требует заполнения. Более толстую трубу лучше заполнить песком или канифолью. Альтернативой песчаному наполнителю послужит пружина плотной навивки, размеры которой позволят плотно установить ее в полость на участке обработки. Пружинящая прокладка будет препятствовать резкому изменению сечения профиля в местах сгиба.
Гнуть «по холодному» в домашних условиях можно:
- вручную с использованием простейших приспособлений типа гибочных плит, тисков и оправки;
- с применением мобильного профилегиба – усовершенствованного аналога ручного трубогиба. Профилегиб отличается от устройства для сгибания круглых труб только формой выемки рабочего ролика;
- путем прокатки на самодельном или фабричном профилегибочном станке, который можно смастерить своими руками или приобрести в готовом виде.

Технические средства механизации гибки разумней и выгодней взять в аренду, если они нужны для разового строительства теплицы. Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
 Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
Модернизированная гибочная плита
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.

Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.
Использование ручного профилегиба
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу – многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката. Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Как согнуть трубу без трубогиба из различных материалов
Автор Монтажник На чтение 9 мин. Просмотров 15k. Обновлено
В домашнем хозяйстве многие умельцы своими руками делают парники, беседки, навесы для машин, самостоятельно монтируют отопительные, водопроводные и газопроводные магистрали. При этом им приходится иметь дело с трубами разных материалов, сечений и часто решать задачу — как согнуть трубу без трубогиба.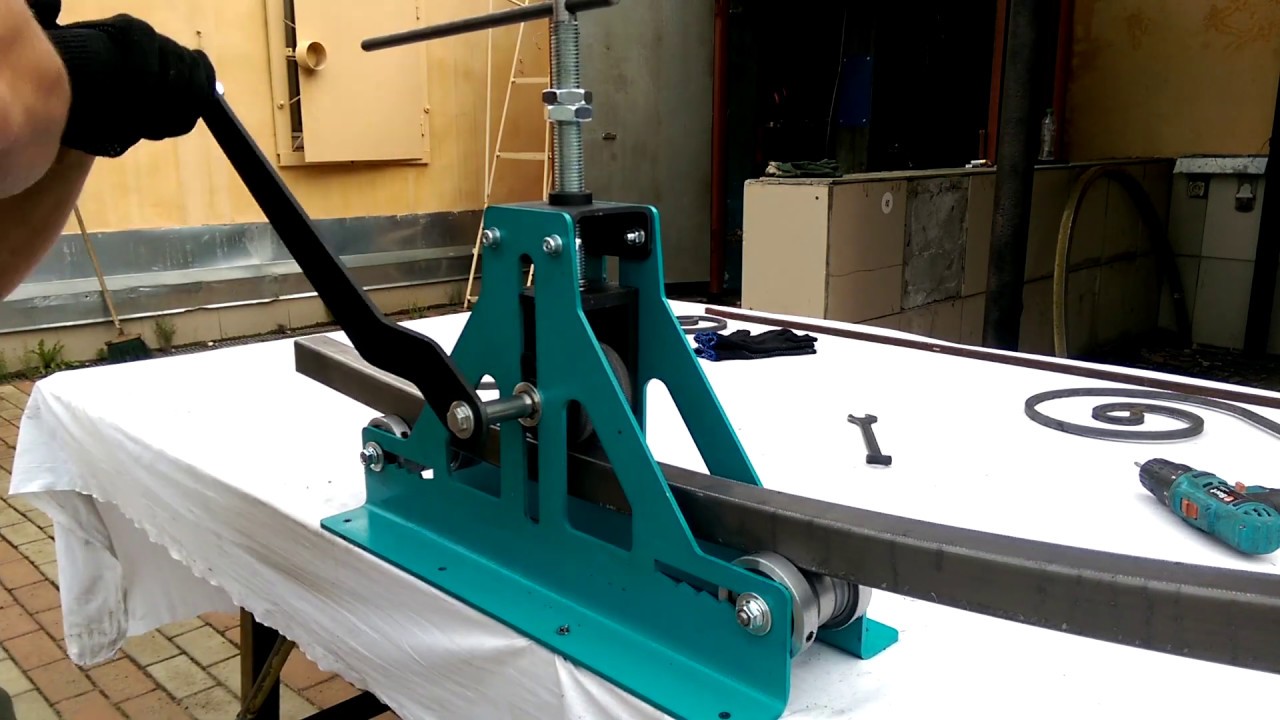
И дело не в экономии финансовых средств (простое ручное приспособление стоит недорого) — стандартный заводской трубогиб не может обеспечить весь широкий диапазон работ с различными длинами, радиусами и материалами, которые используются в бытовом хозяйстве. Поэтому методы сгибания, которые можно применять без использования заводских приспособлений, актуальны и полезны для изучения любым домашним мастером.
Рис. 1 Вспомогательные элементы для гибки без станка своими руками – шаблоны и пружины
Методы гибки труб в домашних условиях
Способы, как согнуть трубные элементы в домашнем хозяйстве без использования заводских приспособлений, довольно разнообразны, включают в себя физическое и температурное воздействие.
Применение горячего метода
Большинство металлов и сплавов, нагретых до высокой температуры, становятся более пластичным и легче поддаются пластической деформации. К таким материалам относятся: сталь, медь, алюминий, латунь, дюралюминий, алюминиево-железистая бронза. При термообработке становятся хрупкими цинковые сплавы, серый чугун, оловянистая бронза. При этом, чем выше температура нагрева, тем больше пластичность — для стали нагретой до 700ºС. усилие при деформации требуется в 4,5 раза больше, чем для изделий с температурой 1200ºС.
При термообработке становятся хрупкими цинковые сплавы, серый чугун, оловянистая бронза. При этом, чем выше температура нагрева, тем больше пластичность — для стали нагретой до 700ºС. усилие при деформации требуется в 4,5 раза больше, чем для изделий с температурой 1200ºС.
Также все нагретые металлы становится в 25 — 30 раз менее прочными, чем в холодном состоянии — это позволяет легко изгибать заготовки без сильного внутреннего противодействия, получая при этом наименьший радиус изгиба.
При температурном воздействии на металл основной опасностью является пережог — в этом случае при нагреве происходит оплавление металла, в его структуру проникает кислород и образуется хрупкие разрушаемые окислы.
Эффект пережога необратим и является браком, поэтому для исключения данного явления при нагреве следует применять приспособления с известной температурой струи или выдерживать определенное время нахождения нагреваемого участка в пламени.
Рис. 2 Гиб своими руками на шаблонах
2 Гиб своими руками на шаблонах
Используем наполнители — песок и воду
Использование песка или воды, помещенных внутрь заготовки, способствует равномерному распределению усилия по всей поверхности сгиба. Для работы используют мелкозернистый хорошо просушенный сеяный песок без посторонних вкраплений, который помещает во внутреннюю полость и закрывают обычными или жаростойким пробками в случае дальнейшего термического воздействия на трубную заготовку.
Воду редко используют — в жидком состоянии она при давлении выбивает пробки (с песком этого не происходит вследствие большого трения), поэтому ее обычно применяют зимой в замороженном состоянии. О нагреве в этом случае речи идти не может — трубы загибаются физическим воздействием на шаблонах или роликах.
Применение шаблонов
Для того, чтобы придать заготовке требуемую форму, часто используют шаблон. Им может быть любая поверхность, вокруг которой огибают заготовку — круглая труба большого сечения при спиральной намотке, стационарный валик с определенным диаметром, металлические пластины, к которым с усилием прижимают изгибаемую деталь. Для получения сложный криволинейной формы используются шаблоны из ряда саморезов, вкрученных в прочное основание и задающих путь деформируемому криволинейному элементу.
Для получения сложный криволинейной формы используются шаблоны из ряда саморезов, вкрученных в прочное основание и задающих путь деформируемому криволинейному элементу.
Рис. 3 Как гнут изделие без трубогиба нагревом
Валки
С помощью валков можно сделать самодельный ручной трубогиб рычажного типа, ничем не уступающий заводским образцам, при работе приспособления под воздействием рычага происходит огибание сферической поверхности валка деталью.
Наибольшей популярностью в бытовом хозяйстве пользуются трубогибочные вальцы, аналогичные промышленным агрегатам. Они состоят из двух вращающихся роликов, между которыми располагается третий на некотором расстоянии от их оси.
При работе заготовка помещается на два крайних ролика и к ней подводится центральной валок, создающий давление на поверхность — в результате происходит изгиб детали. С помощью данного приспособления можно получить достаточно большой равномерный радиус закругления на большом расстоянии, устройство особенно эффективно при создании арочных профилей для различного вида навесов и строительных конструкций.
На устройстве можно изгибать заготовки круглого и прямоугольного сечения, стальные уголки и пластины при конструкции валков с ручьями другого профильного сечения. Устройство способно работать с материалами большого сечения, его максимальный радиус закругления не превышает 3 — 4 трубных диаметров.
Рис. 4 Гибка профильной трубы своими руками на валках
Пружины
Пружины могут использоваться как самостоятельный трубогиб при работе с изделиями малых диаметров из мягких материалов (медь, металлопластик) или вспомогательное устройство, заменяющее промышленный дорн. Пружина может размещаться снаружи или во внутренней полости изделия, обеспечивая при его изгибании равномерное распределение нагрузки по площади места изгиба.
Как согнуть трубу без трубогиба — простые способы
Приведенные выше методы эффективно применяют в домашнем хозяйстве как самостоятельно, так и в сочетании с другими способами. При этом для работы с различного вида материалами, формой и сечения профиля, углами изгиба, следует применять различные технологии, обеспечивающие наилучшее качество и производительность.
Рис. 5 Гибка профильной трубы своими руками на самодельном трубогибе
Особенности гибки профильной трубы
Металлопрокат прямоугольного или квадратного сечения является популярным видом строительных материалов в домашнем хозяйстве, широко используется при сооружении перекрытий теплиц, беседок, различного вида навесов для хранения автомобильной техники и домашней утвари. Поэтому сгибание металлопрофиля является одной из актуальных задач в быту и производится следующими способами.
- Легко изогнуть профильную трубу своими руками можно при помощи простого шаблонного приспособления в виде круглого горизонтального или вертикального участка трубопровода. Для проведения операции один конец заготовки жестко фиксируют за шаблоном или просто опирают на поверхность, после чего перемещают заготовку, огибая верх шаблона. Если необходимо получить большой радиус изгибания по всей длине, деталь передвигают вперед и операцию снова повторяют.
- Популярным методом изгибания в хозяйстве и промышленности является использование круглых подвижных валков, вдоль которых огибают или многократно прокатывают заготовку. В быту такие устройства часто делают для получения арочного профиля, изготавливая разнообразные трехвалковые конструкции. Для получения меньшего радиуса закругления можно сделать и механическое ручное устройство с подвижным валком, вокруг которого при помощи длинного рычага огибают металлопрофильную заготовку.
 В быту такие устройства часто делают для получения арочного профиля, изготавливая разнообразные трехвалковые конструкции. Для получения меньшего радиуса закругления можно сделать и механическое ручное устройство с подвижным валком, вокруг которого при помощи длинного рычага огибают металлопрофильную заготовку.
В быту такие устройства часто делают для получения арочного профиля, изготавливая разнообразные трехвалковые конструкции. Для получения меньшего радиуса закругления можно сделать и механическое ручное устройство с подвижным валком, вокруг которого при помощи длинного рычага огибают металлопрофильную заготовку.Для получения малых радиусов закруглений также можно использовать песчаный наполнитель в сочетании с нагревом — сталь в этом случае изгибается с более высоким качеством.
Рис. 6 Способ согнуть металлическую трубу в змеевик
Как согнуть нержавеющую или стальную трубу
В домашнем хозяйстве часто требуется изгибать тонкостенную стальную трубу из нержавейки для создания спиральных змеевиков в системах отопления и самогонных аппаратах. Методы, которые используются при сгибании нержавейки, аналогичны общепринятым, при работах наибольшей популярностью пользуется следующие способы.
- Тонкостенную нержавейку при малом радиусе закругления нужно гнуть с применением пружинящих элементов (дорнов), обеспечивающих равномерную нагрузку на поверхность в зоне изгибания, или сыпучих наполнителей.
- Если необходимо изгибать заготовку с большим радиусом закругления, можно использовать универсальный трехвалковый самодельный агрегат или сгибать круглым шаблоном с использованием внутренней пружины.
- Толстостенную трубу из нержавейки лучше всего загибать после нагревания газовой горелкой, аналогичные операции проводят и со стальными толстостенными трубами при малом радиусе загибания.
