Уроки сварки инвертором для начинающих
Инверторные аппараты пришли на смену тяжелым, неповоротливым и сложно перемещаемым трансформаторным источникам, давно и прочно заняв нишу передового сварочного оборудования, как в профессиональном, так и в бытовом вариантах. И это достойная замена, потому что инверторы сочетают в себе максимальные возможности с минимальными габаритами и весом, при этом, существенно экономя энергозатраты. За счет постоянного тока на выходе и легкости в настройках аппарата, любому начинающему доступна инверторная сварка. Видео, полезные советы, а также необходимые инструкции на нашем сайте помогут вам в ваших начинаниях.
При работе с любым сварочным аппаратом существуют различные тонкости и нюансы, поэтому, прежде чем приступить к делу, рекомендуется получить некоторые дополнительные знания и уроки сварки инвертором.
Основные параметры режима электродуговой сварки и выбор электродов
Какой устанавливать сварочный ток, зависит от диаметра электрода и положения шва, который необходимо выполнить, а диаметр электрода выбирают, зная толщину материала.
Также вы можете столкнуться с таким понятием, как сварка на прямой или обратной полярности. Видео «урок сварки инвертором» поможет в этом разобраться.
Обратная полярность означает классическое подключение сварочных кабелей: в плюсовое гнездо на панели аппарата присоединяется провод, подведенный к электродержателю, а в минусовой разъем подключают заземляющую клемму. Сварку на обратной полярности используют при работе с тонкими металлами, так как при таком методе температура на поверхности изделия значительно ниже, чем при прямой полярности.
Помимо диаметра электрода, необходимо выбрать и его тип. Самыми распространенными являются электроды с рутиловым типом покрытия марок МР, ОЗС, АНО, ОК и подобные аналоги. Они имеют цифровое обозначение 46, подходят для сварки обычных черных металлов, не требуют основательной зачистки кромок, легко поджигаются, в том числе и многократно.
Выбирайте диаметры в пределах 2,5 – 3 миллиметра, больше в бытовых условиях не потребуется.
Следующий урок сварки инвертором расскажет, как правильно поджечь электрод и удержать дугу.
Способы зажигания электрода и поддержание дуги
Сварочную дугу принято зажигать кратковременным касанием электрода вплотную к изделию или «чирканием» электрода о поверхность металла по типу разжигания спички. Второй способ предпочтительнее, но им не всегда можно воспользоваться в стесненных условиях или труднодоступных местах.
Для поддержания сварочной дуги необходимо удерживать зазор в пределах 3-5 миллиметров между предполагаемым швом и кончиком электрода. Если расстояние будет больше или меньше, то получится или пережог, или непроплавление сварочной ванны.
Уроки сварки инвертором научат управлять длиной сварочной дуги для получения оптимального результата. Важно, чтобы держатель с электродом удобно располагался в руке. Допускается придерживать держатель или даже электрод второй рукой при необходимости – уроки сварки инвертором это подтверждают.
Не менее важно правильно закончить сварочный шов. Сварка инвертором для начинающих (видео-инструкция) продемонстрирует этот процесс для наглядности.
Окончание сварки, обрыв сварочной дуги
Быстрый отрыв или отвод электрода от свариваемого изделия не рекомендуется во избежание появления возможных дефектов шва. Вернитесь на верхний край сварочной ванны, а затем, совершив «запятую», отведите электрод от кратера. Если вы еще не окончательно завершили шов, а электрод закончился, продолжайте сварку с небольшим заходом на уже наплавленный металл.
Безопасность при сварочных работах
Приступая к сварочным работам, уделите достаточное внимание защите рук, глаз и органам дыхания. Сварка инвертором для начинающих: видео-показ демонстрирует, что удлиненные краги — самый популярный вариант для защиты кистей рук, чтобы не получить ожоги от фейерверка сварочных брызг при ручной дуговой сварке. Защитная маска в различных вариациях, и сварочная спецовка также защитят вас от ожогов и прочих неприятностей.
Защитная маска в различных вариациях, и сварочная спецовка также защитят вас от ожогов и прочих неприятностей.
Таким образом, вооружившись полученными знаниями и переняв опыт других пользователей сварочных инверторов, вы можете смело приступать к работе и начинать приобретать практические навыки управления этим прибором.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварочные работы видео уроки — Морской флот
Чтобы заделать отверстие в стальной трубе, изготовить основу забора или козырек для крыльца из металла, необходимо владеть навыками сварки. Эта видеостатья поможет разобраться, как правильно варить электросваркой. Здесь собраны видеоматериалы, в которых подробно и понятно даже для новичка разбирается каждый вид работ.
Выбор электрода, правила ТБ и СИЗ, подключение сварочных кабелей, выбор значения силы тока в зависимости от диаметра электрода, подготовка металла, способы поджига дуги – обо всем этом в следующем видеоматериале:
 youtube.com/embed/l2mTiHmyBTk»/>
youtube.com/embed/l2mTiHmyBTk»/>
Не знаете, как проводить стыковое соединение или проварить детали с 2-х сторон? Посмотрите видеоматериал ниже. Кроме всего прочего, вы узнаете, как влияет покрытие электродов на результат сварки, что такое катет шва и многое другое:
В следующем ролике показано, как сделать качественный шов, как делать вертикальные и горизонтальные швы, рассказано о токовых режимах сварки и других особенностях технологии:
Следующее видео о технологии сварки профильной трубы в разных положениях:
Если в предыдущем видеоролике рассказано, как варить трубы квадратного и прямоугольного сечения, то здесь о сварке круглых труб встык:
В трубах иногда появляются нежелательные отверстия, узнайте, как их заварить:
 youtube.com/embed/SBrHQ41bSJs»/>
youtube.com/embed/SBrHQ41bSJs»/>
Видео: как правильно варить электросваркой
Электросваркой называется сварка, при которой части, которые необходимо соединить, нагреваются при помощи электротока. Видео о том, как правильно варить электросваркой, будут полезны всем, кто хочет научиться выполнять данный вид работ.
В этом видео речь пойдет о выборе электродов для электросварки, а также о технике безопасности при работе со сварочным аппаратом. Также из этого ролика вы узнаете, как начать сварочные работы.
Стыковое соединение
Об особенностях стыкового соединения при сварке узнаете из этого ролика.
Сварка вертикального шва
Посмотрев этот ролик, вы будете иметь представление о сварке вертикального шва.
В последнее время много ремонта и всякой стройки навалилось, пришла в голову идея научиться таки пользоваться электросваркой. Может даже начать этим зарабатывать. Но возник вопрос есть ведь различные разряды и прочее, на них ведь нужно учиться? А идти в ПТУ не в юношеском возрасте не так то и хочется. Есть ли возможность устроиться впоследствии на хорошее место без соответствующего образования?
Есть ли возможность устроиться впоследствии на хорошее место без соответствующего образования?
Rodrigo Gomes! В любой организации в первую очередь вас попросят показать удостоверение, в котором должен быть указан разряд. Как самоучка, вы сможете работать только дома или у частника.
Как варить правильно электросваркой
В этом уроке мы расскажем вам, как правильно пользоваться сварочным аппаратом и варить электросваркой. На самом деле в этом нет абсолютно ничего сложно, как может показаться на первый взгляд, а следуя нашим четким советами и рекомендациям вы быстро овладеете этим не хитрым занятием.
Итак, первым делом давайте узнаем с чем же нам придется иметь дело и какие виды сварочных аппаратов бывают.
Исходя из самого названия можно легко догадаться, что служит он для преобразования переменного тока электросети в постоянный сварочный ток. Состоит данное устройство из двух основных частей: выпрямительного блока и трансформатора. Основными преимуществами является то что они имеют более высокий коэффициент полезного действия, а так же обладают хорошими энергетическими показателями
С помощью этого устройства переменный ток от сети с помощью специальных транзисторов опять же преобразуется в постоянный, его основным достоинством является не большой вес и возможность регулировки тока.
Вводный видео урок о том как варить электродом
Важно заметить. что если аппарат подключается к бытовой электросети, то во избежании возникновения короткого замыкания и перегрева электропроводки, необходимо знать её основные параметры и характеристики. Перед выполнением работ в частном, загородном доме или квартире проверьте работоспособность всех электроавтоматов и лишь после этого приступайте к сварке.
Только выполнение этих простых правил убережет вас от повторной прокладки проводки в квартире своими руками
Вещи необходимые сварщику
- Маска которая поможет уберечь глаза от яркого свечения.
- Замшевые перчатки
- Щётка и молоток для отбивки шлака
- Сварочный аппарат
- Электроды
- Одежда с длинными рукавами для защиты от искр.
Что бы научиться правильно варить электросваркой нужна в первую очередь постоянная практика, мы уверены что, практикуясь для начала на не сложных поверхностях с каждым разом у вас будет получаться все лучше и лучше.
Итак, выполняя правильные электросварочные работы первым делом позаботьтесь о технике безопасности, приготовьте маску и наденьте перчатки. Участок метала где будет производиться сварка необходимо хорошо зачистить наждачкой или шкуркой по металлу, делается это для того что бы удалить грязь и ржавчину, при таком подходе не возникнет проблем с розжигом дуги, а сварочный шов будет получаться ровным и красивым.
Основные этапы выполнения электросварочных работ
В комплекте со сварочным аппаратом всегда идут два специальных провода на одном из конце каждого находиться стальной зажим, первый провод предназначен для закрепления в нем электрода, а второй (масса) необходимо закреплять к рабочей детали с которой будет происходить сварка. Порядок выполнения работ:
- Заранее приготовленный электрод устанавливаем в держатель.
- Второй провод с зажимом закрепляем непосредственно на детали где будет производиться сварка.
- Легким постукиванием электродом по металлу зажигаем электрическую дугу.

- Медленно и аккуратно ведем электродом по месту стыка металлов, при этом совершая возвратно поступательные движения.
- После сварки не большого участка останавливаемся, смотрим и оцениваем проделанную работу.
- При необходимости удаляем образовавшийся шлак при помощи молотка или щетки.
- Если все в порядке, продолжаем выполнять те же самые действия.

В конечном итоге у вас должен получиться шов. И пускай в первый раз он будет не таким красивым и ровным как хотелось бы, постоянно выполняя сварочные работы вы приловчитесь, наберетесь опыта и окончательно освоите это не хитрое ремесло.
Как правильно варить электросваркой видео
На этом наш урок закончен, надеюсь сейчас вы в полной мере понимаете, как правильно варить электросваркой.
Сварочные работы видео уроки #8212; смотрим уроки сварки инвертором для начинающих сварщиков
Начинающим специалистам стоит просмотреть сварочные работы видео уроки для того, чтобы избежать распространённых ошибок, и сделать свою работу качественной и безопасной. Всегда нужно помнить, что перед началом работы надо надеть спецодежду, а именно:
Всегда нужно помнить, что перед началом работы надо надеть спецодежду, а именно:
замшевые и (или) брезентовые перчатки; фартук или халат; защитная маска ; кирзовые ботинки.
Светофильтр для маски подбирается индивидуально для каждого человека, в зависимости от чувствительности глаз к свету, толщины электрода и мощности тока. Чем эти показатели выше, тем больший номер защитного фильтра надо использовать. После комплектации маски фильтром необходимо проверить наличие возможных зазоров, посмотрев на свет. Замену стёкол нужно проводить по мере того, как на них появляются царапины или загрязнения, мешающие чётко видеть сварочную ванну и шов.
Перед началом работы надо тщательно очистить обрабатываемую поверхность от загрязнений, ржавчины или масляных пятен. Только так можно рассчитывать, что качественно будут проведены сварочные работы, видео уроки по которым размещены на нашем сайте.
Выбор электродов
Урок сварки инвертором (видео) начинается с выбора электрода.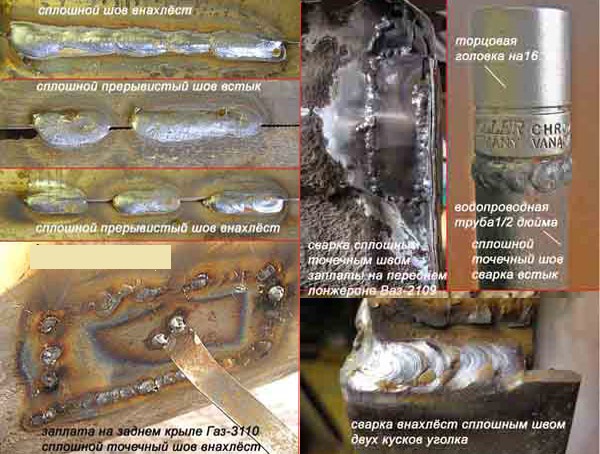 Как правило, его толщина должна равняться толщине детали. Также выбор зависит от используемого материала.
Как правило, его толщина должна равняться толщине детали. Также выбор зависит от используемого материала.
Для стали лучше всего подходят форматы АНО и УОНИИ и категории 1, 2 и 3.
Легированные виды стали нуждаются в электродах 1Y, 2Y и 3Y. Цифры, при этом, прямо пропорциональны прочности наплавляемого шва.
Для цветных металлов подбираются соответствующие электроды. А вот дюралюминий и силумин не поддаются обычной сварке. Также новичкам не следует браться за чугун, так как этот процесс требует высокой квалификации и наличия большого опыта работы.