Рис. 7 Как можно согнуть заготовку из меди
Как согнуть трубы из меди и алюминия
И всех металлических материалов, которые изгибают в домашнем хозяйстве, медь является самым гибким и мягким и не требует приложения больших усилий. Для работы с медными трубами на строительном рынке можно найти специальные пружины, которые устанавливаются на трубную поверхность, после чего изделие легко согнуть вручную. Для изгибания на жестких валках или самодельных трубогибах внутрь мягкой тонкостенной медной заготовки лучше засыпать песок или вставить пружину во избежание неправильный деформации профиля.
Рис. 8 Как гнуть деталь из алюминия
Алюминий относится к более хрупким и менее пластичным материалам, чем медь (у медных сплавов относительно удлинение составляет около 50%, у алюминиевых — не больше 20%), поэтому основным методом деформации толстостенного алюминия в быту является нагрев. Для выполнения этого действия необходимо провести следующие операции:
- Трубную заготовку устанавливают в тиски, участок в точке нагрева смазывают хозяйственным мылом.
- Производят нагрев участка газовой горелкой до тех пор, пока мыльное покрытие не начнет чернеть.
- После этого трубу сгибают с приложением физического усилия на нужный угол.
Рис. 9 Как загнуть трубный металлопластик
Как согнуть металлопластиковую трубу
Металлопластиковая труба любого размера и профильного сечения легко гнется даже руками, если установить большие пальцы рук во внутренний радиус в форме закругления. Основным методом для качественного изгиба металлопластика является использование пружин, которые можно приобрести в торговой сети или изготовить самостоятельно. Главное действие, которое при этом выполняется — вставка пружины внутрь или снаружи заготовки и ее ручная деформация до получения нужной конфигурации изгиба. Для получения сложной формы лучше использовать внутреннюю пружину (наружная будет скользить по поверхности и деталь может проворачиваться) или шаблоны по направлению, обозначенному вкрученными в лист ДСП или ДВП шурупами.
Как согнуть полипропиленовую трубу
Для работы с полипропиленовыми трубами не требуется специальное оборудование или сложные самодельные устройства, достаточно обычного бытового фена. Чтобы получить качественное закругление, поступают следующим способом:
- Насыпают в полость трубы сыпучий материал (песок или искусственный наполнитель), заклеивают ее торцы липкой лентой.
- Закрепляют один конец заготовки и производят нагрев феном в нужной точке, одновременно прилагая физическое усилие по сгибанию.
- На следующем этапе жестко фиксируют деталь, ожидая ее остывания. Для упрощения можно использовать направляющие из винтов, вкрученых в деревянную плиту.
После остывания деталь извлекают, освобождают от липкой ленты и наполнителя.
Рис. 10 Методика сгибания полипропиленовой трубы
Делаем выводы
Основными помощниками при сгибании тонкостенных труб из любых материалов в домашнем хозяйстве является наружные и внутренние пружины, или наполнители из песка, позволяющие равномерно распределить прилагаемое усилие. Если мы гнем стальные трубы трубопроводов с толстыми стенками, при большом радиусе практично использовать трехвалковые самодельные конструкции, а при малом – нагревать профиль газовыми горелками.
Рис. 11 Как изгибают трубу в домашних условиях
В быту при желании каждый домовладелец может гнуть трубы из различных материалов без применения заводских трубогибов — для этого используются простые пружинные детали или несложные самодельные устройства. Чтобы сделать ручной трубогиб, понадобится сварочный аппарат и некоторые навыки сварщика, во многих случаях незаменимым помощником в проведении работ является паяльная лампа.
Как согнуть трубу без трубогиба своими руками, видео
Время от времени в быту приходится деформировать металлические трубы различной конфигурации и длины. Как согнуть трубу без трубогиба, если нет возможности его приобрести, или стационарно установить? Тем не менее, существуют достаточно простые технологические приёмы, позволяющие имеющимися подручными средствами изогнуть металлическую (алюминиевую, медную и даже стальную) трубу своими руками, причём не только круглого поперечного сечения, но даже и профильную.
Почему не стоит получать такие изделия при помощи обычного молотка и наковальни
Чаще всего гибка труб выполняется с целью обеспечения сантехнических коммуникаций или внутренней разводки водопроводной сети в доме. Высокое значение момента сопротивления полого элемента не просто увеличивает усилие, но и сопровождается значительной деформацией внутреннего периметра. Такая труба, возможно, и пропустит через себя поток жидкости, но с огромным гидросопротивлением¸ которое в итоге приведёт к преждевременному разрушению арматуры. Не говорим уже о том, что сам вид такого изделия не может вызывать эстетического удовольствия.
Обычная гибка труб при помощи молотка (либо кувалды – если есть желание согнуть профильную трубу с большим периметром) и наковальни с надлежащим качеством невозможна. Дело в том, что при сосредоточении изгибающей нагрузки по внешней поверхности трубы, внутренний её периметр никаким силовым фактором не уравновешивается. В результате возникают опасные растягивающие напряжения, которые становятся причиной появления многочисленных складок, трещин и гофров.
Таким образом, для качественного результата следует создать в зоне гиба подпирающее усилие, благодаря которому в зоне деформации создастся объёмное напряжённое состояние. Последнее повышает пластичность, и позволяет выполнять деформирование без опасности разрушения.
Гибка труб, круглых в плане
При отсутствии трубогиба деформацию можно выполнять двумя методами:
- Механическим, приложением необходимого изгибающего момента;
- Термическим, путём снижения предела текучести материала.
Механические методы, в свою очередь, подразделяются на гибку с применением профилированного инструмента, и с использованием промежуточных рабочих сред.
Для осуществления гибки по контуру вполне пригодны металлические ролики, имеющие канавки под установку резиновых колец. Имея набор из таких роликов, можно обрабатывать трубы широкой номенклатуры. Ролики с квадратными канавками позволят согнуть и профильную трубу.
Схема гибки при помощи рычага-удлинителя
Необходимо отметить, что описанные далее приёмы не потребуются, если предстоит гибка на небольшой (до 15 — 20°) угол, а также при радиусах, более чем в 6 — 10 раз превышающих толщину стенки (меньшие значения касаются более пластичных материалов).
Гибка на жёстком инструменте
Например, медную или алюминиевую трубу диаметром не более 20 — 30 мм можно согнуть на простой оправке, которую можно изготовить из двух толстолистовых полос. Их внешняя конфигурация должна соответствовать требуемому значению радиуса гибки, а расстояние равняться примерно половине внешнего размера изделия. Такую конструкцию легко изготовить своими руками, а затем прикрепить при помощи профильных уголков к верстаку, либо просто зажать в тисках. По периметру сверлится несколько отверстий, в которые вставляются хомуты, фиксирующие противоположный конец. После этого деформация (в буквальном смысле слова) своими руками выполняется достаточно легко.
Ограничением данного метода является то, что габариты инструмента определяются длиной заготовки, поэтому гибка длинных труб потребует значительного свободного пространства. Универсальность способу придаст регулируемое расстояние между смежными полосами, на которые будет опираться обрабатываемая деталь.
Термический способ заключается в том, что подлежащий обработке участок разогревается паяльной лампой до температуры 350 — 400 °С. В результате увеличивается пластичность, что позволяет снизить верхнюю допустимую границу усилий гибки. Прилагаемая деформирующая сила заметно снизится, что даст возможность согнуть своими руками даже толстостенную или профильную трубу. Вместе с тем для стальной трубы качество поверхности ухудшится. Поэтому после обработки придётся применить последующее шлифование или пескоструйную обработку. Алюминиевую или медную трубу большого диаметра часто изгибают именно таким способом.
Гибка с применением промежуточной рабочей среды
Данный метод является одним из наиболее качественных. К тому же, он не имеет ограничений, как по поперечной конфигурации, так и по длине детали. Последовательность реализации процесса следующая:
- В подлежащую гибке заготовку засыпают доверху мелкий (это важно!) песок.
- Нижнюю часть заглушают деревянным чопиком.
- В противоположный торец вливают воду, чтобы увлажнить песок, и повысить его сплошность.
- Заготовку периодически встряхивают, чтобы снизить до минимума пустоты.
- Когда труба полностью заполнена, её заглушают.
- Опирают изделие на толстостенную трубу с подходящими размерами.
- Выполняют изгиб своими руками до требуемой конфигурации, учитывая пружинение (медную или алюминиевую трубу гнут непосредственно «в размер», а стальную – до угла, превышающего необходимое значение на 5 — 7°).
- Выжигают чопики, и тщательно очищают конструкцию.
Можно применять также пружину растяжения, габариты которой соответствуют размерам трубчатой заготовки. Пружину предварительно прикрепляют к прочному пруту, а после окончания процесса извлекают его. Трудность заключается в подборе требуемого диаметра пружины, и в последующем её распрямлении.
гнутая прямоугольная труба в домашних условиях, изгиб квадратной трубы без трубогиба, как гнуть профтрубу своими руками
Содержание:
Профильные виды труб с сечением квадратной или прямоугольной формы позволяют сооружать разнообразные конструкции, способные выдерживать повышенные нагрузки. При возведении частного строения нужно обладать навыками и знаниями, как согнуть профильную трубу в домашних условиях собственноручно, чтобы не повредить ее целостность.
Основные характеристики профильных труб
Главной особенностью профильных труб по сравнению со стандартными изделиями считается их сечение. Именно данная разница не во всех случаях позволяет использовать стандартные способы изгиба для создания требуемого радиуса кривизны.
Кроме этого, промышленные предприятия производят профильную трубную продукцию из разнообразных материалов, в том числе из меди, алюминия, латуни и т.д. Это приводит к необходимости использования разных техник, чтобы в итоге согнуть профильную трубу.
В процессе осуществления механических воздействий с целью получения изогнутого изделия труба может получить дефекты и тогда в процессе эксплуатации целостность конструкции со временем разрушится. По этой причине желательно изучить возможность ее растяжения до того, как согнуть профтрубу.
Чтобы достигнуть нужного радиуса изгиба при выполнении работы самостоятельно, следует ее делать плавно и неторопливо и контролировать величину прилагаемых усилий. Это позволит значительно уменьшить вероятность возникновения повреждений и получить требуемую форму изделия.
На выбор варианта, как в домашних условиях согнуть квадратную трубу, оказывает влияние толщина стенок трубной продукции. При четком представлении, каким должен получиться конечный результат, и правильном подходе к определению способа гнутья возведенная конструкция будет отличаться прочностью, надежностью, эстетичным видом и долговечностью.
Следует знать, что при термическом воздействии, оказываемом на профильные изделия, происходят изменения во внутренней структуре металла, из которого они произведены. В итоге прочность и надежность конструкции может оказаться под большим вопросом. Помимо этого, многократные попытки гнуть профильную трубу своими руками, приведут к ее разрушению.
Использование трубогиба
Согнуть профильную трубу без трубогиба или иных аналогичных приспособлений в домашних условиях будет непросто, особенно при большой толщине стенок изделий из металлов (прочитайте: «Как загнуть трубу без трубогиба – способы для разных материалов»). Если планируется одноразовая работа, то приобретать станок для изгиба труб нет смысла. Специальное оборудование в данном случае лучше взять в аренду, обратившись в компании, которые оказывают подобные услуги.
Если предстоит гнуть своими руками профильную трубу, наиболее целесообразно и разумно использовать трубогиб, имеющий специальное ведущее колесо. Оно, передвигаясь по одной из граней, позволяет выгнуть профильное изделие так, как необходимо домашнему умельцу в конкретном случае.
Трубогибы выпускают:
- с ручным управлением;
- с электроприводом.
Когда изгиб профильных изделий выполняется вручную, колесо приспособления приводится в движение при помощи специальной ручки. Применять данный способ следует в том случае, когда сечение трубы имеет небольшую площадь, а будущая конструкция должна получиться не громоздкой и ее форму можно изменить собственноручно.
При большом объеме работ и таком же размере труб, потребуется трубогиб для профильной трубы, оборудованный электроприводом, который приводится в движение просто – путем нажатия на кнопку. Принцип функционирования данного устройства аналогичен – колесо передвигается по грани трубы, но результат получается более эстетичным и менее трудозатратным.
Другие способы собственноручного сгибания труб
Существует несколько вариантов, позволяющих сделать изгиб профильной трубы в бытовых условиях без специальных станков.
К выполнению гибки металлических изделий относительно радиуса, предъявляется несколько требований. Толщина их стенок должна превышать 2 сантиметра, иначе изгиб способен нарушить целостность трубы. При высоте профиля (обозначенной буквой Z) более 2-х сантиметров труба, согнутая на отрезке протяженностью 3,5хZ, не разрушится и не станет менее надежной.
Важную роль играет температура, которую при сгибании имеет изделие. Известно, что трубе, находящейся в нагретом состоянии, придать кривизну гораздо легче. При проведении работ в бытовых условиях необходимо придерживаться техники безопасности.
Чтобы выполнить изгиб труб, имеющих высоту профиля до 1 сантиметра, не требуется нагревать изделия для придания им криволинейного очертания. А вот трубную продукцию с высотой профиля свыше 4-х сантиметров без нагрева согнуть своими руками не удастся.
Использование болгарки при сгибании профильных труб
Чтобы гнутая профильная труба, сделанная своими руками, получилась требуемого радиуса загиба, можно применить болгарку.
Для этого:
- В месте, где планируется изгиб, нужно выполнить несколько поперечных пропилов (как правило, их потребуется 3).
- Потом следует собственноручно согнуть профильную трубу.
- В завершении места пропилов сваривают сварочным аппаратом.
Поскольку у профильной продукции сечение имеет правильную форму, то полученное изделие должно приобрести эстетичный вид при условии, что сваренные участки будут тщательно зашлифованы. Одновременно показатели прочности останутся прежними.
Изгиб профильных изделий с применением пружины
Данный вариант отличается простотой исполнения, для чего потребуется выполнить следующий перечень работ:
- Берут проволоку, желательно, чтобы она была стальной, толщиной примерно 2 миллиметра, и делают из нее пружину.
- Далее ее вставляют в трубу.
- Нагревают место будущего сгиба.
- В завершение работы изгибают изделие, соблюдая требуемый радиус.
Следует сразу же следить за правильностью сгиба профильной трубной продукции, поскольку нагретое изделие сохраняет свою эластичность непродолжительное время.
В процессе изготовления пружины нужно обращать внимание на такой важный момент: ее сегменты должны быть меньше на 1,5 –2 миллиметра, чем параметры соответствующей стороны сечения, которое имеется у профильного металлического изделия. Если придерживаться данного правила, не возникнет проблем с тем, как вставить пружину внутрь трубы.
Применение песка для сгибания трубы
При отсутствии возможности воспользоваться услугами профессионалов, когда работу приходится выполнять своими руками в бытовых условиях, помочь согнуть профильную трубу могут оригинальные решения, для реализации которых не потребуются большие финансовые затраты. При этом не придется прикладывать значительных физических усилий. Читайте также: «Как согнуть трубу без трубогиба – проверенные варианты для разных видов труб».
Например, чтобы получилась квадратная или прямоугольная гнутая труба, используют песок, предварительно просеянный и хорошо просушенный. Также нужны будут деревянные клинья, имеющие соизмеримый срез изделия, и которые можно будет вбить в трубу.
Порядок выполнения действий выглядит так:
- С одной из сторон трубного изделия забивают клин.
- Внутрь трубы насыпают песок.
- Забивают клин со второй стороны, получив в итоге своеобразную заглушку.
- После фиксации одного конца приступают к изгибу трубы на нужную величину радиуса. При желании место будущего сгиба для облегчения процесса можно нагреть.
За счет песка, засыпанного внутрь, будет обеспечена прочность и целостность конструкции трубы. После успешного выполнения работы его удаляют, предварительно убрав деревянные клинья.
Выполнение изгиба труб при помощи воды
Изогнуть профильную трубу собственными силами в домашних условиях также можно с помощью воды. Этот вариант задействуют, когда трубная продукция произведена из меди или другого цветного металла. Один конец изделия закрывают заглушкой и наливают внутрь его воду. Изделие следует поместить в место, где вода замерзнет. После этого согнуть его самостоятельно будет несложно. Чтобы легче получилась труба квадратная гнутая, нужно сгибать ее не посередине, а ближе к одному из концов.
Как согнуть профильную трубу без трубогиба: видео-инструкция
В процессе работы (обычно совершенно неожиданно) может возникнуть вопрос – а как согнуть профильную трубу в домашних условиях? На сегодняшний день есть несколько достаточно эффективных методик, и при наличии определенной сноровки с задачей можно справиться, не обращаясь в мастерскую к профессионалам.
Изготовить подобные детали можно и самостоятельно
Способ 1. Использование трубогибочных машин
Когда мы говорим о гибке профильных труб, то чаще всего подразумеваем формирование из заготовки дуги определенного радиуса. Чем больше этот радиус, тем легче наша задача, поскольку так внутренняя полость будет подвергаться меньшим деформациям (читайте также статью “Защитная асмольно-полимерная лента для труб”).
Обратите внимание! Изгибать круглые и профильные трубы под прямым углом не получится: излом практически гарантирован. Для этой цели обычно применяют либо сварное соединение, либо специальные переходники, позволяющие состыковать два отдельных отрезка.
Ручной станок для обработки профильных и круглых заготовок
Если необходимость в изготовлении дуг возникает достаточно регулярно, то стоит приобрести ручной или стационарный профилегибочный станок. Он представляет собой устройство с несколькими валиками, которые воздействуют на заготовку, придавая ей нужную форму.
Инструкция по работе на трубогибе достаточно проста:
- Деталь нужного размера укладываем в станок и зажимаем в креплениях.
- Включаем электродвигатель или начинаем вращать рукоятку.
- Рабочие валики смещают ось трубы в направлении изгиба, при этом одновременно выполняется растягивание одной из стенок.
- На противоположную стенку воздействует гибочный шаблон, придавая заготовке нужную форму.
- Для снижения деформации внутренней полости часто применяют гидравлическую стабилизацию: края детали закрываются заглушками, а вовнутрь под небольшим давлением закачивается жидкость.
Стационарный трубогиб
Чтобы повысить эффективность всех операций, стоит соблюдать такие правила:
- Чем медленнее мы производим обработку, тем ниже риск излома или неконтролируемой деформации деталей.
- При работе следует принимать во внимание ограничения по толщине стенки и сечению трубы, актуальные для вашей модели станка.
- Толстые трубы лучше изгибать в заводских условиях после предварительного прогрева: за счет увеличения пластичности металла повышается качество обработки.
Цена бытовых устройств данного типа стартует примерно со 100 долларов. Вот почему для обработки небольшого количества деталей можно либо арендовать аппарат на несколько дней, либо воспользоваться услугами мастеровой.
Народные средства
Способ 2. Подрезка и сварка
Несколько надрезов облегчат работу
Однако трубогибочный аппарат под рукой есть далеко не всегда. Вот почему любому мастеру стоит заранее изучить, как загнуть профильную трубу в домашних условиях с применением более распространенных инструментов.
Если целостность внутренней полости для нас не является критичной, можно воспользоваться угловой шлифовальной машинкой и сварочным аппаратом:
- На деталь наносим разметку, выделяя участок, по которому будет проходить линия изгиба.
- С внутренней стороны с помощью болгарки с отрезным диском делаем несколько пропилов не менее чем на 3/4 сечения.
- Взявшись за концы детали, формируем изгиб.
Совет! при необходимости излишки металла вырезаем той же болгаркой.
- Фиксируем заготовку в шаблоне и свариваем края разрезов.
- После того как металл остынет, меняем диск болгарки на шлифовальный и полируем обработанную поверхность.
Дуги, подвергнутые сварке и полировке
Способ 3. Внутренняя пружина
Если сохранение целостности стенок является принципиальным, то для выполнения стоящей перед нами задачи нужно своими руками изготовить специальную пружину:
Фото квадратной пружины с плотной навивкой
- Берем стальную проволоку диаметром до 4 мм. Чем толще стенки трубы, тем прочнее должна быть проволока.
- Используя полнотелую стальную болванку, навиваем пружину квадратного сечения. Размер стороны квадрата подбираем таким образом, чтобы полученная конструкция без труда проходила во внутреннюю полость трубы.
- Закладываем пружину в область изгиба, после чего прогреваем деталь паяльной лампой.
- Используя шаблон или круглую болванку подходящего диаметра, формируем дугу. При этом пружина внутри защитит деталь от излома и сохранит ее профиль.
Данная методика является довольно трудоемкой, поскольку изготовление пружины отнимает много времени и сил. С другой стороны, использовать эластичную вставку можно многократно, так что описанный способ вполне подходит для выполнения масштабных работ.
Способ 4. Заполнение песком или водой
Если же под рукой нет подходящей стальной проволоки, а необходимость в изготовлении дуги из трубчатой заготовки стоит довольно остро, стоит воспользоваться одной из методик, предполагающих внутреннее заполнение.
В качестве заполнителя можно использовать жидкость:
- Перед тем как гнуть профильную трубу из меди с тонкими стенками (иногда они используются в отопительных системах), ее полость заливаем водой, герметично закрыв оба торца.
- После заливки выносим изделие на холод или помещаем в морозильную камеру. Ожидаем до тех пор, пока вода полностью замерзнет.
- Используя болванку или шаблон, производим загиб трубы, после чего вынимаем пробки и сливаем воду.
Обработка заготовки с прогревом
В теплое время года, а также при обработке толстостенных заготовок воду заменяем песком:
- Материал просеиваем, удаляя все загрязнения, после чего тщательно прокаливаем на огне.
- Один край заготовки затыкаем деревянной пробкой.
- Засыпаем в полость сухой песок, тщательно уплотняя его путем постукивания по земле или верстаку.
- Устанавливаем пробку на другой конец детали и выполняем гибку. Если не спешить, то песок за счет поддержания внутреннего давления не позволит сформироваться внутреннему излому.
Схема гиба
Вывод
Если вы хотя бы периодически работаете с металлом, то знать о том, как согнуть профильную трубу без трубогиба, вам нужно обязательно. Конечно, все описанные методы не смогут в полной мере заменить качественное профессиональное оборудование, но в критической ситуации они способны прийти на помощь, позволив решить поставленную задачу максимально оперативно (см.также статью “Дефлектор на трубу – что это такое и зачем он нужен”).
Если вы захотите ознакомиться с технологией обработки более подробно, рекомендуем просмотреть видео в этой статье.
Выполнение изгиба труб при помощи воды
Изогнуть профильную трубу собственными силами в домашних условиях также можно с помощью воды. Этот вариант задействуют, когда трубная продукция произведена из меди или другого цветного металла. Один конец изделия закрывают заглушкой и наливают внутрь его воду. Изделие следует поместить в место, где вода замерзнет. После этого согнуть его самостоятельно будет несложно. Чтобы легче получилась труба квадратная гнутая, нужно сгибать ее не посередине, а ближе к одному из концов.
Как согнуть профильную трубу без трубогиба: видео-инструкция
В процессе работы (обычно совершенно неожиданно) может возникнуть вопрос – а как согнуть профильную трубу в домашних условиях? На сегодняшний день есть несколько достаточно эффективных методик, и при наличии определенной сноровки с задачей можно справиться, не обращаясь в мастерскую к профессионалам.
Изготовить подобные детали можно и самостоятельно
Способ 1. Использование трубогибочных машин
Когда мы говорим о гибке профильных труб, то чаще всего подразумеваем формирование из заготовки дуги определенного радиуса. Чем больше этот радиус, тем легче наша задача, поскольку так внутренняя полость будет подвергаться меньшим деформациям (читайте также статью “Защитная асмольно-полимерная лента для труб”).
Обратите внимание! Изгибать круглые и профильные трубы под прямым углом не получится: излом практически гарантирован. Для этой цели обычно применяют либо сварное соединение, либо специальные переходники, позволяющие состыковать два отдельных отрезка.
Ручной станок для обработки профильных и круглых заготовок
Если необходимость в изготовлении дуг возникает достаточно регулярно, то стоит приобрести ручной или стационарный профилегибочный станок. Он представляет собой устройство с несколькими валиками, которые воздействуют на заготовку, придавая ей нужную форму.
Инструкция по работе на трубогибе достаточно проста:
- Деталь нужного размера укладываем в станок и зажимаем в креплениях.
- Включаем электродвигатель или начинаем вращать рукоятку.
- Рабочие валики смещают ось трубы в направлении изгиба, при этом одновременно выполняется растягивание одной из стенок.
- На противоположную стенку воздействует гибочный шаблон, придавая заготовке нужную форму.
- Для снижения деформации внутренней полости часто применяют гидравлическую стабилизацию: края детали закрываются заглушками, а вовнутрь под небольшим давлением закачивается жидкость.
Стационарный трубогиб
Чтобы повысить эффективность всех операций, стоит соблюдать такие правила:
- Чем медленнее мы производим обработку, тем ниже риск излома или неконтролируемой деформации деталей.
- При работе следует принимать во внимание ограничения по толщине стенки и сечению трубы, актуальные для вашей модели станка.
- Толстые трубы лучше изгибать в заводских условиях после предварительного прогрева: за счет увеличения пластичности металла повышается качество обработки.
Цена бытовых устройств данного типа стартует примерно со 100 долларов. Вот почему для обработки небольшого количества деталей можно либо арендовать аппарат на несколько дней, либо воспользоваться услугами мастеровой.
Народные средства
Способ 2. Подрезка и сварка
Несколько надрезов облегчат работу
Однако трубогибочный аппарат под рукой есть далеко не всегда. Вот почему любому мастеру стоит заранее изучить, как загнуть профильную трубу в домашних условиях с применением более распространенных инструментов.