После подсоединения электрода к инвертору необходимо выставить силу тока, которая указана на корпусе аппарата для различных видов материалов.
Урок сварки для начинающих (видео) показывает, что нельзя слишком быстро подносить электрод к обрабатываемой поверхности, потому что это приводит к залипанию.
Перед началом сварки следует к изделию подключить клемму массы, после чего можно начинать процесс сварки.
Поджог дуги
Сварка видео уроки учат, что подносить электрод к обрабатываемым деталям надо под углом к поверхности, который составляет 700. Затем стоит несколько раз слегка ударить по поверхности для образования сварочной дуги. После этого электрод надо отвести от поверхности металла на расстояние, равное диаметру электрода, и начинать формировать ванну. Для прогрева обрабатываемого металла понадобится 2–3 небольших круговых движений электрода по периметру сварочной ванны. Надо следить за тем, чтобы её диаметр постоянно был одинаковым.
Затем стоит несколько раз слегка ударить по поверхности для образования сварочной дуги. После этого электрод надо отвести от поверхности металла на расстояние, равное диаметру электрода, и начинать формировать ванну. Для прогрева обрабатываемого металла понадобится 2–3 небольших круговых движений электрода по периметру сварочной ванны. Надо следить за тем, чтобы её диаметр постоянно был одинаковым.
Дуговой промежуток
Просматривая сварочные работы (видео уроки), особое внимание стоит обратить на то, что дуговой промежуток не должен изменяться. Это самое главное и сложное, чему надо научиться начинающим сварщикам. Дело в том, что во время сварки электрод постепенно уменьшается в размерах, и необходимо его постоянно опускать.
Когда зазор меньше нормы, то основной металл не успевает прогреваться, и сплавление поверхностей будет некачественным. При большом зазоре дугу трудно удерживать на месте и управлять наплавляемым металлом. При сохранении постоянного зазора формируется качественный и аккуратный шов, гарантирующий надёжное соединение деталей.
Формирование шва
Сварка видео уроки показывают, как правильно выполнять круговые или зигзагообразные движения электродом, чтобы сформировать правильный шов. Если двигать ванну поперёк, то при недостатке металла могут оставаться подрезы, представляющие собой небольшие канавки по краям шва, расположенные ниже уровня поверхности. Уроки сварки инвертором (видео) помогут избежать таких ошибок и научат использовать силу дуги для управления ванной. Основная идея состоит в том, что чем больше наклон электрода, тем более выпуклым будет шов, и наоборот.
Обработка шва
После остывания сварочного шва с него аккуратно удаляют окалину при помощи молотка, как показывают видео на нашем сайте.
Контроль качества шва
После окончания сварочных работ необходимо проверить качество швов методом внешнего осмотра, контроля на герметичность и обнаружения скрытых дефектов. К ним относятся наплывы, подрезы, трещины, прожоги, непровары, наличие шлаковых включений в швах и другие.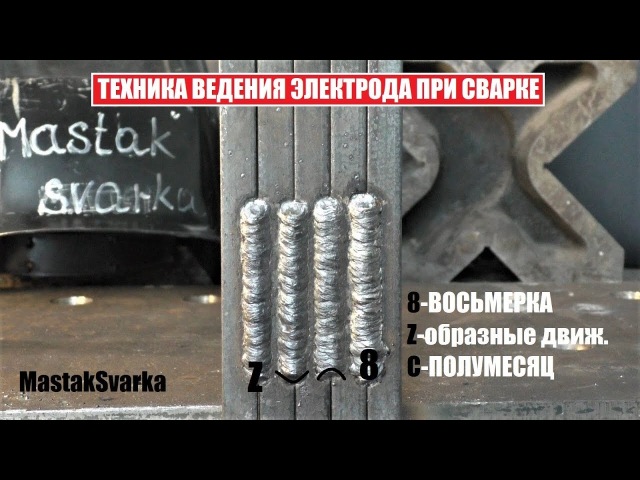
Сварка видео уроки помогут понять причины возникновения брака. Это могут быть скачки напряжения в сети, неверно выбранный угол наклона электрода, проскальзывание в подающих роликах сварной проволоки, изменение скорости сварки во время формирования шва и другие.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (жмите на кнопки ниже):
Ручная дуговая сварка с использованием инвертора — это самый простой и доступный способ разрезания и соединения металла. Для такой сварки вам потребуется бюджетный инвертор и простейшие электроды, что позволит гарантировать качественное соединение различных по своим показателям тугоплавкости металлов. Если вы не хотите по любому поводу обращаться к профессиональным сварщикам, то не составит какого-либо труда обучиться такой работе, и вы сможете самостоятельно сваривать металл с использованием недорогих инверторов.
Оборудование и экипировка
В первую очередь вам необходимо правильно подобрать используемый инвертор, с помощью которого и осуществляется сварка металла. Такой инвертор представляет собой компактное устройство, которое преобразует переменный ток в высокочастотный сварочный с требуемыми показателями мощности. Подобное устройство отличается высоким КПД, имеет компактные габариты и позволяет даже новичкам осуществлять качественное соединение металла. Выбирая приобретаемые инверторы, новичкам не следует гнаться за сверхдорогими и мощными моделями, которые предназначены в основном для профессионального использования. Будет достаточно аппарата, который имеет максимальный показатель рабочего тока в 160 Ампер.
Такой инвертор представляет собой компактное устройство, которое преобразует переменный ток в высокочастотный сварочный с требуемыми показателями мощности. Подобное устройство отличается высоким КПД, имеет компактные габариты и позволяет даже новичкам осуществлять качественное соединение металла. Выбирая приобретаемые инверторы, новичкам не следует гнаться за сверхдорогими и мощными моделями, которые предназначены в основном для профессионального использования. Будет достаточно аппарата, который имеет максимальный показатель рабочего тока в 160 Ампер.
Такой мощности хватит для сварки и резки металла, при этом работать с оборудованием может даже полный «чайник». В сети вы с легкостью найдете школы сварки, различные тематические материалы и видео начинающих сварщиков, самоучитель для которых можно освоить за несколько дней.
Также для работы вам потребуются различные электроды, выбирать которые необходимо в зависимости от особенностей свариваемых металлических изделий.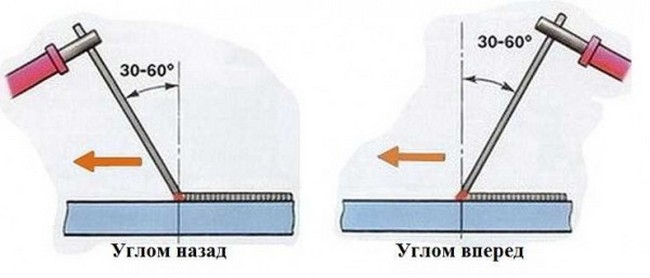 В данном случае необходимо учитывать показатели тугоплавкости металла, а также толщину соединяемых изделий. В сети Интернет вы сможете найти специальные таблицы по подбору электродов или же проконсультироваться у продавца, который поможет вам подобрать универсальные разновидности таких металлических стержней, что в последующем упростит работу со сварочным оборудованием.
В данном случае необходимо учитывать показатели тугоплавкости металла, а также толщину соединяемых изделий. В сети Интернет вы сможете найти специальные таблицы по подбору электродов или же проконсультироваться у продавца, который поможет вам подобрать универсальные разновидности таких металлических стержней, что в последующем упростит работу со сварочным оборудованием.
При выполнении данной работы сварщику могут угрожать следующие опасности:
- поражение электрическим током;
- отравление токсическими выделениями;
- ожоги от брызг расплавленного металла;
- травмирование глаз высокотемпературной окалиной.
Крайне важно соблюдать технику безопасности, используя защитные очки, маску, робу и краги, а также соблюдать аккуратность и осторожность при работе с таким оборудованием.
Нелишним будет позаботиться о средствах индивидуальной защиты, к которым относится следующее:
- защитная роба;
- брезентовые краги;
- сварочная маска.

Именно выбору сварочной маски следует уделить особое внимание, так как это важнейший элемент экипировки каждого сварщика. Маска защищает от яркого света и брызг металла, а также предупреждает поражение глаз ультрафиолетом, который образуется при работе с высокотемпературной другой. Можем порекомендовать вам отдавать предпочтение автоматическим маскам Хамелеон, в которых используется специальная система автоматического затемнения. Робу и краги рекомендуется приобретать из плотной хлопчатобумажной одежды, что позволит защитить сварщика от брызг металла и горячих искр.
Основы сварочных работ
Правильно выбираем электроды
Непосредственно сама техника сварки инвертором для начинающих не представляет особой сложности. В соединяемый шов помещают электрод, после чего зажигают сварочную дугу, расплавляют электроды и металл в месте соединения. В результате появляется прочный шов со связью на молекулярном уровне. Для защиты сварочной ванны и расплавленного металла может использоваться дополнительная флюсовая обмазка, которая покрывает электрод. Чтобы обеспечить качество выполняемой работы, необходимо правильно подобрать электроды и имеющееся на них покрытие.
Чтобы обеспечить качество выполняемой работы, необходимо правильно подобрать электроды и имеющееся на них покрытие.
В настоящее время популярность получили три типа электродов, в зависимости от их покрытия:
- Кислое покрытие электродов содержит базовые компоненты оксидов кремния и железа. При сварке такой металл активно кипит, что в свою очередь исключает образование в шве газовых пор. Сварка с использованием электродов с кислым покрытием осуществляется на постоянном и переменном токе любой полярности. Полученный шов будет отличаться великолепной чистотой без посторонних примесей металла, которые выводятся из ванны вместе со шлаком. Однако в последующем может появляться склонность швов к растрескиванию, поэтому использовать такие электроды можно при соединении низкоуглеродистой стали, на которую в процессе эксплуатации не приходится повышенная нагрузка.
- Электроды с основным покрытием имеют обмазку из карбоната кальция и фторида. При расплавлении таких электродов с основным покрытием активно выделяется углекислый газ, что позволяет защитить сварочную ванну от ее воздушного окисления. Шов получается прочным, он отлично защищен от растрескивания и кристаллизации. Однако качество такой сварки будет зависеть от чистоты поверхности, а сама работа ведется исключительно с постоянным током на обратной полярности.
- Электроды с рутиловым покрытием отличаются универсальностью, поэтому можем порекомендовать их новичкам, которые только учатся правильной сварке. Их можно использовать с различными видами тока для соединения металлов, отличающихся своими показателями тугоплавкости. Сварочная ванна умеренно и медленно раскисляется, что в свою очередь позволяет отделить газовые и шлаковые включения. Одновременно обеспечивается прочность шва и его устойчивость к механическим воздействиям.
 Шов получается прочным, он отлично защищен от растрескивания и кристаллизации. Однако качество такой сварки будет зависеть от чистоты поверхности, а сама работа ведется исключительно с постоянным током на обратной полярности.
Шов получается прочным, он отлично защищен от растрескивания и кристаллизации. Однако качество такой сварки будет зависеть от чистоты поверхности, а сама работа ведется исключительно с постоянным током на обратной полярности.Разновидности швов
На сегодняшний день принято различать четыре типа швов, которые отличаются своим расположением и способом выполнения.
- Самый простой — это нижний шов, который выполняется с горизонтально расположенными соединяемыми деталями. Сварочная ванна при таком нижнем шве стабильна, что позволяет с легкостью обучиться его выполнению даже начинающему сварщику.
- Горизонтальный шов имеет, соответственно, горизонтальное направление. Однако следует помнить о том, что для качественного выполнения такого соединения металлов необходимо, чтобы сварщик имел соответствующий опыт, который потребуется ему для удержания раскаленного металла в сварочной ванне.
- Вертикальный шов отличается сложностью в исполнении, так как электрод ведется снизу вверх, при этом необходимо предотвратить вытекание расплавленного металла из сварочной ванны. Вертикальную электродуговую сварку для начинающих мы бы не рекомендовали по причине сложности такой работы.
- Потолочный шов — это самая сложная технология работы, при которой соединяемые элементы находятся над электродом. Только высококвалифицированные сварщики смогут выполнить потолочный шов, обеспечив прочное соединение металлических элементов.
 Сварочная ванна при таком нижнем шве стабильна, что позволяет с легкостью обучиться его выполнению даже начинающему сварщику.
Сварочная ванна при таком нижнем шве стабильна, что позволяет с легкостью обучиться его выполнению даже начинающему сварщику.Совет: новичкам лучше всего работать с простыми нижними и горизонтальными швами. Можно найти простые видеоуроки, где рассказывается, как выполнить такую сварку металла.
Можно найти простые видеоуроки, где рассказывается, как выполнить такую сварку металла.
Разжигаем дугу инвертора
В старых трансформаторных сварочных аппаратах именно розжиг дуги представлял определенные сложности. Сегодня же современные модели получили функцию быстрого розжига дуги, что позволяет работать на таком оборудовании даже новичкам, которые ранее не имели опыта работы с металлом.
Алгоритм включения в работу устройства и розжига дуги следующий.
- Необходимо зачистить соединяемые металлические детали, подобрать используемые электроды.
- Тумблер мощности сварочного тока устанавливается на минимальное значение.
- Сварщик надевает защитную маску.
- Кнопкой включается сварочный инвертор, и зажигается дуга.
- С помощью тумблера устанавливают нужные показатели рабочего тока.