Если целостность внутренней полости для нас не является критичной, можно воспользоваться угловой шлифовальной машинкой и сварочным аппаратом:
- На деталь наносим разметку, выделяя участок, по которому будет проходить линия изгиба.
- С внутренней стороны с помощью болгарки с отрезным диском делаем несколько пропилов не менее чем на 3/4 сечения.
- Взявшись за концы детали, формируем изгиб.
Совет! при необходимости излишки металла вырезаем той же болгаркой.
- Фиксируем заготовку в шаблоне и свариваем края разрезов.
- После того как металл остынет, меняем диск болгарки на шлифовальный и полируем обработанную поверхность.
Дуги, подвергнутые сварке и полировке
Способ 3. Внутренняя пружина
Если сохранение целостности стенок является принципиальным, то для выполнения стоящей перед нами задачи нужно своими руками изготовить специальную пружину:
Фото квадратной пружины с плотной навивкой
- Берем стальную проволоку диаметром до 4 мм. Чем толще стенки трубы, тем прочнее должна быть проволока.
- Используя полнотелую стальную болванку, навиваем пружину квадратного сечения. Размер стороны квадрата подбираем таким образом, чтобы полученная конструкция без труда проходила во внутреннюю полость трубы.
- Закладываем пружину в область изгиба, после чего прогреваем деталь паяльной лампой.
- Используя шаблон или круглую болванку подходящего диаметра, формируем дугу. При этом пружина внутри защитит деталь от излома и сохранит ее профиль.
Данная методика является довольно трудоемкой, поскольку изготовление пружины отнимает много времени и сил. С другой стороны, использовать эластичную вставку можно многократно, так что описанный способ вполне подходит для выполнения масштабных работ.
Способ 4. Заполнение песком или водой
Если же под рукой нет подходящей стальной проволоки, а необходимость в изготовлении дуги из трубчатой заготовки стоит довольно остро, стоит воспользоваться одной из методик, предполагающих внутреннее заполнение.
В качестве заполнителя можно использовать жидкость:
- Перед тем как гнуть профильную трубу из меди с тонкими стенками (иногда они используются в отопительных системах), ее полость заливаем водой, герметично закрыв оба торца.
- После заливки выносим изделие на холод или помещаем в морозильную камеру. Ожидаем до тех пор, пока вода полностью замерзнет.
- Используя болванку или шаблон, производим загиб трубы, после чего вынимаем пробки и сливаем воду.
Обработка заготовки с прогревом
В теплое время года, а также при обработке толстостенных заготовок воду заменяем песком:
- Материал просеиваем, удаляя все загрязнения, после чего тщательно прокаливаем на огне.
- Один край заготовки затыкаем деревянной пробкой.
- Засыпаем в полость сухой песок, тщательно уплотняя его путем постукивания по земле или верстаку.
- Устанавливаем пробку на другой конец детали и выполняем гибку. Если не спешить, то песок за счет поддержания внутреннего давления не позволит сформироваться внутреннему излому.
Схема гиба
Вывод
Если вы хотя бы периодически работаете с металлом, то знать о том, как согнуть профильную трубу без трубогиба, вам нужно обязательно. Конечно, все описанные методы не смогут в полной мере заменить качественное профессиональное оборудование, но в критической ситуации они способны прийти на помощь, позволив решить поставленную задачу максимально оперативно (см.также статью “Дефлектор на трубу – что это такое и зачем он нужен”).
Если вы захотите ознакомиться с технологией обработки более подробно, рекомендуем просмотреть видео в этой статье.
Как правильно согнуть трубу профилькую, металлопластиковую, без трубогиба
При проведении строительных или ремонтных работ очень часто приходится сталкиваться с необходимостью согнуть под определенным углом трубу для монтажа систем водопровода, отопления и пр. Если заранее не были приобретены уже готовые изогнутые трубы, то это можно сделать в домашних условиях с имеющимися трубами, но делать это необходимо правильно, с учетом всех требований. Иначе можно просто поломать дорогой материал.
Приспособления для сгибания труб
Согнуть трубу можно самыми разными способами, даже вручную, но при этом существует высокий риск поломки. Поэтому лучше всего для сгибания использовать специальное оборудование или подручные материалы, которые в разы облегчат процедуру сгибания.
Трубогиб
Для того чтобы согнуть металлическую трубу применяются специальные приспособления – профессиональные трубогибы, различные по своей конструкции:
- ручной трубогиб используется для сгибания труб с небольшим диаметром поперечного сечения. Как правило, на данном устройстве можно гнуть трубы из цветных металлов и нержавеющей стали. Перед тем как согнуть алюминиевую трубу или из нержавеющей стали, необходимо один ее конец вставить в трубогиб и при помощи рычага постепенно сгибать изделие до нужного угла.
- гидравлические трубогибы – это устройства, предназначены для сгибания труб больших диаметров. В данном устройстве все приложенные для сгибания усилия компенсируются за счет гидроцилиндров. Как согнуть трубу большого диаметра с помощью гидравлического трубогиба? Сначала необходимо определить место сгиба, затем закрепить один конец трубы в пазах трубогиба и с помощью рычага выполнять поступательные движения.
- чтобы согнуть трубы, имеющие разный диаметр поперечного сечения, используются электромеханические трубогибы. Они отличаются высокой производительностью, точностью выполнения сгиба трубы и отсутствием необходимости в физической силе оператора. Такие устройства дорогостоящие, поэтому приобретать их для частного использования не стоит.
Плоскопараллельная пластина
В случае если согнуть трубу крайне необходимо, а под рукой нет трубогиба, то для сгибания трубы можно использовать пластину – уже изогнутую заготовку с пазом, которая подходит для сгибания металлических и металлопластиковых труб с диаметром до 45 мм. Трубу, которую необходимо изогнуть, вставляют в специальный хомут на пластине, зажимают и гнут ее вдоль пластины по пазу. Данный способ сгибания без трубогиба, достаточно примитивный, но, как показывает практика, очень надежный.
Важно! С помощью плоскопараллельной пластины можно сгибать только короткие трубы.
На рисунке изображена простейшая конструкция плоскопараллельной пластины, где 1 – это плита, 2 – пластина, 3 – хомут, 4 – труба, которую необходимо согнуть. Такое устройство можно сделать самому.
Стальная пружина
Для сгибания труб из цветных металлов, достаточно мягких и податливых, которые зачастую при сгибании повреждаются, лопаются, применяется стальная пружина средней жесткости, диаметр которой должен позволять ей войти вовнутрь трубы. Пружина вводится до места будущего сгиба, после этого трубу можно сгибать на колене или закрепив ее в тисках. Стальная пружина позволит стенкам трубы легко сгибаться, не деформируясь и не лопаясь, потому как принимает на себя все усилия сжатия и растяжения металла.
Помните! Перед тем как вставлять стальную пружину в трубу, закрепите к ее концу длинную проволоку или прочный шнур, с помощью которого вы без проблем достанете пружину из трубы после сгибания.
Методы сгибания труб без трубогиба из разных материалов
Зачастую бывает, что согнуть трубу необходимо сиюминутно, чтобы успеть завершить прокладывание водопровода, монтажа теплого пола или окончить создание криволинейного изделия, а под рукой трубогиба нет и к ближайшей мастерской очень далеко. Что делать в такой ситуации? И как ее согнуть без трубогиба?
Советы по сгибу металлопластиковой трубы
В строительстве частных домов часто используются металлопластиковые трубы, как правило, гнутые. Но сгибать их с помощью трубогиба не рекомендуется! Поэтому их сгибать лучше вручную – так и проще и быстрее. Но и одним махом гнуть трубу не стоит. Ведь существует большой риск ее повреждения. Поэтому лучше выполнять сгибание постепенно, медленно, поступательными движениями. Для этого необходимо взять трубу в руки и в 5-6 подходов согнуть ее под нужным углом.
Сгибаем трубу из полипропилена
Гнутые полипропиленовые трубы, как правило, используются при прокладывании систем водопровода, отопления, канализации в обход какого-то препятствия. Но полипропилен – это достаточно твердый материал, который не поддается сгибанию, при сгибании пружинят и возвращаются в исходное положение.
Тогда как согнуть полипропиленовую трубу? С помощью применения промышленного фена! Постепенно прогревая в месте сгиба, можно согнуть ее под любым углом. Главное, постоянно греть и в то же время сгибать ее плавными движениями. Но помните, что сильно разогревать трубу из полипропилена тоже нельзя, потому как он начнет плавиться.
Как согнуть профильную трубу
Профильные трубы в основном используются при строительстве теплиц, беседок и прочих придомовых строений. Однако если трубу с круглым сечением можно согнуть при помощи ручного или профессионального трубогиба, то профильную так согнуть не получится – она просто в месте сгиба сплющится или треснет. Как правило, для того чтобы ее согнуть, используются специальные станки – профилегибы. Но для частного применения такие станки очень дорогие и в их покупке нет надобности. Поэтому для частного использования можно приобрести ручные трубогибы, на которых можно сгибать трубы как с квадратным сечением, так и с круглым.
Единственный нюанс, который появляется при сгибании профильных труб на ручном трубогибе, – это необходимость в применении пользователем достаточно большой физической силы. При этом важно помнить, что на ручном трубогибе можно сгибать исключительно стальные, медные и полимерные трубы с небольшим диаметром поперечного сечения.
Но можно воспользоваться еще и «народными методами». Например, согнуть можно с помощью песка или воды.
Как согнуть квадратную трубу с помощью песка? Для этого необходимо вовнутрь нее засыпать сухой песок, чтобы он плотно заполнил все внутреннее пространство. Затем концы трубы необходимо закрыть заглушками, чтобы песок не высыпался. После этого необходимо создать упоры для концов. Можно, как вариант, зажать их в тисках. Теперь резиновым молотком или деревянной киянкой слегка постукивать по трубе и изгибать ее до нужного радиуса.
Применяя песок при сгибании трубы, ее металлические стенки не деформируются и не ломаются.
В случае если необходимо согнуть квадратную трубу со значительным радиусом изгиба, то желательно для этого использовать паяльную лампу или газовую горелку и нагревать ее стенки. Как результат, нагретый металл легко будет легко поддаваться сгибанию. Знаком того, что уже можно приступать к сгибанию трубы, считается появление окалины на ней.
Помните! Оцинкованную профильную трубу таким способом сгибать нельзя, потому как может нарушиться целостность ее покрытия.
Также можно согнуть профильную с помощью воды. Такой метод будет наиболее уместным при прокладывании водопровода или системы отопления в зимний период года. Для этого в трубу заливают воду, перед этим закрыв один из ее концов пробкой, и выставляют ее на мороз. После того как вода полностью замерзнет, можно приступать к сгибанию. Но движения необходимо также делать плавно и поступательно.
Помните: дюралевые и латунные трубы можно сгибать таким же образом!
Идеального изгиба в домашних условиях добиться достаточно тяжело. Поэтому лучше воспользоваться услугами профессионалов, которые выполнят работы на специальном оборудовании с учетом всех необходимых условий.
Как согнуть профильную трубу в домашних условиях без трубогиба своими руками
На чтение 9 мин. Просмотров 193 Опубликовано
Металлическая труба квадратного сечения считается универсальным строительным материалом для арочных и полукруглых конструкций. Примером может служить полукруглая арка для теплицы, гнутый козырек из поликарбоната или цветочная пергола.
Создать дома своими руками гнутый металлический элемент, да еще без специального оборудования, для многих домашних мастеровых представляется неразрешимой задачей.
Чтобы узнать все секреты изготовления гнутых конструкций из металлических труб квадратного или прямоугольного сечения в домашних условиях, рекомендуем внимательно прочитать нашу обзорную статью.
Труба профильная – что это такое
Разновидность металлического проката – профильная труба прямоугольного или квадратного сечения находится в топе продаж стальных конструкций. Внешний вид профтрубы отличаются от своих «соседей по цеху» круглых металлических трубных изделий прямоугольной или квадратной формой поперечного сечения.
По конструктивному строению профилированный трубопрокат представляет собой линейные полые изделия с толщиной стенок от 1 до 8 мм с различными линейными размерами поперечного сечения и удельным весом. За счет специфической прямоугольной формы в сечении появляются четыре ребра жесткости, обеспечивающие дополнительную прочность. Этим фактом объясняется увеличенная способность эксплуатации под действием внушительных статических нагрузок и поперечных усилий. Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.
Из профильных труб изготавливают несущие элементы, опорные балки, а также каркасы для перегородок.
Основные характеристики
изготавливаются сваркой листового металла или путем проката на специальных валках. Главными документами, регламентирующими производство и реализацию, являются нормы ГОСТ. Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
- Тип поперечного сечения. Среди основных типов профилей самыми востребованными являются геометрическая форма в виде квадрата, прямоугольника или овала. Параметры типов профилей являются главными классификаторами общего сортамента трубных изделий.
- Линейные размеры сечения. Для прямоугольных изделий важны геометрические показатели поперечного сечения — ширина и высота, а также длины профильного проката.
- Величина толщины стенок. Показатель влияет на область применения трубопроката, степень его надежности, массу изделия, а также качество конструкции в целом.
- Удельный вес или масса. Значение этого параметра принимается во многих инженерных расчетах при определении допустимой нагрузки несущих конструкций.
Информационная таблица сортамента профильных труб квадратного сечения
| Размеры поперечного сечения, мм | Толщина стенок, мм | Удельный вес, кг/м |
| 15 х 15 | 1,0 | 0,479 |
| 15 х 15 | 1,5 | 0,707 |
| 15 х 15 | 2,0 | 0,926 |
| 20 х 20 | 1,0 | 0,620 |
| 20 х20 | 1,5 | 0,930 |
| 20 х20 | 2,0 | 1,225 |
| 25 х 25 | 1,0 | 0,793 |
| 25 х 25 | 1,5 | 1,225 |
| 25 х 25 | 2,0 | 1,554 |
| 30 х 30 | 1,0 | 0,942 |
| 30 х 30 | 1,5 | 1,401 |
| 30 х 30 | 2,0 | 2,296 |
| 40 х 40 | 1,0 | 1,24 |
| 40 х 40 | 1,5 | 1,849 |
| 40 х 40 | 2,0 | 2,447 |
| 50 х 50 | 1,0 | 2,34 |
| 50 х 50 | 1,5 | 3,10 |
| 50 х 50 | 2,0 | 3,66 |
| 60 х 60 | 1,0 | 2,8 |
| 60 х 60 | 1,5 | 3,72 |
| 60 х 60 | 2,0 | 4,63 |
- Табличные данные применяют для определения важного показателя удельного веса 1 метра погонного трубу.
В чем заключается сложность гибки профильного проката
Процесс сгибания линейных трубных элементов прямоугольного сечения позволяет придать гнутому элементу круглые или арочные очертания. Эта технологическая операция связана с внешним давлением на отрезок одновременно с нагревом изгибаемого участка.
На заготовку воздействуют физические силы разнонаправленного действия.
- Силы растяжения, направленные на внешнюю сторону изгиба.
- Силы растяжения, воздействующие на внутреннюю поверхность.
Векторы этих усилий направлены в противоположные стороны, что создает определенное сложности процесса гнутья трубного проката квадратной или прямоугольной формы:
- Под действием внешних усилий в сегментах изделия происходит неравномерное изменение линейной формы сечения, что вызывает смещение центральных осей поперечного сечения. В этом случае снижается показатели прочности, отрицательно влияющие в целом на несущую способность конструкции.
- В процессе сильного воздействия растяжения на внешнюю часть стенок трубы воздействуют значительные изгибающие усилия и крутящие моменты, способные вызвать необратимые деформации, труба может треснуть или сломаться.
- Во время сжатия линейного отрезка внутренняя поверхность может покрывать складками и волнами.
Только знание совокупности технических характеристик, многочисленных геометрических параметров, толщины стенок, радиуса изгиба помогут подобрать правильный метод изгиба. И тогда вместо заготовки с деформированной поверхностью получится равномерно изогнутая труба.
Читайте также
Все способы, как согнуть ПНД трубу на производстве и в домашних условиях
Иногда монтаж участков коммуникационных систем ( канализационных, водопроводных, газоснабжения) требуется выполнить под определенным углом друг к другу. Для этих целей подойдет ПНД труба, которую без…
Многие специалисты на основании практического опыта не рекомендуют изгибать профильные трубы с толщиной стенок до 2 мм. Даже правильная технология изгиба не дает гарантированной прочности мест изгибов.
Сгибание профильных изделий посредством трубогиба
Чтобы придать нужный радиус изгиба профильной трубы, применяют специальный слесарное устройство под названием «». Опорой станка служит устойчивая станина из металлопроката с закрепленным сверху подвижным металлическим колесом. Во время перемещения вдоль грани жестко закрепленного отрезка, подвижным колесом происходит загиб трубы в нужном направлении.
Трубогибы классифицируются по способу привода:
- С ручным приводом. Этот способ применяется для изгиба трубы небольшого поперечного сечения.
- Электрический. Станки с электрическим приводом оправданы в тех случаях, когда требуется сгибать большое количество профильного проката с большими габаритами. Изгибаемые элементы получаются с ровными и гладкими краями.
Для того как согнуть профильную трубу в единичном количестве, а также для выполнения одноразовых работ покупать собственный трубогибочный станок нецелесообразно и нерентабельно.
Стоит подумать об аренде устройства или, о самостоятельном изготовлении устройства своими руками.
Изготовление гибочного станка своими руками
Человеку с навыками слесарной работы, вполне под силу . Необходимо заготовить:
- Три ролика или вала, выполняющих в устройстве функцию сгибания.
- Металлический швеллер или уголок для создания опорной рамы.
- Цепь.
- Приводной механизм.
Последовательность сборки самодельного гибочного станка:
- Сборка опорной рамы. Для этого отдельные элементы металлопроката соединяются в единую конструкцию продольной конфигурации. Сборку производят методом или болтовыми соединениями. Главная задача опоры станка заключается в его устойчивости и прочности. Чтобы обеспечить это условие, конструкцию прочно фиксируют к полу.
- Установку двух валов с осью вращения производят на необходимом расстоянии, немного выше уровня стола, третий вал закрепляют посредине немного выше. Валы закрепляют к опоре болтами с гайками.
- Валы или ролики, расположенные в горизонтальной плоскости, устанавливаются на расстоянии, определяющим радиус изгиба. Для регулирования углов деформаций устанавливают ограничительные ролики и стопор.
- Для передачи вращательного момента станок оборудуется цепной передачей. Здесь возможно два варианта установки цепи: с помощью шестерен или монтаж непосредственно на валы.
Для создания крутящих усилий к станку прикрепляется ручка, выполняющая функцию ручного привода.
Как самому согнуть профильную трубу в домашних условиях без применения трубогиба
Вопрос «как согнуть профильную трубу в домашних условиях без трубогиба» интересует многих домашних мастеровых. Существует несколько альтернативных решений придавать требуемый изгиб профильной трубе:
Формирование изгиба посредством обычной болгарки и с помощью сварки
Смысл метода заключается в создании небольших поперечных надпилов дисковой пилой – болгаркой на изгибаемом. Для создания конструкций с маленьким радиусом изгиба необходимо выполнить значительно количество таких насечек. На следующем этапе заготовка в местах распилов аккуратно сгибается. Места распилов соединяются электродуговой сваркой, а сварочные швы шлифуются.
С применением средств внутреннего противодействия (песка, воды)
Народная смекалка советует для изгиба квадратной трубы использовать доступные материалы, такие как песок или вода. Эффективность и простота этого способа дают поразительные результаты гнутья полых металлических изделий без применения специального оборудования.
Необходимо подготовить следующие материалы и инструмент:
- Песок строительный.
- Деревянные клинья равные размеру поперечного сечения трубы.
- Паяльная лампа.
Технологическая последовательность выполнения работ:
- Вначале один конец трубы закрывается деревянным клином.
- Полость заполняется сухим песком.
- Деревянный клин вбивается в полость трубы.
- Один конец прочно фиксируется и начинается медленный прогрев изгибаемого участка паяльной лампой.
После нагревания полости трубы с песчаной подушкой производится сгибание заготовки. После создания нужного изгиба деревянные пробки удаляются, песочная прослойка высыпается. В результате такой несложной технологической процедуры получается прочный изгиб с ровными краями.
В зимнее время отличным помощником в сгибании будет обыкновенная замороженная вода. Закрытая деревянной пробкой полость заполняется водой. Под действием отрицательной температуры внутри образуется лед и труба легко сгибается, образуя красивый, и главное, прочный изгиб.
Усовершенствованная гибочная плита
В домашних условиях трубогибочной станок большим успехов может заменить горизонтальной металлической или бетонной плитой. Кроме плиты необходимо подготовить сверло по бетону или металлу, а также металлические анкеры.
Последовательность выполнения работ:
- Поверхность плиты размечается ячейками 40 х 40 мм или 50 х50 мм.
- В точках пересечения ячеек просверливаются отверстия для установки анкеров или штырей.
- Установленные металлические стержни заполняются бетонной смесь. Такая фиксация не допускает выпадения анкеров под нагрузкой от веса трубы.
- Заготовка вставляется между анкерами и под действием внешнего усилия изгибается под нужным радиусом.
- Чтобы обеспечить равномерный изгиб и не допустить сильной деформации, трубу немного прогревают.
Для закрепления формы изгиба заготовку следует оставить на некоторое время в зафиксированном положении.
Изгиб профильных изделий с применением пружины
Этот способ идеально подходит для алюминиевых труб профильного сечения, а также металлов с большим коэффициентом пластичности. Вначале необходимо изготовить пружину из стальной проволоки диаметром 2 мм. Форма изгиба проволоки совпадает с формой профильной заготовки. Пружину вставляют в полость и сгибают ее до заданного радиуса. Чтобы увеличить скорость сгибания, заготовку слегка подогревают.
Пружину предварительно закрепляют к ближайшему концу куском проволоки.
Горячая формовка
Согнуть прямоугольную или квадратную трубу можно методом горячего формования. Для этого нужен песок и надежные заглушки.
На первоначальном этапе заготовку профильного изделия закрывают герметичной пробкой или прочной заглушкой. Внутренняя полость заполняется сухим и просеянным песком. Окончание заготовки закрывают прочной заглушкой длиною равной двум диаметрам. Такой размер длины необходим, чтобы во время горячего формования пробка — заглушка смогла выдержать вес песка. Участок трубы с нанесенным маркером или мелом места изгиба начинают нагревать. Чтобы при нагреве пузырьки газа не мешали процессу деформации, в заготовке заранее просверливают небольшие отверстия.
При горячей формовке с высокой температурой нагрева запрещается допускать искрения металлической заготовки.
Рычагом с насадкой
В отличие от горячей формовки, где обязательным условием изгиба является нагрев металла, использование рычага с металла можно назвать холодным способом изгиба профильного трубного проката. Для этого способа необходимо подготовить лекало нужной конфигурации. Материалом может служить ДСП, фанера, лист гипсокартона или доска.
В качестве основного инструмента «холодной формовки» применяется рычаг. Его выполняют из металла или из дерева крепких пород. Внизу рычага предусмотрена насадка с отверстиями, в которые продевается лежащая на полу металлическая заготовка. Во время давления рукоятки «на себя» происходит искривление профиля до нужного радиуса.
Метод изгибы рычагом с насадкой не дает точного закругления конструкции и нужной аккуратности. Зато может применяться в любых условиях.
Как правильно согнуть металлические трубы и трубки в домашних условиях — сделать их из металла
Сегодня есть действительно удивительные инструменты, которые профессионалы используют для гибки труб. Трубогибы с компьютерным управлением могут откачивать сложные выхлопные трубы быстрее, чем вы можете сказать: «Я хотел бы получить эффективный и экономичный способ формирования трубы для выхлопных газов моей машины, если вы не возражаете».
Но иногда это просто невозможно. Трубы и трубы изгибаются разными способами с помощью различных инструментов.В этой статье я рассмотрю несколько различных вариантов в зависимости от вашего приложения, а также то, как вы можете это сделать должным образом. Просто ищите то, что лучше всего соответствует тому, что вы пытаетесь сделать. Все содержится в оглавлении, поэтому не стесняйтесь просматривать его, чтобы найти нужную информацию.
Вводная информация
Хорошо, для начала давайте рассмотрим немного важной информации. А именно, в чем проблема сгибания труб и труб.
На самом деле есть несколько проблем, которых нужно остерегаться.Один из них — перегиб. Если вы просто возьмете кусок трубки и согнете его, он защемит и загнется в том месте, где находится изгиб. Это делает трубку слабой, и через нее ничего не может пройти. Никому не нравится, когда их трубки извращаются.
Второй — это растрескивание или утомление металла. Обычно это проблема для таких материалов, как медь и алюминий. Если металл не отожжен, можно ожидать проблем. Сталь, как правило, довольно пластична, поэтому вам может потребоваться нагревание только в том случае, если она слишком тяжелая, чтобы можно было согнуться.
Для большинства из них я бы порекомендовал сначала попробовать это на практике. Это позволит вам понять, как это будет выглядеть. Вы также можете проверить наличие трещин и решить, нужно ли его отжечь.
Как согнуть трубопровод для ЕМТ
Трубы EMT из оцинкованной стали или алюминия — отличный материал для конструкций. Кабелепровод — это материал, который вы обычно используете для прокладки проводов в промышленном здании. Это суперпрочный и довольно прочный материал.