- Далее можно проводить сварочные работы.

Сварка металла
При выполнении сварочных работ за счёт воздействия высокой температуры на электрод и кромки соединяемых металлических деталей происходит их оплавление, после чего появляется так называемая сварочная ванна, которая в последующем застывает, образуя единое монолитное соединение. Благодаря такому соединению на молекулярном уровне обеспечивается максимальная прочность и устойчивость к механическому воздействию сварочного шва.
При расплавлении электрода активно образуются газы, которые окружают зону сварки и защищают расплавленный металл от его окисления кислородом из воздуха. Тем самым предотвращается последующее растрескивание шва и активное образование ржавчины. Из расплавленного электрода и его обмазки могут выделяться различные шлаки, которые всплывают на поверхность и образуют дополнительный слой защиты, который оберегает расплавленный горячий металл от пагубного воздействия кислорода.
При проведении таких сварочных работ необходимо контролировать равномерный прогрев сварочной ванны, при этом обе детали должны расплавляться на равное расстояние от краев, что и позволит в дальнейшем гарантировать качественное соединение. Чтобы обеспечить равномерное оплавление кромок, по мере расплавления электрода его следует подавать в зону сварки, воздействуя раскаленной сварочной дугой, как на расплавляемый стержень, так и на края соединяемых изделий. Тем самым можно будет обеспечить равномерность прогрева и качественное соединение металлических элементов.
Чтобы обеспечить равномерное оплавление кромок, по мере расплавления электрода его следует подавать в зону сварки, воздействуя раскаленной сварочной дугой, как на расплавляемый стержень, так и на края соединяемых изделий. Тем самым можно будет обеспечить равномерность прогрева и качественное соединение металлических элементов.
Электродуговая сварка для начинающих не будет представлять особой сложности, необходимо лишь качественно расплавлять сварочную ванну и правильно выбирать используемые электроды. Чтобы расширить шов и качественно варить две металлических детали, необходимо кончиком сварочной дуги выписывать различные фигуры, в том числе елочки, круги и зигзаги. По мере получения опыта работы сварщик может с легкостью качественно расплавлять даже тугоплавкие сплавы, обеспечивая качественное соединение различных по своей толщине металлических изделий.
Разрезание инвертором
Достаточно часто возникает необходимость разрезания массивных металлических деталей: различных прутков, швеллеров, толстых двутавров. Работать в данном случае отрезным диском болгарки не представляется возможным. Можно использовать для этой работы сварочный инвертор, который позволяет за счет мощности дуги с лёгкостью разрезать металлические детали.
Работать в данном случае отрезным диском болгарки не представляется возможным. Можно использовать для этой работы сварочный инвертор, который позволяет за счет мощности дуги с лёгкостью разрезать металлические детали.
Выполнять резку металла инвертором следует на максимально возможной мощности сварочного тока. Необходимо будет с помощью электрода прожечь насквозь разрезаемую деталь, после чего электрод ведут по направлению резки, что позволит расправляемому металлу стекать в выполненное вами отверстие и тем самым разрезать металл, предупреждая образование брызг. Подобные работы не представляют особой сложности, поэтому вы с легкостью сможете справиться с разрезанием толстых тугоплавких металлических деталей, отрезать которые болгаркой не представляется возможным.
Качественная ручная дуговая сварка не представляет сложности, поэтому с такой работой, просмотрев видеоурок и пройдя простейшее обучение, сможет разобраться каждый домовладелец. Необходимо лишь использовать качественные современные инверторы и правильно выбирать электроды, которые должны соответствовать характеристикам свариваемых металлов.
Получив необходимый опыт электросварки, можно использовать различные инверторы, в том числе для воздушной и аргоновой сварки, что позволяет с легкостью работать с алюминием, легированной сталью, другими цветными и черными металлами. В сети Интернет вы с легкостью найдете качественные видеокурсы и уроки сварки для начинающих, что и позволит освоить все тонкости этой работы, добиваясь качественного соединения металлов.
инструкция для начинающих и видео работ
Безусловно, наилучший способ решить вопрос, как правильно варить сваркой, это обратиться за помощью к профессиональному сварщику или хотя бы посмотреть видео урок для начинающих. Здесь действует золотое правило, и оно звучит так – лучше раз увидеть, чем сто услышать. Нужно, чтобы начинающий сварщик посмотрел через сварочную маску на свариваемый металл, и ему показали, где, что и каким образом надо делать.Это проходят почти все сварщики, так как невозможно узнать принцип сварки, не познав этот процесс на вид. Лишь после этого, зная, каким образом происходит сама работа, можно начинать практическое освоение этого процесса – именно из практики и тысячи сваренных швов и состоит профессионализм. В этой статье мы расскажем, как научиться правильно варить электросваркой, дадим несколько уроков и полезных советов.
Лишь после этого, зная, каким образом происходит сама работа, можно начинать практическое освоение этого процесса – именно из практики и тысячи сваренных швов и состоит профессионализм. В этой статье мы расскажем, как научиться правильно варить электросваркой, дадим несколько уроков и полезных советов.
Меры безопасности
Для начала начнем с того, что расскажем немного о культуре этого процесса и чистоте. Сварка – это грязный процесс и, невзирая на то, что увлекательное, довольно опасное. Все опасности относятся с тремя вещами – возможность ожога, ослабление зрения и легкие, где скапливается со временем осадок, который ведет к неприятным болезням. От этого нужно защищаться и беречь себя максимально возможными способами – то есть, соблюдать правила безопасности, а именно:
- Органы дыхания. Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
- Защита глаз – эту фразу надо говорить очень громко. Ее необходимо запомнить как два плюс два. Без этого вопрос, как научиться правильно варить сваркой, просто не решается. Крик (или предупреждение) «Глаза!!!» необходим, чтобы работающие рядом люди смогли успеть защитить органы зрения от действия яркой дуги.
- Спецодежда – именно одежда в основном защищает от ожогов, которые появляются от попадания на кожу расплавленного металла, а также от большой дозы ультрафиолета. Сварщику нужно работать одетым, так сказать, с ног до головы, и эта одежда не является отнюдь легкой и тоненькой футболкой или шортами – это плотный брезент, одевающийся поверх нательного белья. Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.
 В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
И, конечно же, голова на плечах. Бездумное обращение со сваркой может быть чревато печальными последствиями, как для работы, так и для вас лично.
Как зажигать и удерживать дугу
Освоить, как правильно держать дугу это – скорей всего, основной момент. Но, не умея этого, решать вопрос, как научиться варить сваркой, можно и не начинать. Во время работы со сварочным аппаратом дугу нужно удерживать в любом положении тела. Это все приходит с практикой, и теория, и видео уроки, тут помочь почти ничем не смогут. Если все же попробовать описать весь процесс в теории, то будет выглядеть таким образом:
- Берем металл потолще (какую-то обычную болванку), выставляем на сварочном аппарате максимальный ток (хотя бы, на половину возможностей), подсоединяем к болванке массу, устанавливаем электрод, одеваем сварочную маску и пробуем прикоснуться кончиком стержня болванки. Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени.
- Когда поймете и почувствуете, каким образом это происходит, можно попытаться передвигать электрод в каком-то направлении, смотря за происходящим. На этом этапе можно не уделять большого внимания непосредственно процессу сварки металлов – самое главное, это дуга, а точней, ее удержание.
- Когда дуга начнет получаться, на агрегате нужно сделать меньше ток и научиться включать дугу на небольших токах. Тут, опять же, все будет зависеть от вас. Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.

Когда включение электрода и удержание дуги будет хоть как-то получаться, основную долю вашего внимания нужно будет перенести на болванку, а точнее, понять, где шлак, а где чистовой металл. Шлак имеет темный оттенок, а металл светлый. Первый обязан расходиться в стороны, а второй находится на свариваемом шве.
Принцип сварки металлов
В принципе, соединения металлов это несложный процесс для понимания – электрическая дуга плавит края соединяемого металла и в это же время наносит на соединение металл с электрода. Даже если просто провести электрод вдоль соединения, то шов заварится – каким образом он это сделает, это уже иной вопрос, это зависит от уровня мастерства непосредственно сварщика, а точней от того, как он правильно усвоил урок, как варить шов сваркой, и все нюансы, связанные с этим.
Даже если просто провести электрод вдоль соединения, то шов заварится – каким образом он это сделает, это уже иной вопрос, это зависит от уровня мастерства непосредственно сварщика, а точней от того, как он правильно усвоил урок, как варить шов сваркой, и все нюансы, связанные с этим.
- Самое главное, что необходимо знать, это скорость наплавления материала – если проводить электрод быстро, то стык будет сделан с пропусками. Если это выполнять не спеша, то металл начнет сильно чрезмерно оплавляться, а иногда (при малой толщине соединяемых металлических листов) даже прожигаться. Опять же, этот момент необходимо определять экспериментальным путем.
- Это же относится и к силе тока, с которой делается сварка – сильный ток прожигает металл, слабый не полностью проваривает. По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?
Существует такое определение, как сварка рваной дугой – то есть, во время работ, смотря за состоянием свариваемых материалов, вы просто на очень короткое время прерываете дугу, давая этим материалу чуть остыть. Как правило, по этой технологии происходит варка труб – металл надевается на шов, образно говоря, елочкой либо небольшими передвижениями электрода сперва слева направо, а затем наоборот.
По большому счету соединение труб сваркой – это отдельная тема, которая требует подробного описания. Если коротко рассматривать данный процесс, то происходит он в два этапа. Для начала, это заполнение соединения между двумя трубами (они соединяются стык в стык, между трубами в обязательном порядке обязан быть зазор в несколько миллиметров). И следующее, это усиление шва, оно делается под большим напряжением, на данном этапе работ убираются все огрехи и пропуски первого этапа.
Провар – если говорить проще, то глубина проплавления краев соединяемого металла. Опять-таки, тут есть тонкая грань, на которой и нужно сбалансироваться сварщику. Переходя данную грань, и сильно переплавляя металл, вы создаете с обратной стороны соединения наросты – они не принципиальны, когда речь идет о деталях, которые можно варить с обеих сторон. Но вот если рассматривать трубы, то тут данные наросты являются уменьшением диаметра трубы.
Но вот если рассматривать трубы, то тут данные наросты являются уменьшением диаметра трубы.
Если рассматривать недогрев, то тут подразумевается некачественный шов. Узнать плохо проваренный стык можно по обратной стороне детали – во время сварки металл (естественно, если он не имеет толщины больше сантиметра) с тыльной стороны обязан раскаляться докрасна. После сварочных работ на этом участке видны изменения в цвете металла и образуется окалина.
Сварка швов в разных плоскостях
Что еще нужно сказать относительно сварки, так это о горизонтальных и вертикальных стыках. Вертикальный шов делается чуть проще, что нельзя сказать о горизонтальном. Между прочим, тут есть один уникальный парадокс – начинающим сварщикам, по какой-то проще дается горизонтальный шов, а вот с вертикальными соединениями возникают проблемы. Как с вертикальный шов сваркой? По принципу рваной дуги – но в этом случае наплавляемый металл меньше вниз стекает.И в конце темы, как правильно варить сваркой, расскажем коротко о потолочном шве, он среди прочих стыков считается самым проблематичным для начинающих. Вся сложность состоит, опять же, в стекании металла вниз. Чтобы это не произошло, потолочный шов необходимо варить быстро и с немного увеличенным током – здесь уже нужен опыт.
Вся сложность состоит, опять же, в стекании металла вниз. Чтобы это не произошло, потолочный шов необходимо варить быстро и с немного увеличенным током – здесь уже нужен опыт.
Сварка инвертором для начинающих: основы, видео уроки
Сложные в эксплуатации и тяжелые сварочные аппараты полностью вытеснили с потребительского рынка инверторы. Они без проблем используются новичками, которые знают основные принципы выполнения сварочных работ. Помимо небольшого веса современные аппараты наделены дополнительным функционалом, позволяющим решать задачи по сварке любого уровня сложности. Они потребляют намного меньше энергии. Электричество используется исключительно на образование дуги, а не нагрев обмотки трансформатора.
Оборудование невосприимчиво к перепадам напряжения в сети, что позволяет применять его в местности с плохо развитой инфраструктурой. Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока.
Внешний осмотр сварочного инвертора
Вес агрегата напрямую зависит от мощности. В торговой сети представлен большой выбор вариантов от 3 до 7 кг. Для переноса предусмотрена ручка или наплечный ремень. Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».
Азбука для начинающего сварщика
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.
Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
-
Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
-
Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
-
Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.

После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте.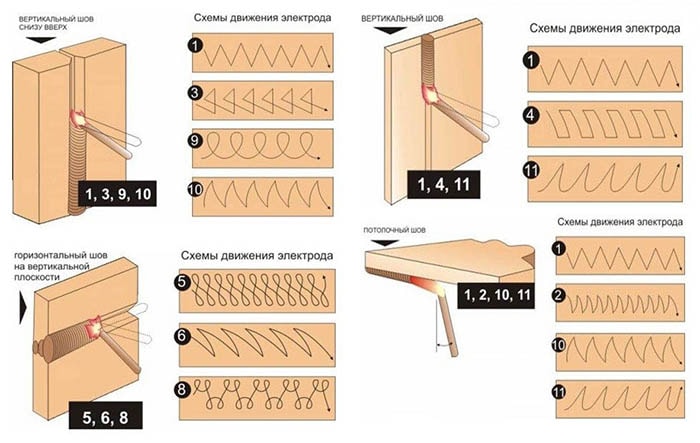 После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью. От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм). Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.
 Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Формирование сварочного шва
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
Прямая и обратная полярность
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу. Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Скорость подачи электрода
Перемещением электрода необходимо добиться образование достаточного количества расплавленного металла в зоне сварки. В противном случае образуется дефект «подрез». При слишком быстром перемещении металл прогревается плохо, свариваемые кромки не проплавляются, а шов ложится сверху и получается неглубоким. При слишком медленном перемещении металл перегревается и возможно прожигание или деформация его поверхности.
Выбор силы тока
Сила тока выставляется регулятором на инверторе в зависимости от толщины заготовки. В сочетании со скоростью перемещения электрода сила тока формирует сварной шов. Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
- Во время процесса сварочный шов должен быть виден сварщику. В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
- Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
- Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.
- Угловые соединения непросто выполнить качественно. Возможен слив расплавленного металла на одну из сторон. Чтобы упростить решение задачи, следует расположить заготовки «лодочкой», когда сварной шов находится в самой нижней точке по отношению к поверхностям заготовок.
- Сложнее всего наносить вертикальные швы. Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
- Полученные дефекты несложно отремонтировать. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
- Проварить толстый металл будет проще, если с обеих сторон снять фаску. Еще один прием – расположить поверхность на небольшом расстоянии одна от другой (примерно, 0,5 мм).
 Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.видео уроки по сварочным работам
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
На одном из кабелей сварочного аппарата размещен фиксатор, как правило, они бывают двух типов:
- Винтовой. Ручка держателя вращается и позволяет вставить в образовавшееся гнездо электрод;
- Пружинный. Чтобы вставить электрод необходимо нажать на кнопку на ручке.
Внимание! Правильно вставленный электрод не должен качаться.
После подключения электрода наступает черед подключения кабелей аппарата. Сварочный агрегат имеет два выхода: отрицательный и положительный и два кабеля:
- Первый оканчивается зажимом для электрода;
- Второй имеет фиксатор для подсоединения к детали.
Схема подключения зависит от работы. В инверторных устройствах плюс подключается к детали, а минус к электроду. Такая полярность дает лучший разогрев металла и, следовательно, большую прочность сварным соединениям. Для сварки нержавейки аргоном выполняют обратное подключение.
После подключения электрода и кабелей необходимо научиться зажигать дугу. Ее зажигание происходит при соприкосновении детали и электрода. Возможны два метода:
- Постукивание. Необходимо несколько раз легко ударить концом электрода по детали;
- Проведение. Вдоль будущего шва делается быстрое проводящее движение электрода.
Новый электрод разжигается быстро. Немного сложнее разжечь уже использованный – для этого необходимо освободить его от нагара путем постукивания об деталь.
Прежде чем приступить к следующему этапу обучения необходимо научиться стабильно и быстро разжигать дугу.
Отработка наклона и движения электрода
Наиболее удобное положение электрода характеризуется как наклоненное к сварщику под углом 30-60°. Варьирование в данных пропорциях ведется по ходу сварки по состоянию сварной ванны.
Возможны два варианта наклона электрода:
- Угол назад. По данной схеме расплавленный шлак идет за электродом, который движется с такой скоростью, чтобы шлак успевал закрывать сварную ванну. При таком положении электрода металл прогревается на значительную глубину;
- Угол вперед. В данном случае разогрев металла будет несильный, сварной шов будет идти за электродом.
Схема правильного движения электрода для получения качественного шва следующая: электрод удерживается в 2-3 мм от металла, что позволяет сварщику вести контроль за сварной ванной.
При проведении сварки мастер должен оценивать несколько параметров:
- Движение электрода должно производиться по спланированной схеме для получения ровного и красивого шва;
- По мере расплавления металла электрод опускается ниже, но не более чем на 2-3 мм от края металла;
- Состояние и размер сварной ванны регулируются посредством скорости движения электрода;
- Важно контролировать направление шва.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
После остывания металла необходимо при помощи молотка сколоть шлак с поверхности ванны и сделать подробный осмотр сделанной работы. Если имеются непроваренные элементы, то необходимо добавить силу тока. Если ток чрезмерно завышен, то это будет видно по большому прожигу металла.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
Сварка аргоном – видео уроки для начинающих специалистов
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
ДУГОВАЯ СВАРКА [электроды, видео уроки, советы]
[Дуговая сварка] – это такой прием сварки, при котором детали изделия нагреваются до температуры плавления путем воздействия электрического дугового импульса.
Вариантов проведения сварки масса, это сварка под флюсом, дуговая сварка в защитных газах, ручная сварка.
Методы электросварки
Дуговую сварку вручную проводят посредством переменного или постоянного тока в электродах, покрытых особой обмазкой.
Тот, кто руководит ходом сварки, своими руками переносит дугу вдоль краев металла, контролируя ход плавления и поднося электрод к обрабатываемому участку.
Для сваривания вручную чугуна можно смело пользоваться чугунным электродом. В диаметре он может составлять 6-15 мм. Лучшее решение – электроды малого диаметра и низкие токи.
Также для сварки чугуна вручную подходят электроды на медной или никелевой основе.
Если электрод содержит и никель, и медь, то он может использоваться для сварки чугуна уже без предварительного подогрева.
Для сварки чугуна, если края сварочного шва потом будут обрабатываться, не советуют использовать стальной электрод.
Сваривание под флюсом – способ механизированный. Он проводится посредством оголенной электродной проволоки.
Свариваемый участок предохраняется от взаимодействия с воздухом флюсом.
Это вещество вступает в реакцию с расплавленной поверхностью металла и изменяет его структуру, улучшая химические характеристики.
Флюсом называют сыпучий крупчатый состав. По назначению он может применяться при сварке разных типов стали, цветного металла и сплава. А по технологии производства он бывает плавленым и не плавленым.
В промышленных масштабах популярна автоматическая дуговая сварка под флюсом.
Автоматическая дуговая сварка отличается тем, что проволоку на участок дуги, перемещаемой вдоль кромок изделия, подает автомат.
Когда сварка под флюсом не полностью автоматическая, действует полуавтомат, то есть проволока подается автоматически, но своими руками переносится дуга.
На большой скорости производится многодуговая сварка. Существует сваривание, которое выполняется в три фазы, и сварка под флюсом посредством расщепленного электрода.
Чтобы восстановить изношенные элементы изделия, можно варить их под флюсом в оси.
Сварочный аппарат, которым необходимо варить под флюсом, бывает разной серии. Полуавтомат выпускается под сериями ПШ-5 и ПШ-54, а автомат – ТС-17М и АДС-1000.
Видео:
Почти ничем не отличается от сварки под флюсом плавка металла порошковой проволокой с помощью углекислого газа, поскольку металлический элемент приобретает те же свойства.
А дуговая сварка в защитных газах предполагает то, что участок дуги защищен от влияния воздуха специальным газом.
Это может быть газ вроде аргона или гелия или активный газ, например, реагирующий со структурой металла азот.
Чистый аргон активно используется как защитный газ, когда идет сварка по алюминию.
Во время сваривания по алюминию нужна регулировка частоты тока. Такую функцию как раз и имеют аргонодуговые аппараты.
Сложный процесс – сварка в аргоне чугуна. Большое содержание углерода делает его очень хрупким материалом, который трудно сварить.
При сварке аргоном чугуна применяют никелевые или бронзовые присадочные прутки.
Сварочный процесс под защитой газов ведется с помощью неплавящегося или плавящегося электрода.
Варить под аргоном предпочтительнее цветной металл, нержавеющую сталь или сплав.
Когда необходимо лишь слегка окислить в зоне дуги углеродистую или легированную сталь, то используют сварку под углекислым газом.
Если металл тонкий, то есть его толщина менее 3 мм, целесообразнее варить с помощью неплавящегося вольфрамового электрода.
Графитовый или угольный неплавящийся электрод необходим при сварке тонкого изделия толщиной полтора-два мм.
Действуя неплавящимся электродом, можно проводить сварку тонкого изделия своими руками.
Когда материал толстый, применяют сварку плавящимся электродом. Эти виды сварки подходят для стали толщиной более 0,8 мм, он гарантирует образование прочного и качественного соединения.
Использование плавящегося электрода требует полной автоматизации, или хотя бы понадобится сварочный аппарат-полуавтомат.
Широко используется импульсно дуговая сварка. Такое сваривание рекомендовано для тонкого металла, очень подходит алюминию.
Им легко варить потолочный или вертикальный шов, так как почти ничего не разбрызгивается и обеспечивается высокое качество сварки.
В отличие от стандартной процедуры сварки, данные виды сварки не приводит к деформации изделия. Здесь понадобится обычный аппарат и специальный агрегат для подачи импульсов.
Азы электросварки
Чтобы постичь основы дуговой сварки, надо иметь на руках аппарат для сварки и электроды.
В период обучения их понадобится много, какие-то просто испортятся, пока будут предприниматься попытки произвести сварку своими руками.
Самые подходящие электроды для дуговой сварки в период обучения составляют в диаметре 3 мм.
Электроды должны быть именно такой толщины, поскольку более тонкими выполняют сварку тонкого материала, что могут сделать только сварщики с опытом.
Также не стоит брать электроды более 3 мм толщиной, поскольку они могут дать большую нагрузку на сеть.
Сварка дугой для начинающих потребует терпения, но научиться правильно приваривать металлические детали и изделия из чугуна вполне реально.
Главное правило для начинающих — больше практики!
Видео:
Но чтобы начать уроки по свариванию с уверенностью, начинающим рекомендуется посмотреть обучающие видео по сварке, предложенные в нашей статье. Также необходимо усвоить советы по технике безопасности сварки.
Чтобы разобраться в специфике сваривания чугуна и разных металлических предметов, пройдите уроки на примере ненужного металлического куска.
Вблизи приготовьте ведро с водой. Не пробуйте варить электродом на деревянном предмете — техникой безопасности это запрещено!
Будьте бдительны, поскольку крошечные остатки примененного для сваривания электрода способны привести к возгоранию. Эти правила диктует техника безопасности при сварке.
В первую очередь, уроки, обучающие как правильно варить металлические конструкции, указывают, что обрабатываемая деталь в целях безопасности должна быть крепко зафиксирована зажимом «заземления».
А кабель, как говорит техника безопасности, нужно тщательно спрятать и убрать в электрододержатель.
Этот инструмент обеспечивает быструю смену электродов. Электрододержатель должен выдерживать повышенные нагрузки, элементарно собираться — это тоже диктуется правилами безопасности.
Главное условие — электрододержатель должен быть удобным в работе.
Простую конструкцию имеет электрододержатель винтового вида, при этом он весьма практичен. Максимальный показатель тока – 500А. Вес инструмента – 300-750 гр.
Электрододержатель можно соорудить и своими руками, соблюдая технику безопасности.
Потребуется кусок трубы из меди 25 см длиной. К ней с одного конца приваривается металлическая пластина в форме половины кольца, ее край должен быть загнут.
Видео:
На другом боку трубу нужно сплющить и просверлить небольшую дыру. Туда крепится наконечник кабеля, а потом на эту часть трубы устанавливают отрезок дюритового шланга.
Электрододержатель нельзя перегружать в течение работы по правилам техники безопасности, то есть нужно делать небольшие перерывы.
Когда электрододержатель зафиксировал электрод, включают сварочный аппарат, выставляя на нем коэффициент силы тока. Этот показатель должен быть равен цифре диаметра электрода.
После того как электрододержатель и сварочный аппарат подготовлены, можно испытать себя, то есть зажечь дугу своими руками и начать варить, соблюдая правила техники безопасности.
Электрод необходимо установить под определенным углом к металлическому предмету, по правилам этот угол обычно составляет примерно 60 градусов.
Теперь нужно не спеша провести электродом по металлу. Появились искры – пора затронуть металл электродом и немного поднять его, оставляя пятимиллиметровый зазор.
Дуга обязательно зажжется, если процедура проделана правильно. Не нужно забывать, что промежуток в 5 мм поддерживается в течение всей работы. Электрод постепенно выгорает, его передвигают неторопливо.
Если электрод стал прилипать, то его резким движением просто отклоняют в сторону. Когда дуга расстоянием в 2 или 3 мм не зажигается, добавляют мощность электрического тока.
Видео:
Необходимо попытаться сделать стабильную дугу, длина которой составляет от 3 до 5 мм между обрабатываемым элементом и краем электрода.
Если эти первые уроки для начинающих пройдены успешно, то можно попытаться правильно наплавить валик.
Дугу зажигают и медленно передвигают в горизонтальном направлении, совершая волнообразные движения. Плавящийся металл нужно как бы сдвигать к середине дуги.
В идеале появится ровный шов, на котором будут выступать небольшие волны материала наплавления.
Технология ручной дуговой сварки
Дугу правильно зажигают путем прямого отрыва электрода, когда произошло короткое замыкание, или скольжением по поверхности его края.
Технология сварки любого материла, в том числе чугуна, требует, чтобы электрод перемещался по трем направлениям.
Первый прием – постепенное движение по самой оси электрода. Это направление поддерживает стабильную длину дуги.