Многие парни, которых я знаю, использовали его, чтобы построить такие вещи, как действительно прочные палатки и сараи.Некоторые люди будут использовать трубы из ПВХ, но трубопровод прочнее и (на мой взгляд) лучше выглядит. К тому же это действительно дешево! 1/2 дюйма на 10 футов обычно обходятся вам чуть больше 3 долларов за длину. Вы можете отлично поработать с этим материалом.
Вот небольшой список идей, что с ним можно сделать:
- Велосипед / квадроцикл
- Рамы тележек (я бы рекомендовал сварные соединения, но сначала убедитесь, что вы очистили цинк)
- Палатки и навесы
- Теплицы
- Стеллаж
- Багажники (как для велосипедов и инструментов в гараже)
- Карнизы
- Маркизы
- Решетка (решетка? Или шпалера?)
- Геодезические купола
- Каркасы компьютерных столов
С помощью кабелепровода ЕМТ очень легко сделать несколько профессиональных изгибов.Обычным инструментом промышленных электриков является трубогиб. Самое лучшее в них то, что они действительно очень дешевые для более экономичных. Конечно, вы также можете взять его напрокат, но за такую дешевизну вы можете просто купить его. Лучшая отдача для ваших денег — это на Amazon. Вам нужно будет нажать на ссылку, чтобы узнать текущие цены.
Самое приятное в трубогибе — это то, что вы будете иметь отличные, постоянные изгибы на протяжении всего проекта. Они изгибаются с радиусом, обеспечивающим прочность и неперегибаемость трубы, поэтому конечный результат выглядит великолепно.
Следует обратить внимание на то, что вы получаете трубогиб, диаметр которого соответствует диаметру трубы. Мне нравится 1/2 дюйма, потому что он дешев и с ним легко работать, но вы также можете получить его и большего размера, например, диаметром более 2 дюймов. Я не уверен, насколько их тяжело сгибать, но в руке; Я никогда лично не работал с чем-то настолько большим.
Преимущество трубогиба в том, что на нем есть множество действительно полезных отметок, чтобы вы знали, под каким углом вы изгибаете.Они очень удобны, и ваш проект будет запущен в кратчайшие сроки.
Если вам нужны более плотные изгибы или вы не хотите гнуть металл самостоятельно, вы можете просто купить связку литых под давлением цинковых соединителей и скрепить все вместе.
Как гнуть выхлопные трубы
Для этого действительно стоит использовать трубогиб. Это просто делает ваши изгибы очень легкими и чистыми. Правильный трубогиб будет иметь несколько размеров матриц, соответствующих диаметру вашей выхлопной трубы, и будет следить за тем, чтобы вы не перегибали его.
Спросите своих приятелей, есть ли у кого-нибудь доступ к нему. У многих металлических магазинов один спрятан в углу.
Если честно, лучше всего отнести его в вытяжную мастерскую. У этих ребят будут машины стоимостью от 7 тысяч долларов, и они смогут делать это быстрее и дешевле, чем вы. Они тоже получатся красивыми.
Другой вариант — купить кучу предварительно отформованных деталей, затем разрезать их и сварить вместе. Я, наверное, пошел бы по этому пути, прежде чем попытался бы согнуть их сам.
Вот пример того, что можно купить по разумной цене:
Если вы хороший сварщик, у вас может получиться отличная выхлопная система. К тому же это веселая работа. Просто имейте в виду, что у вас могут возникнуть проблемы с проверками в будущем, если вы сделаете это самостоятельно. Это зависит от того, где вы находитесь, но большинству мест не понравится тот факт, что вы не сертифицированы для этого. Что-то связанное с риском утечек, из-за которых токсичный газ будет выделяться до того, как он пройдет через каталитический нейтрализатор, нанеся вред окружающей среде и легким маленьких детей.
В качестве альтернативы можно использовать песчаный метод. Для чего-то такого большого, как выхлопная труба, потребуется немного терпения и мускулов, но это выполнимо. Я подробно расскажу о песочном методе ниже, поэтому просто прокрутите вниз, если хотите, попробовать.
Как гнуть медную трубку
Обычно вы можете встретить два типа медных труб: прямые отрезки трубы и гибкие спирали.
Гибкая катушка легко сгибается. Вот для чего он нужен.Стенки тонкие, и вы даже можете согнуть его (до некоторой степени) руками, если это будет широкий изгиб. Однако для более резких вещей вы, вероятно, его перегибаете.
Если вам нужно что-то, что может гнуть трубу меньшего размера (например, с внешним диаметром 1/4, 3/16 и 3/8), вы можете приобрести небольшой ручной трубогиб, который значительно упрощает эту задачу. На Amazon есть такая замечательная вещь. Это от Тектона; он действительно прост в использовании и идеально подходит для мягких материалов, таких как медь, алюминий и тонкостенная сталь.К тому же это действительно экономично, текущую цену вы можете узнать здесь.
Основная проблема с гибкой катушкой — это выпрямление. Если вы хотите, чтобы он был хоть немного виден, я настоятельно рекомендую , , приобрести выпрямитель для трубок. Это тот, который крепится в тисках (вы также можете вкрутить его в кусок дерева, чтобы он оставался стабильным) — это хороший результат для ваших денег, поскольку он действительно работает. Существуют более дешевые модели, но поскольку они регулируются, вы получите значительно более прямую трубу.Все, что вам нужно сделать, это воткнуть трубку, повернуть ручку, чтобы отрегулировать ее, и протянуть медную трубку. Работает как шарм.
Не хотите покупать инструменты?
Вот странный прием, который действительно сработает, если вы освоитесь: выходите на улицу. Разложите длинный кусок фанеры 2 × 10 или натяните на него трубку примерно такой же длины. Осторожно качайте трубку, как будто вы в медленном движении рубите дрова топором. Не то, что Тор делает прыжок по земле; ты будешь выглядеть глупо.Ударьте по дереву. Если вы сделаете это осторожно, он выпрямится.
Не судите меня. Я сделал это, и это работает. Я увидел, что парень упомянул об этом на форуме, и решил попробовать. Только не ударяйте по ней слишком сильно, иначе трубка сплющится к концу.
Для труб прямой длины лучше использовать только локти и суставы. Этот материал не очень любит сгибаться, его очень легко треснуть, расколоть или перегибать.
Если действительно нужно согнуть, попробуйте нагреть.Фонарик водопроводчика подойдет, если вы наберетесь терпения. Ацетиленовая горелка будет работать намного быстрее. Вы также можете попробовать отжечь его, если не хотите работать с ним, пока он горячий.
В качестве альтернативы вы можете попробовать метод с песком или замороженной мыльной водой, о котором я расскажу позже.
Как гнуть тормозную и топливную магистрали
Для профессионального изгиба тормозных и топливных магистралей используйте инструмент для формования тормозных магистралей.
Вы определенно можете согнуть их вручную, если будете практиковаться и терпеливо, но гибочные машины для тормозной линии очень просты в использовании (особенно в тесноте), они делают красивые и крутые повороты, и ваша работа будет выглядеть намного лучше.
Хотя, честно говоря, мне не повезло с множеством дешевых инструментов. Есть так много мусорных трубогибов, которые даже не работают, иначе они сломаются, как только вы попробуете первый изгиб.
Если вы собираетесь его купить, стоит потратить немного больше на что-нибудь с узнаваемым брендом. Я люблю ту, что от Иствуда. Он по-прежнему по разумной цене, работает очень хорошо (просто возьмите и поверните), и на линии будет минимальное обжатие. С этим инструментом ваши линии будут выглядеть красиво и аккуратно.Проверьте здесь текущие цены.
Если у вас много терпения и вы хотите идеальных результатов , вы также можете попробовать ручное сгибание с помощью метода замороженной мыльной воды. Если вы немного потренируетесь и не торопитесь, у вас могут быть идеальные сгибания рук без каких-либо видимых следов. Это отлично подходит для утомительных вещей, таких как реставрация классических автомобилей, когда вы хотите, чтобы все было в первозданном виде. Я подробнее рассмотрю этот метод ниже.
Как свернуть трубы и трубки
Это отличный способ гибки трубы и трубы, но инструменты немного дороже.
С помощью этого метода можно получить достаточно ровные изгибы большого радиуса. Он работает, проталкивая трубу между тремя роликами, которые сжимают и толкают металл, когда он катится. Ролик подходит для труб любого типа, будь то квадратные или круглые. Все, что вам нужно, это матрица соответствующей формы. Вы также можете формировать более тяжелый материал, так как вы можете постепенно пропускать материал через ролики несколько раз. Другими словами, это надежный вариант для большего количества элементов конструкции.
Обратной стороной является то, что это может быть медленным. Есть автоматизированные, которые могут быть довольно эффективными, но чаще можно увидеть вариацию на ферме — что-то вроде гидравлического домкрата или большого маховика будет перемещать ролики. Есть рукоятка, которая приводит в движение одно из колес и протягивает трубу через ролики. Нередко приходится перекатывать его примерно 60 раз, чтобы получить хороший изгиб. Ваши руки будут в хорошей форме, если вам придется согнуть несколько труб.
Вы также получите небольшой изгиб на обоих концах изгиба.Ничего особенного, только что-то слегка заметное.
Как сгибать трубы и трубки с помощью песка
Мне не удалось это доказать, но я слышал, что Ferrari раньше (и, возможно, в настоящее время) использовали (d) этот метод для ручной формовки выхлопных труб. Этот метод (вместе со следующим с замороженной мыльной водой) требует немного усилий, но результаты действительно впечатляют.
Одна вещь, которая не нравится людям в использовании инструментов для формовки труб и насосно-компрессорных труб, заключается в том, что они деформируют металл при изгибе.По сути, если вы вставите шар, который идеально входит внутрь трубы, и попытаетесь прокатить его, он застрянет в месте начала изгиба. Это связано с тем, что там, где штампы слегка сдавливают металл, будет небольшое углубление.
Чаще всего это не проблема. А вот ребятам-перфекционистам песочный метод действительно интересен.
Вот как это работает:
Создайте форму с желаемым радиусом. Это можно сделать несколькими способами.Вы можете использовать дерево, чтобы придать желаемой форме радиус. Примите во внимание чрезмерный изгиб, так как металл захочет немного отскочить. Найдите способ зажать один конец, не раздавливая его. Вы можете покрыть древесину листовым металлом, чтобы не обжечься при нагревании трубы.
Заглушить один конец трубы / трубки. Заполните его очень сухим песком . Затем заполните трубку песком, осторожно утрамбовывая ее. Не упаковывайте плотно, только плотно. Заполните его полностью.Затем подключите другой конец.
Обычно есть два распространенных способа затыкания концов: либо обжать их, а потом отрезать, либо набить тряпкой (лучше для мелких вещей).
Теперь нагрейте металл горелкой. Не торопитесь. Это займет немного больше времени, поскольку вы также нагреваете песок, но он также поможет сохранить часть тепла во время сгибания. Получите это докрасна.
Указание по безопасности: если песок влажный, существует вероятность взрыва трубы, потому что пару некуда идти.Чтобы песок перед использованием тщательно просох, его следует тщательно приготовить. Я люблю запекать его в течение часа в духовке непосредственно перед употреблением.
Теперь поместите трубу в ту форму, которую вы построили. Для работы с трубой используйте сварочные перчатки. Вы его нагрели, значит, будет жарко. Зажмите один конец, а другой потяните по этому радиусу, пока не получите желаемый изгиб. Будьте терпеливы, не торопитесь. Не ждите, что ваш первый получится идеальным. Дайте ему немного остыть, прежде чем вынимать его.
У этого метода есть несколько сложных аспектов.Например, правильно почувствовать, насколько плотно набивать песок. Слишком туго, и для сгибания потребуется гораздо больше мышц. Он также может слишком сильно растянуть металл на одной стороне изгиба, и его будет очень трудно вытащить. Слишком мало, и труба разрушится сама по себе.
Также может потребоваться немного практики, чтобы получить правильный размер радиуса и отметить, где изгибы должны начинаться и останавливаться. Это особенно верно, если вы пытаетесь сделать что-то действительно точное. Если вы не будете очень осторожно удерживать зажатый конец, вы, вероятно, захотите отрезать несколько дюймов, потому что зажим действительно деформирует трубу.
На самом деле это крутой способ гибки трубы. Поначалу получение желаемых результатов может быть очень неприятным, но со временем вы сможете выполнять отличные изгибы. Многие профессионалы используют этот метод и по сей день для выполнения премиальных работ. Это тоже действительно старая техника. Судя по всему, они занимались этим сотни лет. Не спрашивайте меня, кто «они».
Отлично подходит для материалов большего диаметра, например (по моему опыту) 3/4 ″ и выше. Сложнее всего достать песок.Для трубок меньшего размера обратите внимание на замороженную мыльную воду ниже.
Как согнуть трубу и трубки с помощью замороженной мыльной воды
Отлично подходит для небольших трубок из пластичных материалов. Например, латунь, алюминий и сталь.
Итак, вот что самое интересное в методе замороженной мыльной воды: в замороженном состоянии он образует твердый гель (консистенция измельченного эскимо), а затем тает и смывается. Мыльная вода также самосмазывается, поэтому она очень гладкая изнутри при изгибе.Царапин нет.
Вот как это сделать:
- Смешайте мыло и воду в соотношении 1: 1. У меня нет технической информации о точном идеальном соотношении, но это то, что я сделал, и это сработало.
- Закройте один конец трубки. Самый простой способ сделать это — просто зажать его и отрезать позже.
- Влить смесь.
- Закройте другой конец.
- Поместите его в морозильную камеру на ночь.
- Создайте форму. Используйте дерево, колышки, случайные круглые предметы, все, что вам подходит по форме.Для небольших вещей с крутым изгибом используйте край 2 × 4.
- Вынуть замороженную трубку из морозильной камеры.
- Теперь согните его над своей формой.
- Поздравления. Теперь у вас есть изогнутая трубка.
Этот метод позволяет получить действительно хорошие изгибы без перегибов. Я слышал, что это более или менее тот метод, который они используют для изготовления медных инструментов, таких как трубы, тубы и тому подобное. Я не знаю, действительно ли это мыльная вода или какой-то другой вид гелевой смеси, которая не должна быть холодной, но принцип тот же.
Дайте трубе нагреться и снимите заглушки. Слейте мыльную воду и тщательно промойте трубку.
Вот и все, теперь вы вооружены необходимой информацией, чтобы овладеть искусством трубогиба! В конце концов, вам нужно решить, стоит ли гнуть трубу / трубу или просто использовать стандартные соединения. Соединения часто проще и быстрее, в то время как изгибы обычно более сильные, с меньшей вероятностью утечки и (если вы хорошо поработали) красивее.
Вопросы / комментарии? Разместите их ниже.Вы также можете быть действительно крутыми и поделиться этим в социальных сетях. Все классные это делают.
Связанные вопросы
В чем разница между трубкой и трубкой?
Практическое правило, чтобы запомнить разницу между трубой и трубой, заключается в том, что труба измеряется по ее внутреннему диаметру, тогда как труба обычно измеряется по внешнему диаметру.
Неточный внутренний диаметр трубы; это номинальный размер. Значит, они будут немного больше рейтинга.Представьте себе это так: размер трубы равен диаметру шара, который может безопасно пройти через систему, не застряв.
Как согнуть стальные квадратные трубы?
Это сложнее с точки зрения того, сколько силы вам нужно, но в целом вы можете сделать это, используя тот же общий подход, что и для круглых труб. Если вы формируете его с помощью инструмента, штампы будут плоскими, а не закругленными.
Другой вариант — вырезать V на внутренней стороне сгиба, затем согнуть его, а затем сварить изнутри.Это прочное соединение, и (если вы хороший сварщик) оно может красиво выглядеть.
Что такое взять?
Приемник — это термин изгиба кабелепровода, который относится к количеству кабелепровода, которое будет принимать изгиб. По сути, это то, сколько вам нужно смещения от начала изгиба до места выпрямления.
Обычно ссылка наносится на ручку гибочного станка. При разметке линий используйте этот номер, чтобы правильно определить расстояния.
Квадратный трубогиб для гибки труб
Наши трубогибочные машины, например, могут специализироваться на следующих областях применения.Если вам нужно специальное решение для гибки или правки труб для вашего трубного проекта — возможно, это будет возможно со Stierli Bieger.
Гибка газовых и водопроводных труб
Газовые и водопроводные трубы можно гнуть на гибочном станке Stierli с помощью стандартных инструментов для гибки труб. Для каждого размера трубы используется отдельный сегмент гибки.
Наряду с трубами, соответствующими DIN EN _______, трубы для перил можно гнуть без оправки. Однако эти трубы имеют больший радиус изгиба.
Изгиб нержавеющих труб невозможен. Такие трубы всегда необходимо гнуть на оправке.
Гибка газовых труб на стандартном трубогибе выполняется быстрее, чем на станке для гибки труб на оправке.
Гибка прямоугольных / квадратных труб
Гибка прямоугольных или квадратных труб может выполняться с помощью специального инструмента. При этом трубка слегка сжимается изнутри, чтобы материал мог течь.
Эта процедура гибки труб очень экономична и быстрее, чем на станке для гибки на оправке.
Колено трубы American
При гибке квадратных или прямоугольных труб внутренняя часть слегка сжимается, чтобы материал мог течь контролируемым образом. Это также известно как «американский изгиб трубы».
Эта процедура часто используется, когда такие трубы требуют экономичного изгиба. Таким образом, не требуется дорогостоящая машина для гибки оправки, и процесс гибки также выполняется быстрее.
Сплющивающие трубы
Трубы могут быть плоскими в металлической или стальной конструкции.Плоские трубы можно использовать, например, для изготовления распорок.
Гибка тяжелых труб большого диаметра до 400 мм
Трехвалковые гибочные машины для большего диапазона диаметров очень дороги или даже не производятся производителями трехвалковых гибочных станков.
Если радиус изгиба не должен быть слишком маленьким, такую трубу можно также пошагово согнуть на гибочном прессе Stierli.
Большие диаметры> 400 мм по запросу.
Складные трубы
Мы создали решения для гибки труб в металлических и стальных конструкциях. Благодаря этому можно сэкономить на трудоемких работах по распиловке и сварке.
Процесс гибки труб при вытяжке
Более тонкие трубы и меньшие радиусы можно гнуть, чем на стандартной трубогибочной машине (процесс гибки труб под давлением). Процесс гибки труб с вытяжкой имеет еще несколько возможных применений, чем процесс гибки под давлением.
Для гибки труб мы можем порекомендовать вам, например, следующие станки:
Стандартный трубогибочный станок 32-42 «
CRC-Evans ® — крупнейший в отрасли производитель оборудования для строительства трубопроводов.Наши сварочные аппараты, оборудование для гибки труб, оборудование для подготовки концов, зажимы, оборудование для прокладки / дробления, системы взвешивания и оборудование баржи-укладчика, разработанные собственными силами компании, были использованы для завершения строительства трубопроводов протяженностью более 60 000 миль в более чем 100 странах. .
CRC-Evans производит самую полную на сегодняшний день линейку оборудования для строительства наземных и морских трубопроводов. Все оборудование производится в соответствии с Системой управления качеством, сертифицированной по международно признанному стандарту ISO 9001: 2008 и собственной Политике качества CRC-Evans.
Для труб диаметром от 32 дюймов (813 мм) до 42 дюймов (1067 мм) CRC-Evans предлагает современные гибочные машины:
- Гидравлические органы управления позволяют одному оператору полностью управлять всеми операциями машины с удобной платформы.
- Лебедка с гидравлическим приводом перемещает трубу через машину. Труба легко перемещается на фигурных роликах.
- Откалиброванный индикаторный стержень позволяет оператору выполнять неизменно равномерные изгибы.
- Башмак Pin-up автоматически захватывает трубу, чтобы предотвратить деформацию.
- Переход на другой размер трубы в пределах машинного диапазона осуществляется простой установкой альтернативного набора для гибки.
- Станок способен изгибать все марки имеющихся в настоящее время труб API-5L в пределах своего ассортимента.
- Рама машины изготовлена из высокопрочной стали для обеспечения длительного срока службы без усталостных повреждений.
- Блочная конструкция упрощает обслуживание и ремонт.
- Буксирная проушина прикреплена к жесткой спинке с гидравлическим приводом и может подниматься и опускаться для облегчения подсоединения к тягачу.
- Машину можно буксировать по полосе отвода подходящим трактором (обычно это боковая стрела, подающая трубу к гибочной машине).
- Для гибки трубы каждого размера требуются набор для гибки, гибочная матрица, оправка и гибочная лента.
| Какой тип гибочного станка мне подходит? При гибке труб, труб, уголков, профилей и т. Д. Существует четыре основных категории гибочных машин, каждая из которых имеет свои преимущества и ограничения.Эти категории:
J&S Machine предлагает машины трех из этих категорий (за исключением формовки растяжением). Ротационно-вытяжные гибочные машины обычно используются для гибки в основном труб и труб.В случае наших ротационно-вытяжных гибочных машин YLM можно использовать оправки и зачистные плашки для получения очень крутых изгибов при сохранении чистого внешнего вида. Инструмент может быть спроектирован так, чтобы выполнять несколько гибов с минимальными прямолинейными длинами между гибами на нескольких плоскостях гибки. Ротационно-вытяжные машины с толкающими роликами — это, пожалуй, самый универсальный из имеющихся гибочных станков. Многие из имеющихся у нас станков с ЧПУ YLM способны комбинировать ротационно-вытяжные и гнутые изгибы за одну операцию. Сжатие Гибочные станки обычно используются для толстостенных материалов или материалов, которые изгибаются до радиуса, превышающего внешний диаметр трубы в 2,5 раза. В случае наших двухголовых компрессионных гибочных станков YLM инструмент может быть изготовлен для одновременного выполнения двух гибов на нескольких трубах. Профилегибочные машины обычно используются для гибки углового железа, нестандартных профилей и рулонов.В случае с нашими гибочными станками TreC могут быть изготовлены нестандартные валки, подходящие для большинства специальных профилей, и доступны различные насадки для гибки углового железа и материала двутавровых балок. Многие из имеющихся у нас станков TreC способны изготавливать детали нескольких радиусов, например овалы, за одну операцию. Решая, какая категория гибочного станка вам подходит, есть несколько вопросов, на которые вы должны быть готовы ответить:
Позвоните нам — мы здесь, чтобы помочь вам в принятии решения. |
Трубогиб для сборки рамы велосипеда — COBRA FRAMEBUILDING
Контроль изгиба. Сделайте то, что вы хотите, в соответствии со своей спецификацией.
Стандартные трубки никогда не сделают изгибы именно там, где вы хотите… с желаемым радиусом изгиба… с желаемой степенью изгиба… из желаемого сплава… с желаемым профилем стыковки.
Любите ли вы изящные или причудливые повороты, вам нужна способность сгибаться на ваших условиях.
Быстрое и легкое выполнение плавных изгибов без ряби без утомительных методов взлома
Контроль того, какой сплав и толщина стенки / стыковой профиль трубок вам нужен, с изгибами, которые вам нужны
Три радиуса варианты для более плотных и расслабленных изгибов
Сменные матрицы от.От 625 дюймов / 16 мм до 1,625 дюйма / 41,3 мм в диаметре, плюс 27,2, 30,9, 31,6 мм
Замена матриц менее чем за минуту с помощью одного шестигранного ключа на 6 мм рабочая точка крепления
Изгиб приводится в движение ходовым винтом с аккумуляторной дрелью 1/2 «для удобства и контроля
Фазовый рычаг для нескольких изгибов в одной плоскости (s-образные изгибы)
Погрузка и разгрузка трубы быстро и легко с помощью быстроразъемного зажима
На это очень приятно смотреть 🙂
Гибочные штампы имеют угловую шкалу для документирования изгибов и достижения повторяемости процесса
Смотрите полная демонстрация трубогиба здесь .
Посмотрите демонстрацию изготовления s-bend stays здесь.
Я разработал этот гибочный станок специально для изготовления рамы велосипедов. Изготовителю рам вам нужны гибки более высокого качества, чем те, которые можно получить на гибочных станках, предназначенных для изготовления автомобильных каркасов безопасности. Вам нужен гибочный станок с площадью основания магазина и реальной ценой для небольшого производителя по индивидуальному заказу.
Мой гибочный станок может изготавливать изгибы, готовые к глянцевым лакокрасочным работам. Никакой возни с песком и нагревания трубки. Загрузите трубки, согните трубки и двигайтесь дальше.
Базовая цена составляет 1600 долларов плюс стоимость доставки, он поставляется с одним устройством для гибки и монтажной трубкой. Дополнительные настройки гибки — 300 долларов плюс доставка. Я выставлю вам счет за ваш конкретный заказ после того, как мы выясним, какие матрицы вы хотите.