Длина дуги во время сваривания своими руками должна колебаться между двумя величинами – 0, 5 и 1, 2 диаметра электрода.
Если дуга будет чересчур маленькая, то шов сформируется плохо, и может возникнуть короткое замыкание.
Видео:
Если дуга будет слишком длинная, то снизится глубина провара, и сварочный шов будет хуже по механическим характеристикам.
Второй прием – движение электрода по длине оси валика, чтобы образовался шов. С какой быстротой совершается это перемещение, зависит от мощности электротока, размера электрода и времени его плавления.
Если не совершаются поперечные движения электрода, то шов будет тонкий, то есть его ширина составит 1,5 диаметра электрода. Такой шов предпочтительнее варить на поверхности тонкого листа.
Последний прием – техника движения электрода по ширине самого шва. Это необходимо, чтобы шов соответствовал необходимой ширине и глубине плавления.
Если по шву прошлись правильно, то его ширина будет составлять 1,5-5 диаметров электрода.
Сварка дугой также выполняется исходя из того, в каком пространственном положении расположен сварочный шов.
В нижнем положении важно, чтобы сечения проплавлялись полностью и не образовывались прожоги.
Если идет сваривание угловых швов, то нужно повернуть изделие на 45 градусов или пользоваться наклонным электродом.
Если сваривание выполняется своими руками в вертикальном положении, то на создание шва влияет стекание расплавленного материала.
Оттого швы по вертикали делают на подъем, тем самым обеспечивая нужную степень провара.
Правда эти виды сварки выполняются медленно и годятся только для тонкого изделия, что объясняется малой глубиной проплавления.
Чтобы правильно сделать потолочный или вертикальный шов, придется постараться. Чтобы расплавленный материал не вытекал из сварочной ванны, когда делаешь вертикальный или потолочный шов — его удерживают поверхностным натяжением.
Размеры сварочной ванны лучше уменьшить, выполнять сварку непродолжительными замыканиями так, чтобы потолочный рубец успевал немного подвергнуться кристаллизации.
Проделывать потолочный или вертикальный шов своими руками не всегда целесообразно, если необходимо сваривать тонкие металлические конструкции, вроде кузова автомобиля.
Для сваривания тонкого изделия лучше применить сварочный аппарат полуавтомат, имеющий ряд преимуществ.
Сварочный полуавтомат отличает малая площадь нагревания, не надо тщательно подгонять свариваемые детали. Полуавтомат требует использования углекислого газа, а он дешевле ацетилена.
К тому же, сварочный аппарат полуавтомат работает в 2 раза лучше, чем при работе сваркой своими руками.
Видео:
Аппарат полуавтомат для сваривания чугуна, железа или алюминия состоит из сварочного трансформатора и выпрямителя, кабелей, переносного блока, баллона с газом и редуктора.
Также полуавтомат оснащен держателем с кнопкой пуска. Отечественные виды – это оборудование марок А-537 и А-537У.
Аппарат полуавтомат потребляет много энергии, поэтому в целях безопасности перед работой с ним нужно проверить, до упора ли закручены сварочные кабели.
Практическое и информативное руководство для самостоятельных работников
Начало работы
Существует множество способов сварки на выбор, но ни один из них не подходит для всех областей применения. Очень важно учитывать ваши навыки сварки, доступные основные процессы, а также возможности и преимущества каждого из них, чтобы определить, какой процесс лучше всего подходит для ваших нужд и областей применения.
Обзор сварочных процессов
Наиболее распространенными процессами являются MIG, TIG и Stick.У каждого из них есть преимущества и ограничения для определенных приложений. Не существует универсального подхода.
- MIG / газовая дуговая сварка металла (GMAW) — Сварочные аппараты MIG используют проволочный сварочный электрод на катушке, которая подается автоматически с постоянной предварительно выбранной скоростью. Дуга, создаваемая электрическим током между основным металлом и проволокой, расплавляет проволоку и соединяет ее с основанием, создавая высокопрочный сварной шов с прекрасным внешним видом и небольшой потребностью в очистке. Сварка MIG чиста и проста, ее можно использовать как для тонких, так и для толстых металлов.
Подобно MIG, дуговая сварка порошковой проволокой (FCAW) * представляет собой процесс подачи проволоки, но отличается тем, что самозащитная сварка FCAW не требует защитного газа. Вместо этого порошковая проволока защищает дугу от загрязнения. Это простой и эффективный подход, особенно при сварке на открытом воздухе, в ветреную погоду или на грязных материалах. FCAW широко используется в строительстве из-за высокой скорости сварки и портативности.
Сварка MIG и порошковой проволокой проста в освоении и позволяет создавать чрезвычайно чистые сварные швы на стали, алюминии и нержавеющей стали.Оба процесса позволяют сваривать материалы толщиной до 26 калибра.
* Процесс FCAW предлагается на машинах Miller® MIG.
- Дуговая сварка TIG / газом вольфрамовым электродом (GTAW) — В этом процессе дуговой сварки для сварки используется неплавящийся вольфрамовый электрод. Область сварного шва защищена от атмосферного загрязнения защитным газом (обычно аргоном) и присадочным металлом, хотя некоторые сварные швы, известные как автогенные швы, этого не требуют.Сварочный источник постоянного тока вырабатывает энергию, которая проходит по дуге через столб высокоионизированного газа и паров металлов, известный как плазма.
Сварка
TIG обычно используется для сварки тонких профилей из легированной стали, нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы. Этот процесс дает оператору больший контроль над сварным швом, что позволяет получать прочные и высококачественные сварные швы. TIG сравнительно сложнее и труднее в освоении, чем другие процессы, и он значительно медленнее.
- Дуговая сварка палкой / экранированным металлом (SMAW) — На протяжении многих лет палочка была самым популярным методом сварки в домашних условиях. В этом процессе используется электрический ток, протекающий из зазора между металлом и электродом для дуговой сварки. Stick эффективен для сварки большинства сплавов или соединений и может использоваться в помещении и на открытом воздухе или на сквозняках. Кроме того, это наиболее экономичный метод, обеспечивающий хорошее сцепление с ржавыми или грязными металлами.
Однако он ограничен металлами толщиной не менее 18, требует частой замены стержней, излучает значительное количество брызг и требует очистки готовых сварных швов.Сварку палкой также труднее изучить и использовать, особенно способность зажигать и поддерживать дугу. Доступны аппараты для дуговой сварки переменным, постоянным или переменным / постоянным током, причем переменный ток является наиболее экономичным. Он используется для сварки более толстых металлов от 1/16 дюйма и более. Эти машины — хороший выбор для фермеров, любителей и домашних работников.
На приведенной ниже схеме показан каждый сварочный процесс. Учтите эти факторы, решая, какой процесс лучше всего подходит для ваших общих нужд.
Сварка МИГ
| Сварка TIG
|
Порошковая сварка
| Сварка палкой
|
Какой процесс лучше всего соответствует вашим потребностям?
Определите типы сварочных работ и материалы, которые вы будете сваривать чаще всего.Вы создаете скульптуры из металла? Собираетесь ли вы отремонтировать старый маслкар в своем гараже? Мотоцикл, который вы купили много лет назад, требует изготовления? Возможно, вам нужно сделать базовый ремонт сельхозтехники.
Возможные проекты | Средняя толщина материала |
Кузов авто | 3/16 дюйма или меньше |
Рамы и ограждения прицепов | от 1/4 дюйма до 5/16 дюйма |
Ферма, ранчо и ландшафт | от 5/16 дюйма до 3/8 дюйма |
Толстые конструкционные элементы | Более 3/8 дюйма |
Велосипеды, газонокосилки или рамы для труб | 1/16 дюйма |
Лодки, автомобили и мотоциклы | от 1/16 дюйма до 1/8 дюйма |
Стойки охотничьи и хозяйственные | от 1/16 дюйма до 1/8 дюйма |
От общего до капитального ремонта | от 3/16 дюйма до 1/4 дюйма |
Заблаговременное выделение времени для определения проектов, которые займут наибольший процент вашей сварочной деятельности, поможет вам определить конкретную толщину металла, с которой вы, вероятно, будете сваривать чаще всего, и, в конечном итоге, поможет вам выбрать наиболее подходящего сварщика.
Пришло время уточнить детали. Давайте посмотрим, какой процесс сварки можно использовать для каждого типа металла. Имейте в виду, что многие из этих материалов также обрабатываются с использованием различных комбинаций двух или более металлов для усиления прочности и функциональности.
Металл | Сварочный процесс | ||
МИГ | Рукоять | TIG | |
Сталь | Х | Х | Х |
Нержавеющая сталь | Х | Х | Х |
Алюминиевые сплавы | Х | Х | |
Чугун | Х | ||
Хромомолибден | Х | ||
Медь | Х | ||
Латунь | Х | ||
экзотических металлов (магний, титан и т. Д.) | Х | ||
Какие факторы следует учитывать при определении бюджета?
Тип сварочного аппарата, который вы покупаете, должен подходить для конкретных функций, которые вам требуются, а также для проектов, над которыми вы будете работать больше всего. Подумайте о своей конечной цели и подумайте о возможностях повышения эффективности вашего сварщика.Вы хотите больше мощности или силы тока в будущем? Вы когда-нибудь захотите изучить или использовать дополнительные сварочные процессы?
Важно учитывать различные требования к силе тока и мощности, а также рабочий цикл, необходимый для достижения наиболее эффективных и экономичных операционных результатов для проектов, которые вы планируете завершить.
В дополнение к стоимости самого сварочного аппарата не забудьте включить в него расходы на принадлежности и расходные материалы, которые потребуются для работы вашего нового сварочного аппарата.Сюда входит защита от сварки (каска, перчатки, куртка и т. Д.), А также газ и расходные материалы.
Не спешите принимать решение о покупке. Найдите время, чтобы определить свои потребности. Если у вас есть вопросы или что-то неясно, Миллер может ответить на любые ваши вопросы о сварочных процессах, преимуществах, ограничениях и работе аппарата. Когда вы будете готовы сопоставить конкретную модель с задачей, хобби или бизнесом, Миллер может предложить модель или продукт, который лучше всего подходит для вас.
Miller предоставляет качественных сварочных аппаратов с 1929 года. Когда вы будете готовы совершить покупку, для нас будет честью, если вашим первым сварщиком будет сварщик Miller.
10 лучших видеоуроков по сварке — Baker’s Gas & Welding Supplies, Inc.
Привет всем, студентам-сварщикам и начинающим сварщикам домашних проектов! Знаете ли вы, что вы можете научиться (или, по крайней мере, научиться) практически любому сварочному процессу, технике или проекту, которые вы только можете себе представить — все в одном месте?
Совершенно верно! И угадайте где? Угу — YouTube !!!
YouTube заполнен полезными, информативными и образовательными видеороликами всех видов о сварке.Практически любой вопрос, связанный со сваркой, у вас может возникнуть — вероятно, на YouTube есть видео с ответом.
Ниже приводится список из 10 самых популярных видеороликов YouTube о сварке :
Как пользоваться дуговой сваркой: основы дуговой сварки экранированных металлов
Expert Village довольно часто встречается в категории «Видеоуроки по сварке», и их метко названное «Как пользоваться дуговой сваркой» — не только одно из их лучших видеоуроков, но и очень информативное введение в процесс дуговой сварки.
Базовая сварка MIG
Более 37 минут видеоурока по основам сварки MIG — это на самом деле запись в реальном времени курса сварки, преподаваемого в University of Southern California в Ирвине , проводимого настоящим профессором в сварочной мастерской UC Irvine. Посещение этого курса лично будет стоить вам больших денег — так что воспользуйтесь выгодной ценой этого первоклассного учебника: совершенно БЕСПЛАТНО!
Техника для сварки TIG
Благодаря более чем 632 000 просмотров регистров, энтузиаст проекта сварки на дому. Введение Кевина Карона в сварку TIG — отличное место для начала изучения этого сложного и трудного в освоении процесса сварки.Видео Кевина и общий стиль обучения очень просты и понятны.
Miller Millermatic Сварка MIG с флюсовой сердцевиной
И Lincoln , и Miller размещают на YouTube первоклассные видеоуроки по сварке. В этом видео рассказывается о сварке MIG с флюсовым сердечником на сварочном аппарате Millermatic .
Как выполнять сварку MIG: как выполнять сварку MIG сварного шва
Еще одна запись Expert Village «Как выполнить сварку сварного шва методом MIG» — это высоко просматриваемое видео, которое быстро и легко демонстрирует эту обычную технику сварки в простой для понимания форме, идеально подходящей для начинающих сварщиков.
Прихваточный шов
Кевин Карон снова присоединяется к другому полезному и поучительному видео, представленному в его личном и интимном стиле, с быстрыми уроками по одному из самых важных типов сварки: прихваточный шов.
Техника работы с чашкой для сварки TIG
Один из самых популярных блогов Google по сварке, Welding Tips and Tricks , имеет свой собственный канал на YouTube, и они опубликовали невероятно информативный видеоурок, предлагающий отличное понимание одной из самых сложных технологий сварки TIG: ходьба по чашке.
Сварочные маски, стандартное и автоматическое затемнение
Углубляясь в безопасность сварки, Learn How to Weld предлагает обучающее видео по тонкостям сварочных шлемов с отличными советами по выбору между сварочным шлемом с автоматическим затемнением и неавтоматическим затемнением сварочного шлема .