Это стандартные настройки гибки, которые я предлагаю. Я стараюсь держать их все укомплектованными и готовыми к отправке:
4,5 дюйма / 115 мм Радиус центральной линии:
1/2 дюйма / 12,7 мм (по два за раз, рядом)
14 мм ( два за раз, бок о бок)
5/8 дюйма / 16 мм (два за раз, рядом)
3/4 дюйма / 19 мм (два за раз, бок о бок)
7/8 «/ 22.2 мм
1 дюйм / 25,4 мм
6,75 дюйма / 170 мм Радиус центральной линии:
1/2 дюйма / 12,7 мм (два одновременно, рядом)
14 мм (два за раз, рядом)
5/8 дюйма / 16 мм (два за раз, рядом)
3/4 дюйма / 19 мм (два за раз, бок о бок)
7/8 дюйма / 22,2 мм
1 дюйм / 25,4 мм
1 1/8 дюйма / 28,6 мм
1 1/4 дюйма / 31.8 мм
1 3/8 дюйма / 34,9 мм
9 дюймов / 230 мм Радиус центральной линии:
1/2 дюйма / 12,7 мм (два одновременно, бок о бок)
14 мм (два за раз, рядом)
5/8 «/ 16 мм (два за раз, бок о бок)
3/4″ / 19 мм (два за раз, бок о бок) рядом)
7/8 дюйма / 22,2 мм
1 дюйм / 25,4 мм
1 1/8 дюйма / 28,6 мм
1 1/4 дюйма / 31.8 мм
1 3/8 дюйма / 34,9 мм
1 1/2 дюйма / 38,1 мм
1 5/8 дюйма / 41,3 мм
27,2 мм
30,9 мм
31,6 мм
Напишите мне, чтобы задать вопросы и / или разместить заказ: [email protected].
Техническая информация о трубном изгибе
РАЗЛИЧНЫЕ МЕТОДЫ ГИБКИ
Что такое гибка труб и как применять?
Гибка трубы — это процесс изменения формы прямой трубы для получения любого заданного угла и радиуса.В этом разделе вы найдете информацию об использовании инструментов и оборудования, а также о различных методах гибки. Технология гибки труб применяется при производстве изделий из труб и специальных труб различного назначения и трубопроводов. В последние годы стало проще получить превосходное качество и сложную гибку благодаря развитию технологий гибки труб, точного управления, сервоприводов и блоков питания.
На производстве важность изгиба труб возрастает день ото дня.В настоящее время сварка комбайна со шлифованием (забиванием камнями) занимает много времени и считается тяжелым трудом. Раньше этот метод рассматривался как альтернатива, но больше не рассматривается как полезный метод. Принципы гибки труб действительны не только для круглых труб, но и для проволоки, сплошных стержней, овальных, квадратных и прямоугольных профилей. Описанные ниже методы представляют собой методы гибки труб. Пока эти методы работают, никакого процесса нагрева не происходит ни во время, ни перед сгибанием.В методах гибки труб каждый отдельный процесс гибки требует определенной системы. В зависимости от диаметра трубы и ее свойств может быть выбрана соответствующая техника гибки. Кроме того, для каждого радиуса используются разные гибочные штампы.
Методы и техника гибки труб
Ползун гибочный
Техника гибки, называемая гибкой с помощью плунжера или гибкой под давлением, является распространенным и общим методом для особенно мягких материалов с большим радиусом изгиба.
Принцип техники: Труба удерживается с обеих сторон свободными зажимами (также называемыми противоположными матрицами) и изгибается путем нажатия на основную матрицу или радиусный блок. Эти операции выполняются в больших и толстых трубах с помощью специальных инструментов и гидравлического пресса. Гибка под прессом — старейшая технология гибки труб. В этой технологии усилие можно получить с помощью пневматических, гидравлических или других силовых агрегатов. Кроме того, с помощью горизонтальных гидравлических прессов можно использовать ту же технику для гибки профилей, заполненных стержней.
В этой технике нет системы для контроля длины между двумя скручиваниями. Таким образом, невозможно найти чувствительную меру между двумя зажимами. Этот метод считается полезным для работы с мягкими материалами, особенно с медью и алюминием.
Преимущества
-Простая и недорогая технология
-Возможность нанесения множества различных форм путем изменения положения зажимов
-Обладает широким спектром применения с различными инструментами
Недостатки
-На стандартных и текущих изгибах градусы не могут быть одинаковыми.
— Обычно используется для мягких материалов, таких как медь.
-Используется только для одинарной скрутки.
-Внутренняя и внешняя деформации скручиваний явно заметны.
Технология трехвалковой гибки
Трехвалковая гибочная система с ручными или гидравлическими системами является одной из самых распространенных систем гибки в отрасли.Для гибки материала в этой области в основном используются трубы, профили, полоски, уголки, фасонные профили, твердые материалы. Эта технология — отличный метод для больших радиусов. Кроме того, это единственный метод формования труб большого диаметра, например, диаметром 300, 400, 500 мм, без дополнительного нагрева. Это означает, что этот метод может использоваться для труб от малых до больших, таких как стальные конструкции или трубопроводы.
Принцип техники: Труба вставляется между роликами.Два ролика удерживаются внизу, а один сверху. Радиус создается движением верхнего ролика в вертикальном направлении, как вверх, так и вниз. Когда верхний ролик движется ниже, он приближается к двум неподвижным роликам, в результате чего радиус сужается. Напротив, движение вверх в вертикальном направлении обеспечит расширение радиуса. Некоторые из цилиндров или все они провоцируются, чтобы позволить трубам выходить из цилиндров.
Следовательно, в этом методе, за исключением силы, используемой для позиционирования роликов, нет никакой дополнительной скручивающей силы.
Радиус изгиба зависит от возможностей станка, размеров и положения цилиндра, но скручивание часто имеет большой масштаб.
Трехвалковая гибка является высокоэффективным методом для приложений с большим радиусом и широко используется сегодня. В процессе можно добавить четвертый валок, но общий принцип гибки тот же. Обычно очень широко используются ручные или гидравлические системы.
Однако контролировать подачу в трубу сложно, поэтому для более чувствительных скручиваний используются системы ЧПУ.
Преимущества
-Экономичный
-Различные радиусы могут быть изготовлены с помощью нескольких пресс-форм
-Широкое использование с большими радиусами
Недостатки
-Малый радиус использовать нельзя
-Сложность управления изменением радиуса в цельной детали
-Сложность контроля расстояния между двумя скрутками
Поворотная гибка с вытяжкой (гибка на оправке)
Это очень распространенная техника изгиба при непрерывных операциях.Эта система, основанная на истории 1800-х годов, по сравнению с другими, должна обеспечивать наиболее точную и контролируемую гибку среди наиболее популярных на сегодняшний день систем гибки труб.
Поэтому изделия, произведенные методом гибки на оправке, используются практически во всех сферах жизни, таких как автомобилестроение, мебельная промышленность, сельскохозяйственные инструменты и оборудование, образование, спорт…
Принцип техники: Сначала трубка крепится к переднему зажиму.Затем задний зажим (пресс-матрица) соединяется с трубкой. Трубка скручивается за счет вращения гибочной формы. Задний зажим (пресс-форма) следует за трубой, оказывая на нее давление, и сохраняет внешнюю форму трубы.
Одной из наиболее важных частей в процессе гибки трубы является оправка, которая находится внутри трубы во время гибки. Техника скручивания используется для того, чтобы название подчеркивало его важность.
Еще один дополнительный процесс — это матрица стеклоочистителя.Это предотвращает образование складок по внутреннему радиусу, которые могут возникнуть при гибке. Грязесъемник не требуется для каждой операции гибки. Однако это необходимо во многих случаях, а также необходимо для решения проблемы.
Преимущества
— Максимальная чувствительность процесса
— Возможность скручивания в узком радиусе
— Возможность взять между двумя скрутками в стандартной комплектации
Недостатки
— Самая дорогая техника гибки
Компрессионная гибка
В технике гибки путем наматывания штампа труба наматывается вокруг неподвижного штампа.Чтобы выполнить это действие обертывания, штамп со свободным давлением прикладывает к трубе обратное давление, и он принимает форму штампа.
Сегодня эта техника часто используется на гибочных станках. В этих машинах оправки нет. В зависимости от операции отсутствие оправки также может быть преимуществом с точки зрения длины трубы. Этот метод обычно подходит для труб с достаточной толщиной стенки и трехмерным или большим радиусом изгиба. Компрессионная гибка является очень экономичным решением при удовлетворительном качестве.
Преимущества
— Экономичное решение для гибки без оправки
— Система может предлагать практические решения, которые легко переносить.
Недостатки
— Отводы низкого качества
— Очень сложно сделать несколько скручиваний на одной и той же детали
. Другие методы и инновации:
Приведенная выше информация касалась единственных труб, изготовленных методом холодной гибки.Однако метод гибки путем нагрева во время гибки (индукция) также доступен, хотя используется реже. В этом методе труба изгибается без оправки, а изогнутая часть нагревается с помощью индукционной системы во время гибки. Таким образом, трубчатая форма максимально защищена, и ее можно сгибать с меньшим радиусом.
Однако длительность процесса является серьезным недостатком. Этот метод обычно используется для гибки труб большого размера с толщиной стенки 5 мм, таких как газопроводы или нефтепроводы.
Кроме того, существует система с более совершенной технологией гибки. Он был разработан и запатентован японцами. В этой системе можно регулировать направление изгиба и придавать трубе форму с разными радиусами относительно перемещения положения головки машины. Эта технология совершенно уникальна и отличается от других.
Новые и бывшие в употреблении специалисты по трубогибочным станкам с ЧПУ
Люди, которые решают проблемы,Разрабатывают решения и формируют успех!
Как тратить меньше, но зарабатывать больше Прекратите тратить деньги — инвестируйте в качественные бывшие в употреблении трубогибочные станки с ЧПУ. Наша цель — дать возможность коллегам-профессионалам, руководителям / директорам производства и владельцам бизнеса, обеспечивая добавленную стоимость. Это означает, что для наших клиентов вы можете конкурировать, чтобы привлечь новых клиентов с минимальными вложениями и максимизировать отдачу от инвестиций. Высокая производительность — прибыльные решения. Наше обязательство перед нашими клиентами заключается в объединении самого большого в мире недорогого ассортимента качественных высокопроизводительных трубогибочных и торцевых станков, С минимальными инвестициями поможет вам быстро воплотить ваши проекты в реальность с помощью станков с ЧПУ со склада. у вас несправедливое преимущество перед конкурентами, чтобы выиграть новый бизнес. Все в отличном состоянии — В наличии сразу FUTURE PROOFING — Используя эти качественные бывшие в употреблении машины, вы выведите свое производство на новый высокий уровень. Повышение вашей способности производить качественные, точные воспроизводимые детали за счет более интенсивной, быстрой и продолжительной работы на трубогибочном станке. А из-за низкой окупаемости инвестиций вы быстрее получаете прибыль. Дистанционная демонстрация может быть организована и рекомендуется. Сделайте 2021 год вашим Если вы не видите то, что ищете |
Future Proof — Обновите и упростите ваши существующие вне гарантии трубогибочные станки с ЧПУ. Установите контроллеры и программное обеспечение Phenix MORE , увеличивая ценность, возвращая их к полной производственной мощности «Как новый» , обеспечивая дополнительные 10+ лет нового срока службы, экономя ваше время и массу денег, увеличивая до максимума рентабельность инвестиций — По машинам / инвестициям, которые вы уже купили и за которые заплатили!
Сделайте 2021 год вашим
Блог о трубопроводах и трубогибочных машинах — это средство общения, которое позволяет нам поддерживать связь с нашими клиентами и обеспечивать их ценность.В нашем блоге вы найдете советы экспертов, идеи и новости отрасли. Мы приветствуем любые комментарии или вопросы, которые могут у вас возникнуть, и приглашаем вас поделиться ими с нами либо в разделе комментариев, либо обратившись к нам напрямую на нашей странице свяжитесь с нами .
Пожалуйста, посетите наш блог здесь. Мы приглашаем вас подписаться на блог «Трубогибочные машины», чтобы получать наши последние статьи, новости и обновления.
<> <> <> <> <>
Повышение качества и упрощение — Мы упрощаем вам автоматизацию отдела гибки труб с помощью новейших технологий ЧПУ Phenix.
Почему мы разные… Инновационные индивидуальные решения — лучше выдерживают нагрузку
Покупайте с уверенностью.
Выберите автономную машину или полностью автоматизированную производственную ячейку.
Они могут работать усерднее, быстрее и дольше, чтобы увеличить ваше производство и прибыль!
Посмотрите, что возможно…
Мы знаем, что заниматься манипуляциями с трубками — значит иметь дело с неожиданностями.
Вам нужна надежная поддержка и поддержка, которая поможет вам в это важное время.
Слишком часто от трубогибочных станков с ЧПУ отказываются по той простой причине, что они не поддерживают старые, зачастую проприетарные системы управления, аппаратное и программное обеспечение.
Чаще всего легко ремонтируются или заменяются механические детали: подшипники, втулки, рычаги, шестерни, шариковые винтовые пары, гидравлика.
«Но электроника — нет»
Зная слабые места и недостатки большинства контроллеров ЧПУ, наши системы управления 21st Century Phenix MORE на много миль превосходят старые устаревшие и медленные системы и могут обеспечить резервное копирование ваших текущих станков для полной, высокоскоростной и надежной экономии производственных мощностей. ваши деньги и высвободите дополнительные 10+ лет производственной жизни!
Узнать больше
.