Дуговая сварка от 3-х автомобильных аккумуляторов (Учебное пособие и демонстрация)
Что касается более забавной и уникальной стороны сварки, это отличное и очень крутое (хотя и оригинальное) обучающее видео (имеющее более 300 000 просмотров) от энтузиаста бездорожья Wheelie Pete , демонстрирующее, как соединить вместе три 12-вольтовые батареи. и создайте сварочный аппарат для дуговой сварки на случай тех моментов, когда вы находитесь в поле (бездорожье или другое), когда у вас нет под рукой сварочного аппарата или доступа к электричеству.
Как выполнять резку газовой горелкой для кислородно-ацетиленовой сварки
Указывается только как Freddytk421 , этот парень опубликовал более 246 видео с высокими рейтингами, от 25 000 до почти 200 000 просмотров. В этом информативном видео Freddytk421 предлагает отличное представление о работе с одним из наиболее старых сварочных процессов: газовой горелкой для кислородно-ацетиленовой сварки .
Сопутствующие товары
Высокопроизводительный сварочный аппарат Millermatic 252 Mig
Артикул: MIL
1Узнать больше
Линкольн прецизионный сварочный аппарат TIG / Stick 225 AC / DC 208V Ready Pak
Артикул: LINK2535-1
Узнать больше
Lincoln Viking 3350 4C Черный сварочный шлем
Артикул: LINK3034-3
Узнать больше
Смит 30 Series Reg Twin Pack — кислород и ацетилен (CGA 300)
Артикул: SMIHTP5
Узнать больше
Запись «10 лучших видеоуроков по сварке» впервые появилась на сайте Weld My World.
Дуговая сварка под флюсом (SAW) — Weld Guru
Дуговая сварка под флюсом (SAW) — это процесс, в котором соединение металлов производится дугой или дугой между неизолированным металлическим электродом или электродами и изделием.
На рабочем месте дуга защищена слоем гранулированного плавкого материала.
Давление не используется.
Компоненты оборудования для сварки под флюсом, необходимые для сварки под флюсом, показаны на рис. 10-59.
Оборудование состоит из сварочного аппарата или источника питания, механизма подачи проволоки и системы управления, сварочной горелки для автоматической сварки или сварочного пистолета и кабельной сборки для полуавтоматической сварки, бункера для флюса и механизма подачи, обычно системы восстановления флюса, и механизм передвижения для автоматической сварки.
Источник питания для дуговой сварки под флюсом должен быть рассчитан на 100-процентный рабочий цикл, поскольку операции сварки под флюсом являются непрерывными, а продолжительность сварки может превышать 10 минут.
Если используется источник питания с рабочим циклом 60 процентов, его номинальные характеристики должны быть снижены в соответствии с кривой рабочего цикла для 100-процентного режима работы.
При использовании постоянного тока переменного или постоянного тока необходимо использовать систему подачи проволоки с чувствительным к напряжению электродом.
При использовании постоянного напряжения используется более простая система подачи проволоки с фиксированной скоростью.Система CV используется только с постоянным током.
Используются как генераторные, так и трансформаторно-выпрямительные источники питания, но выпрямительные машины более популярны.
Сварочные аппараты для дуговой сварки под флюсом мощностью от 300 до 1500 ампер.
Их можно подключать параллельно, чтобы обеспечить дополнительную мощность для сильноточных приложений.
Электропитание постоянного тока используется для полуавтоматических применений, но питание переменного тока используется в основном с машиной или автоматическим методом.
Для систем с несколькими электродами требуются специальные типы цепей, особенно когда используется переменный ток.
В полуавтоматическом режиме сварочная горелка и кабельная сборка используются для передачи электрода и тока, а также для обеспечения потока на дуге.
Небольшой бункер для флюса прикреплен к концу кабельной сборки.
Электродная проволока подается через дно этого флюсового бункера через наконечник датчика тока к дуге.
Подача флюса из бункера в зону сварки осуществляется самотеком.
Количество подаваемого флюса зависит от того, насколько высоко расположен пистолет над изделием.
Бункерный пистолет может включать пусковой переключатель для инициирования сварки или может использовать «горячий» электрод, чтобы при прикосновении электрода к изделию подача начиналась автоматически.
Для автоматической сварки горелка присоединяется к двигателю механизма подачи проволоки и включает наконечники датчиков тока для передачи сварочного тока на электродную проволоку.
Бункер флюса обычно прикрепляется к горелке и может иметь клапаны с магнитным приводом, которые могут открываться или закрываться системой управления.
Другое оборудование, которое иногда используется, может включать в себя передвижную тележку, которая может быть простым трактором или сложным движущимся специализированным приспособлением. Блок рекуперации флюса обычно используется для сбора неиспользованного флюса подводной дуги и возврата его в питающий бункер.
Система для дуговой сварки под флюсом может стать довольно сложной из-за включения дополнительных устройств, таких как толкатели для швов, ткацкие станки и рабочие вездеходы.
Схема сваркиSAW
Рисунок 10-59. Блок-схема оборудования для сварки под флюсом.Преимущества SAW
Основными преимуществами процесса сварки под флюсом или под флюсом являются:
- металлический шов высокого качества.
- чрезвычайно высокая скорость и производительность наплавки
- гладкий, однородный сварной шов без брызг.
- мало или совсем нет дыма.
- нет дуги, поэтому необходимость в защитной одежде минимальна.
- высокий коэффициент использования электродной проволоки.
- простая автоматизация для высокого оператора.
- в норме, никаких манипулятивных навыков не задействовано.
Основные области применения SAW
Процесс под флюсом широко используется при производстве толстолистовой стали. Сюда входит сварка:
- фасонный профиль
- Продольный шов трубы большего диаметра
- производство деталей машин для всех видов тяжелой промышленности,
- Производство сосудов и резервуаров для хранения и хранения под давлением
Он широко используется в судостроении для сращивания и изготовления узлов, а также во многих других отраслях промышленности, где используется сталь средней и большой толщины.
Также применяется для наплавочных и наплавочных работ, технического обслуживания и ремонта.
При сварке под флюсом флюс и проволока разделены. И то и другое влияет на свойства сварного шва, что требует от инженера выбора оптимальной комбинации для каждого проекта.Ограничения процесса
Основным ограничением сварки под флюсом является ограничение положения при сварке. Другое ограничение заключается в том, что он в основном используется только для сварки мягких и низколегированных высокопрочных сталей.
Высокая погонная энергия и цикл медленного охлаждения могут быть проблемой при сварке закаленной и отпущенной стали.При использовании дуговой сварки под флюсом необходимо строго соблюдать ограничение тепловложения для рассматриваемой стали.
Это может потребовать выполнения многопроходных сварных швов, когда однопроходный сварной шов приемлем для низкоуглеродистой стали. В некоторых случаях экономические преимущества могут быть снижены до такой степени, что следует рассмотреть дуговую сварку порошковой проволокой или какой-либо другой процесс.
При полуавтоматической сварке под флюсом невозможность видеть дугу и лужу может быть недостатком для достижения корня сварного шва с разделкой кромок и правильного заполнения или калибровки.
Демонстрация процесса сварки пилой.Принципы работы
Процесс
Процесс сварки под флюсом показан на рисунке 10-60. Он использует тепло дуги между непрерывно подаваемым электродом и изделием.
Рисунок 10-60: Схема процесса сварки под флюсомТепло дуги плавит поверхность основного металла и конец электрода. Металл, расплавленный с электрода, переносится через дугу к заготовке, где он становится наплавленным металлом сварного шва.
Экранирование достигается за счет слоя гранулированного флюса, который накладывается непосредственно на область сварного шва. Флюс вблизи дуги плавится и смешивается с расплавленным металлом сварного шва, помогая его очистить и укрепить.
Флюс образует стеклоподобный шлак, который легче по весу, чем наплавленный металл шва, и плавает на поверхности в качестве защитного покрытия.
Сварной шов погружается под этот слой флюса и шлака, отсюда и название сварка под флюсом. Флюс и шлак обычно покрывают дугу, так что ее не видно.
Нерасплавленную часть флюса можно использовать повторно. Электрод вводится в дугу автоматически из катушки. Дуга поддерживается автоматически.
Путешествие может быть ручным или машинным. Дуга возникает при запуске с плавким предохранителем или системой реверсирования или возврата.
Нормальный метод применения и возможности положения
Самый популярный метод нанесения SAW — это машинный метод, при котором оператор контролирует сварку.
На втором месте по популярности находится автоматический метод, при котором сварка осуществляется нажатием кнопки.Процесс может применяться полуавтоматически; Однако этот способ нанесения не слишком популярен.
Этот процесс нельзя применить вручную, потому что сварщик не может контролировать невидимую дугу. Процесс дуговой сварки под флюсом — это сварочный процесс с ограниченными позициями.
Позиции сварки ограничены, потому что большая ванна расплавленного металла и шлака очень текучие и имеют тенденцию вытекать из стыка. Сварку можно легко выполнять как в горизонтальном, так и в горизонтальном положении.
В соответствии со специальными контролируемыми процедурами, можно сваривать в горизонтальном положении, иногда называемом сваркой на 3 часа.
Для этого требуются специальные устройства для удержания флюса, чтобы расплавленный шлак и металл шва не могли уйти. Процесс нельзя использовать в вертикальном или верхнем положении.
Металлы свариваемые и диапазон толщины
Сварка под флюсом применяется для сварки низко- и среднеуглеродистых сталей, низколегированных высокопрочных сталей, закаленных и отпущенных сталей и многих нержавеющих сталей.
Экспериментально он использовался для сварки некоторых медных сплавов, никелевых сплавов и даже урана.
Металл толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,7 мм) можно сваривать без подготовки кромок. С подготовкой кромок можно выполнять сварные швы за один проход на материале от 1/4 до 1 дюйма (от 6,4 до 25,4 мм).
При использовании многопроходной техники максимальная толщина практически не ограничена. Эта информация обобщена в таблице 10-22. Горизонтальные угловые швы можно выполнять до 3/8 дюйма.(9,5 мм) за один проход и в плоском положении можно выполнять угловые швы размером до 1 дюйма (25 мм).
Совместное проектирование
Хотя в процессе дуговой сварки под флюсом могут использоваться те же детали конструкции соединения, что и в процессе дуговой сварки защищенным металлом, для максимального использования и эффективности дуговой сварки под флюсом предлагаются другие детали соединения. Для сварных швов с канавкой можно использовать конструкцию с квадратными канавками толщиной до 5/8 дюйма (16 мм).
При превышении этой толщины требуются фаски.Используются открытые корни, но необходимы подкладки, так как расплавленный металл будет проходить через стык.
При сварке более толстого металла, если используется достаточно большая поверхность основания, опорный стержень может быть удален. Однако для обеспечения полного проплавления при сварке с одной стороны рекомендуется использовать подкладные стержни. Там, где доступны обе стороны, можно сделать подкладочный сварной шов, который вплавится в исходный сварной шов, чтобы обеспечить полное проплавление.
Сварочная цепь и ток
При сварке под флюсом или под флюсом в качестве сварочной мощности используется постоянный или переменный ток.Постоянный ток используется в большинстве приложений, в которых используется одиночная дуга. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод (DCEN).
Источник постоянного напряжения постоянного тока более популярен для дуговой сварки под флюсом с использованием электродной проволоки диаметром 3,2 мм и меньшего диаметра.
Система постоянного тока обычно используется для сварки электродной проволокой диаметром 5/3 2 дюйма (4 мм) и большего диаметра. Схема управления мощностью CC более сложна, поскольку она пытается дублировать действия сварщика, чтобы сохранить определенную длину дуги.Система подачи проволоки должна определять напряжение на дуге и подавать электродную проволоку в дугу, чтобы поддерживать это напряжение. При изменении условий подача проволоки должна замедляться или увеличиваться, чтобы поддерживать заданное напряжение на дуге. Это усложняет систему управления. Система не может реагировать мгновенно. Запуск дуги более сложен при использовании системы постоянного тока, поскольку он требует использования реверсивной системы для зажигания дуги, отвода и последующего поддержания заданного напряжения дуги.
Для сварки SAW на переменном токе всегда используется постоянный ток. Когда системы с несколькими электродными проводами используются как с дугой переменного, так и с постоянным током, используется система постоянного тока. Однако система постоянного напряжения может применяться, когда два провода подводятся к дуге, питаемой от одного источника питания. Сварочный ток для дуговой сварки под флюсом может варьироваться от 50 до 2000 ампер. Чаще всего сварка под флюсом выполняется в диапазоне от 200 до 1200 ампер.
Скорость наплавки и качество сварки
Скорость наплавки при дуговой сварке под флюсом выше, чем при любой другой дуговой сварке.Скорость наплавки отдельных электродов показана на рисунке 10-62. Скорость наплавки при сварке под флюсом зависит как минимум от четырех факторов: полярность, большой вылет, добавки во флюсе и дополнительные электроды. Скорость осаждения является самой высокой для отрицательного электрода постоянного тока (DCEN). Скорость осаждения для переменного тока находится между DCEP и DCEN. Полярность максимального тепла — отрицательный полюс.
Скорость наплавки при любом сварочном токе можно увеличить, увеличив «вылет».”Это расстояние от точки, где ток вводится в электрод, до дуги. При использовании «длинного вылета» степень проникновения уменьшается. Скорость наплавки может быть увеличена за счет добавок металла во флюс под флюсом. Дополнительные электроды можно использовать для увеличения общей скорости осаждения.
Качество наплавленного металла шва, наплавленного дуговой сваркой под флюсом, высокое. Прочность и пластичность металла сварного шва превосходит таковые у низкоуглеродистой стали или низколегированного основного материала при правильном сочетании электродной проволоки и флюса под флюсом.Когда сварка под флюсом выполняется машиной или автоматически, человеческий фактор, присущий процессам ручной сварки, исключается. Сварной шов будет более однородным и без неровностей. Как правило, размер сварного шва за проход намного больше при дуговой сварке под флюсом, чем при любом другом процессе дуговой сварки. Подвод тепла выше, а скорость охлаждения ниже. По этой причине газам дается больше времени для выхода. Кроме того, поскольку плотность шлака под флюсом ниже плотности металла сварного шва, он будет всплывать в верхнюю часть сварного шва.Однородность и последовательность — преимущества этого процесса при автоматическом применении.
При использовании полуавтоматического метода нанесения может возникнуть ряд проблем. Электродная проволока может искривляться на выходе из сопла сварочной горелки. Эта кривизна может привести к возникновению дуги в месте, не ожидаемом сварщиком. При сварке в достаточно глубоких канавках кривизна может привести к тому, что дуга будет приходиться к одной стороне сварного соединения, а не к основанию. Это приведет к неполному сращиванию корней.Флюс останется у основания сварного шва. Другая проблема, связанная с полуавтоматической сваркой, заключается в том, что сварная канавка полностью заполняется или сохраняется точный размер, поскольку сварной шов скрыт и не может быть замечен во время его выполнения. Для этого нужно сделать дополнительный проход. В некоторых случаях получается слишком много сварного шва. Вариации раскрытия корня влияют на скорость движения. Если скорость движения одинакова, сварной шов может быть недостаточно или переполнен на разных участках. Высокая квалификация оператора решит эту проблему.
Есть еще одна проблема качества, связанная с очень большими наплавками за один проход.Когда эти большие сварные швы затвердевают, все примеси в расплавленном основном металле и в металле сварного шва собираются в последней точке замерзания, которая является центральной линией сварного шва. Если в этом месте будет собрано достаточное количество примесей, может произойти растрескивание по средней линии. Это может произойти при выполнении больших однопроходных плоских угловых швов, если пластины основного металла расположены под углом 45º от плоскости. Простое решение — избегать размещения деталей под истинным углом 45 °. Его следует изменять примерно на 10º, чтобы корень шва не совпадал с центральной линией углового шва.Другое решение — сделать несколько проходов, а не пытаться сделать большой сварной шов за один проход.
Другая проблема качества связана с твердостью наплавленного металла шва. Чрезмерно твердые отложения сварного шва способствуют растрескиванию сварного шва во время изготовления или во время эксплуатации. Рекомендуется максимальный уровень твердости 225 по Бринеллю. Причиной твердого сварного шва углеродистых и низколегированных сталей является слишком быстрое охлаждение, недостаточная обработка после сварки или чрезмерное поглощение сплава металлом шва.Чрезмерное поглощение сплава связано с выбором электрода со слишком большим количеством сплава, выбором флюса, который вводит слишком много сплава в сварной шов, или использованием слишком высоких сварочных напряжений.
При автоматической и машинной сварке дефекты могут возникать в начале или в конце шва. Лучшее решение — использовать вкладки биения, чтобы запуски и остановки находились на вкладках, а не на продукте.
Графики сварки
Процесс сварки под флюсом, применяемый машиной или полностью автоматически, должен выполняться в соответствии с графиками сварочных работ.Все сварные швы, выполненные с помощью этой процедуры, должны пройти аттестацию и испытания, предполагая, что были выбраны правильный электрод и флюс. Если графики отличаются более чем на 10 процентов, следует провести квалификационные испытания для определения качества сварки.
Параметры сварки
Параметры сварки для дуговой сварки под флюсом аналогичны другим процессам дуговой сварки, за некоторыми исключениями.
При дуговой сварке под флюсом тип электрода и тип флюса обычно зависит от механических свойств, требуемых сварным швом.Размер электрода зависит от размера сварного шва и тока, рекомендованного для конкретного соединения. Это также необходимо учитывать при определении количества проходов или валиков для конкретного соединения. Сварные швы одного и того же размера могут выполняться за несколько или несколько проходов, в зависимости от желаемой металлургии металла шва. За несколько проходов обычно получается более качественный сварной металл. Полярность устанавливается изначально и зависит от того, требуется ли максимальное проникновение или максимальная скорость наплавки.
Основные переменные, влияющие на сварку, включают подвод тепла и включают сварочный ток, напряжение дуги и скорость перемещения.Сварочный ток — это самое главное. Для однопроходных сварных швов сила тока должна быть достаточной для желаемого проплавления без прожога. Чем выше сила тока, тем глубже проникновение. При многопроходной работе ток должен быть подходящим для получения сварного шва того размера, который ожидается при каждом проходе. Сварочный ток следует выбирать исходя из размера электрода. Чем выше сварочный ток, тем выше скорость плавления (скорость наплавки).
Напряжение дуги изменяется в более узких пределах, чем сварочный ток.Это влияет на ширину и форму борта. Более высокое напряжение приведет к тому, что борт будет шире и ровнее. Следует избегать чрезмерно высокого напряжения дуги, так как это может вызвать растрескивание. Это связано с тем, что чрезмерное количество флюса расплавляется, и избыточные раскислители могут быть перенесены в наплавленный слой, снижая его пластичность. Более высокое напряжение дуги также увеличивает количество потребляемого магнитного потока. Низкое напряжение дуги создает более жесткую дугу, которая улучшает проплавление, особенно в дне глубоких канавок.Если напряжение слишком низкое, получится очень узкий валик. У него будет высокий венец, и удалить шлак будет сложно.
Скорость движения влияет как на ширину борта, так и на проникновение. Более высокие скорости движения позволяют получить более узкие валики с меньшим проникновением. Это может быть преимуществом при сварке листового металла, когда требуются небольшие валики и минимальное проплавление. Однако при слишком высоких скоростях возникает тенденция к образованию подрезов и пористости, поскольку сварной шов быстрее застывает. Если скорость движения слишком низкая, электрод слишком долго остается в сварочной ванне.Это создает плохую форму валика и может вызвать чрезмерное разбрызгивание и вспышку через слой флюса.
Вторичные переменные включают угол электрода к изделию, угол самой работы, толщину слоя флюса и расстояние между наконечником датчика тока и дугой. Этот последний фактор, называемый «вылетом» электрода, оказывает значительное влияние на сварной шов. Обычно расстояние между контактным наконечником и деталью составляет от 1 до 1-1 / 2 дюйма (от 25 до 38 мм). Если вылет увеличивается сверх этого значения, это вызовет предварительный нагрев электродной проволоки, что значительно увеличит скорость наплавки.По мере увеличения вылета уменьшается проникновение в основной металл. Этому фактору необходимо уделить серьезное внимание, потому что в некоторых ситуациях требуется проникновение.
Также необходимо учитывать глубину слоя флюса. Если он слишком тонкий, то в потоке или вспышке дуги будет слишком много дуги. Это также может вызвать пористость. Если глубина флюса слишком велика, сварной шов может быть узким и выпуклым. Слишком большое количество мелких частиц во флюсе может вызвать точечную коррозию на поверхности, поскольку газы, образующиеся в сварном шве, могут не выйти.Иногда их называют следами клюва на поверхности борта.
Советы по использованию процесса
Одно из основных применений дуговой сварки под флюсом — это круговые сварные швы, при которых детали вращаются под неподвижной головкой. Эти сварные швы могут быть выполнены по внутреннему или внешнему диаметру. При дуговой сварке под флюсом образуется большая сварочная лужа и расплавленный шлак, который имеет тенденцию стекать. Это означает, что на наружных диаметрах электрод должен располагаться впереди крайней вершины или положения на 12 часов, чтобы металл сварного шва начал затвердевать до того, как начнется наклон вниз.Это становится еще большей проблемой, когда диаметр свариваемой детали становится меньше. Неправильное положение электрода увеличивает вероятность улавливания шлака или плохой поверхности сварного шва. Также следует изменить угол наклона электрода и направить его в направлении движения вращающейся части. Когда сварка выполняется по внутренней окружности, электрод следует наклонить так, чтобы он находился впереди центра нижней части или в положении «6 часов».
Иногда свариваемая деталь имеет уклон вниз или вверх, чтобы обеспечить различные типы контуров сварных швов.Если работа идет под уклоном, борт будет иметь меньшую глубину проникновения и будет шире. Если сварной шов идет вверх с уклоном, валик будет иметь более глубокий провар и будет уже. Это основано на том, что все остальные факторы остаются неизменными.
Сварочный шов будет отличаться в зависимости от угла наклона электрода по отношению к работе, когда работа выровнена. Это угол перемещения, который может быть углом сопротивления или толкания. Он оказывает определенное влияние на контур валика и проплавление металла шва.
Односторонняя сварка с полным проваром корня может быть получена дуговой сваркой под флюсом.Если сварное соединение спроектировано с плотным отверстием в корне и довольно большой поверхностью корня, следует использовать высокий ток и положительный электрод. Если соединение спроектировано с корневым отверстием и минимальной поверхностью основания, необходимо использовать опорный стержень, поскольку нет ничего, что могло бы поддерживать расплавленный металл сварного шва. Расплавленный флюс очень жидкий и будет проходить через узкие отверстия. Если это произойдет, металл шва последует за ним, и сварной шов прожигет соединение. Опорные стержни необходимы всякий раз, когда есть отверстие в корне и минимальная поверхность корня.
Медные подкладки используются при сварке тонкой стали. Без подкладных стержней сварной шов будет иметь тенденцию плавиться, и металл шва будет выпадать из стыка. Опорная планка удерживает металл сварного шва на месте, пока он не затвердеет. Медные опорные стержни могут охлаждаться водой, чтобы избежать возможности плавления и захвата меди в металле сварного шва. Для более толстых материалов основа может быть флюсом под флюсом или флюсом другого специального типа.
Варианты процесса SAW
Существует множество разновидностей процесса, которые дают дополнительные возможности дуговой сварке под флюсом.Некоторые из наиболее популярных вариантов:
- Двухпроводные системы — один источник питания.
- Двухпроводные системы — отдельный источник питания.
- Трехпроводные системы — отдельный источник питания.
- Ленточный электрод для наплавки.
- Добавки порошка железа во флюс.
- Сварка с длинным вылетом.
- Электрически «холодная» присадочная проволока.
Многопроволочные системы
Многопроволочные системы обладают преимуществами, поскольку скорость наплавки и скорость перемещения могут быть улучшены за счет использования большего количества электродов.На рис. 10-68 показаны два метода использования двух электродов: один с одним источником питания, а другой — с двумя источниками питания. При использовании одного источника питания одни и те же приводные ролики используются для подачи обоих электродов в сварной шов. При использовании двух источников питания необходимо использовать отдельные механизмы подачи проволоки для обеспечения электрической изоляции между двумя электродами. С двумя электродами и раздельным питанием можно использовать разные полярности на двух электродах или использовать переменный ток на одном и постоянный ток на другом.Электроды можно размещать рядом. Это называется поперечным положением электрода. Их также можно разместить один перед другим в положении тандемного электрода.
Двухпроводной тандем
Двухпроводной тандемный электрод с индивидуальными источниками питания используется там, где требуется очень глубокое проникновение. Ведущий электрод положительный, а задний электрод отрицательный. Первый электрод создает копающее действие, а второй электрод заполняет сварной шов.Когда две дуги постоянного тока находятся в непосредственной близости, существует тенденция к взаимному влиянию дуги между ними. В некоторых случаях второй электрод подключается к переменному току, чтобы избежать взаимодействия дуги.
Трехпроводная тандемная система
Трехпроводная тандемная система обычно использует питание переменного тока на всех трех электродах, подключенных к трехфазным системам питания. Эти системы используются для изготовления высокоскоростных продольных швов труб большого диаметра и сборных балок. Чрезвычайно высокие токи могут использоваться при соответственно высоких скоростях движения и производительности наплавки.
Система сварки лент
Система сварки полос используется для наплавки низкоуглеродистой и легированной стали, как правило, нержавеющей сталью. Получается широкий валик с равномерным и минимальным проплавлением. Этот вариант процесса показан на рисунке 10-69. Он используется для покрытия внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали, используя при этом прочность и экономичность низколегированных сталей для толщины стенок. Требуется устройство подачи ленточных электродов, и обычно используется специальный флюс.Когда ширина полосы превышает 2 дюйма (51 мм), используется устройство колебания магнитной дуги для обеспечения равномерного прожигания полосы и равномерного проплавления.
Другие опции
Другой способ увеличения скорости наплавки при дуговой сварке под флюсом — добавление компонентов на основе железа в соединение под флюсом. Железо в этом материале расплавится под действием тепла дуги и станет частью наплавленного металла шва. Это увеличивает скорость наплавки без ухудшения свойств металла шва.Добавки для металлов также можно использовать для специальных наплавок. Этот вариант может использоваться с однопроводной или многопроволочной установкой.
Другой вариант — использование электрически «холодной» присадочной проволоки, подаваемой в зону дуги. «Холодный» присадочный пруток может быть сплошным или порошковым для добавления специальных сплавов к металлу шва. Регулируя добавление подходящего материала, можно улучшить свойства наплавленного металла шва. Можно использовать порошковую проволоку для электрода или для одного из нескольких электродов, чтобы ввести специальные сплавы в наплавленный металл.Каждый из этих вариантов требует специальной инженерии, чтобы гарантировать, что правильный материал добавлен для обеспечения желаемых свойств отложения.
Типичные приложения
Процесс дуговой сварки под флюсом широко используется при производстве большинства тяжелых стальных изделий. К ним относятся сосуды под давлением, котлы, резервуары, ядерные реакторы, химические сосуды и т. Д. Другое применение — изготовление ферм и балок. Применяется для приварки фланцев к стенке. Промышленность тяжелого оборудования является основным потребителем дуговой сварки под флюсом.
Используемые материалы
При сварке под флюсом используются два материала: сварочный флюс и плавящаяся электродная проволока.
Флюс для дуговой сварки под флюсом защищает дугу и расплавленный металл шва от вредного воздействия атмосферного кислорода и азота. Флюс содержит раскислители и поглотители, которые помогают удалять загрязнения из расплавленного металла шва. Флюс также обеспечивает введение сплавов в металл сварного шва. Когда этот расплавленный флюс охлаждается до стекловидного шлака, он образует покрытие, защищающее поверхность сварного шва.Нерасплавленная часть флюса не меняет своей формы и не влияет на ее свойства, поэтому ее можно восстанавливать и использовать повторно. Флюс, который плавится и образует шлаковый покров, необходимо удалить со сварного шва. Это легко сделать после того, как сварной шов остынет. Во многих случаях шлак действительно отслаивается, не требуя особых усилий для удаления. При сварке с разделкой кромок затвердевший шлак может быть удален с помощью отбойного молотка сварщика.
Флюсыпредназначены для конкретных применений и для определенных типов наплавленных покрытий.Флюсы под флюсом имеют разный размер частиц. Многие флюсы не имеют маркировки по размеру частиц, потому что размер разработан и произведен для предполагаемого применения.
Нет спецификации для флюсов под флюсом, используемых в Северной Америке. Однако метод классификации флюсов основан на наплавленном металле сварного шва, полученном с помощью различных комбинаций электродов и запатентованных флюсов для дуговой сварки под флюсом. Это соответствует стандарту Американского общества сварки. Электроды из углеродистой стали и флюсы для дуговой сварки под флюсом.Таким образом, можно назначить флюсы для использования с различными электродами для обеспечения желаемого анализа наплавленного металла шва.
Ссылки на SAW
Процесс дуговой сварки под флюсом
Какой сварщик лучше всего подходит для начинающих?
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к продвижению по карьерной лестнице.
Вам нравится учиться сварке, но вы не знаете, какие инструменты вам нужны? Независимо от того, посещаете ли вы программу обучения сварке в профессиональном училище или только начинаете заниматься дома, правильное оборудование может иметь важное значение для получения чистых и прочных сварных швов.
В качестве одной из наиболее крупных покупок, которые вы могли бы сделать, у вас может возникнуть много вопросов о сварочных аппаратах:
- Какой сварщик лучше всего подходит для начинающих?
- Какие сварщики самые дешевые?
- Какой сварщик выполняет самую точную работу?
Найдите ответы на эти и другие вопросы ниже.
4 Рекомендации по выбору сварочного аппарата
К счастью, при таком большом количестве сварщиков на выбор можно найти сварщика, который соответствует вашему уровню опыта, сварочной школе или требованиям проекта и бюджету.
Первое, что вы можете заметить, — это количество вариантов сварочных аппаратов на рынке. Будь проще. Сосредоточьтесь на основном оборудовании, необходимом для занятий сваркой или для начала своего первого проекта.
При сравнении сварщиков учитывайте следующие факторы:
- Ваш уровень мастерства
- Вид сварочного процесса
- Сварочный проект или приложение
- Бюджет 1
3 шага к выбору первого сварочного аппарата
Покупка первого сварочного аппарата может быть важным решением.Давайте посмотрим, как реализация приведенных выше соображений может помочь вам в этом. Имейте в виду, что вам может потребоваться больше или меньше шагов, чтобы выбрать подходящую машину для ваших нужд.
Шаг 1. Совместите свои навыки со сварочным процессом
MIG, Stick и TIG являются наиболее распространенными сварочными процессами, и каждый из них требует различных настроек аппарата. 1
Выбор процесса, который вы планируете изучить в первую очередь, может помочь вам определиться с типом сварщика, который вам нужен.
Сварка МИГ (новичок)
Сварочные аппаратыMIG являются одними из лучших для начинающих, так как они разработаны с проволочным сварочным электродом на катушке, которая подается с предварительно выбранной скоростью через сварочную горелку. Газовая дуговая сварка (GMAW или MIG) — это полуавтоматический или автоматический процесс.
Преимущества сварки MIG
- Просто учиться
- Высокая скорость сварки
- Очиститель сварных швов 2
Ручная сварка (промежуточная)
По сравнению с другими сварочными процессами, освоение дуговой сварки в экранированном металле или сварки штангой может занять больше времени.
Название этого процесса может дать вам представление о том, что он влечет за собой: покрытый флюсом металлический электрод используется для передачи электрического тока от станка к металлической заготовке. Во время горения флюс выделяет газ для защиты сварочной ванны, который позже оседает, образуя защитный шлак над работой. Между тем металлический электрод плавится в стыке, укрепляя его. 3
Преимущества ручной сварки
- Работы по металлу
- Использование в помещении и на улице при ветре
- Эффективно для ржавых или окрашенных материалов 1
Сварка TIG (расширенная)
1Для сварки вольфрамовой дугой (TIG) требуются высокие навыки сварки.Одна из причин этого заключается в том, что сварка TIG — это ручной процесс, при котором вы держите горелку одной рукой, а другой подаете металлический присадочный стержень в сварочную ванну. 4
Преимущества сварки TIG
- Прецизионные сварные швы
- Педаль для регулировки тепловложения
- Более качественные сварные швы красивого вида 1
Шаг 2: Согласование процесса сварки с проектом
Помимо уровня навыков, вы также захотите подумать о том, над какими типами проектов вы будете работать.Каждый сварочный процесс (и его конкретный сварщик) имеет уникальное применение.
Сварка МИГ
- Ремонт автомобилей и прицепов
- Ремонт газона и садовой техники
- Общее изготовление и ремонт
- Металлоконструкции
- Искусство и скульптура 5
Ручная сварка
- Ремонт сельхозтехники и ранчо
- Строительство (сварка конструкций) 5
- Монтаж временных конструкций
- Изготовление ювелирных изделий 6
Сварка TIG
Шаг 3. Определите, какой сварщик соответствует вашему бюджету
После того, как вы определились, какой тип машины вам нужен, самое время выбрать модель, которая лучше всего соответствует вашему бюджету.
Не забудьте учесть стоимость всего остального сварочного оборудования, которое вам понадобится, при составлении бюджета, например, стоимость сварочного шлема, куртки, сварочных перчаток и других предметов первой необходимости.
Это важное решение. Подумайте об этом и не торопитесь. 1
Наверх Далее: выберите сварочный шлем
Любой сварщик скажет вам, насколько важно носить сварочный шлем для вашей безопасности в классе или на рабочем месте.
После того, как вы выбрали сварщика, следующим шагом может быть выбор сварочного шлема.
Заполните форму, чтобы получить информационный пакет без обязательств.
Вам также может понравиться …Дополнительные источники
1 https://www.millerwelds.com/resources/article-library/buying-your-first-welder-a-practical-informative-guide-for-doityourselfers
2 http: / /welderstation.com/different-types-of-welding-processes/
3 https://www.cromweld.com/stick-welding/
4 https: // сварочные пики.com / tig-welder-works-and-when-to-tig /
5 https://www.millerwelds.com/Training/PresentationsQuizzes/IntroToWelding/Welding11/presentation.html
6 https: // astromachineworks .com / различные-типы-сварочные-приложения /
Welding — SteelConstruction.info
Сварка — это основной вид деятельности на заводе-изготовителе, осуществляемый опытными квалифицированными специалистами, работающими в системе управления качеством сварки под контролем ответственного координатора сварки.Он используется для подготовки стыков к подключению в магазине и на месте, а также для крепления других приспособлений и фурнитуры. На заводе-изготовителе для разных видов деятельности используются разные методы сварки.
По сути, в процессе сварки используется электрическая дуга для выработки тепла для плавления основного материала в соединении. Отдельный присадочный материал, поставляемый в качестве расходуемого электрода, также плавится и соединяется с основным материалом, образуя расплавленную сварочную ванну. По мере продвижения сварки вдоль стыка сварочная ванна затвердевает, сплавляя основной металл и металл сварного шва.Для заполнения стыка или нарастания сварного шва до проектного размера может потребоваться несколько проходов или проходов.
Сварка
(Изображение любезно предоставлено William Haley Engineering Ltd.)
[вверх] Принципы дуговой сварки металлом
Терминология области сварного шва
Сварка — это сложное взаимодействие физических и химических наук.Правильное определение металлургических требований и разумное практическое применение являются предпосылкой для успешной сварки плавлением.
В процессе дуговой сварки металлическим электродом используется электрическая дуга для выработки тепла для плавления основного материала в соединении. Отдельный присадочный материал, поставляемый в качестве расходуемого электрода, также плавится и соединяется с основным материалом, образуя расплавленную сварочную ванну. Сварочная ванна подвержена атмосферному загрязнению и, следовательно, нуждается в защите во время критической фазы замерзания жидкости и твердого тела.Защита достигается либо за счет использования защитного газа, за счет покрытия бассейна инертным шлаком, либо за счет комбинации обоих действий.
В процессах с защитным газом от удаленного источника поступает газ, который подается на сварочную дугу через горелку или горелку. Газ окружает дугу и эффективно исключает атмосферу. Точный контроль необходим для поддержания подачи газа с соответствующей скоростью потока, так как слишком большое количество может вызвать турбулентность и всасывание воздуха, а может быть настолько же вредным, насколько и слишком маленьким.
В некоторых процессах используется флюс, который плавится в дуге для образования шлакового покрытия, которое, в свою очередь, покрывает сварочную ванну и защищает ее во время замерзания. Шлак также затвердевает и самораспускается или легко удаляется легким сколом. Действие плавления флюса также создает газовый экран для защиты.
По мере того как сварка продолжается вдоль стыка, сварочная ванна затвердевает, сплавляя основной металл и металл сварного шва. Для заполнения стыка или нарастания сварного шва до проектного размера может потребоваться несколько проходов или проходов.
Тепло от сварки вызывает металлургические изменения в основном материале, непосредственно примыкающем к границе или линии плавления. Эта область изменения известна как зона термического влияния (HAZ). Общая терминология, используемая в области сварного шва, проиллюстрирована справа вверху.
Сварочные операции требуют надлежащего технологического контроля со стороны компетентных сварщиков, чтобы гарантировать достижение проектных характеристик, минимизировать риск дефектных соединений, вызванных низким качеством сварки, и предотвратить образование склонных к образованию трещин микроструктур в ЗТВ.
[вверх] Типы сварных соединений
Большинство конструкционных сварных соединений выполняется на заводе-изготовителе и описывается как стыковые или угловые швы. Сварка на месте также возможна, и руководство по вопросам сварки на месте доступно в GN 7.01.
[вверх] Стыковые швы
Макрос клиновидного стыкового шва
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Стыковые сварные швы обычно представляют собой стыковые соединения катаных профилей или стыковые соединения листов на стенках и фланцах, чтобы приспособиться к изменению толщины или восполнить доступный материал по длине.Положения этих стыковых швов допускаются при проектировании, хотя ограничения доступности материалов или схемы монтажа могут потребовать согласования различных или дополнительных сварных швов. Тройники, приваренные встык, могут потребоваться, если при поперечных соединениях возникают значительные нагрузки или усталость.
Стыковые швы — это сварные швы с полным или частичным проплавлением, выполняемые между материалами со скошенными или скошенными кромками. Стыковые швы с полным проплавлением предназначены для передачи всей прочности сечения.Как правило, эти соединения можно сваривать с одной стороны, но по мере увеличения толщины материала желательна сварка с обеих сторон, чтобы уравновесить эффекты деформации, с операцией обратной строжки и / или обратной шлифовки в процессе для обеспечения целостности корень шва. Односторонние стыковые сварные швы с подкладными полосами из керамической или прочной стали обычно используются для соединения больших площадей пластин (например, стальных пластин настила) и там, где есть закрытые коробчатые секции, трубы или ребра жесткости, к которым можно получить доступ для сварки только с одного боковая сторона.Расчетная толщина горловины определяет глубину проплавления, необходимую для швов с частичным проплавлением. Обратите внимание, что соображения усталости могут ограничивать использование сварных швов с частичным проплавлением, особенно на мостах. Руководство по подготовке к сварке доступно в GN 5.01.
Следует приложить все усилия, чтобы избежать стыковой сварки приспособлений из-за затрат, связанных с подготовкой, временем сварки, более высоким уровнем квалификации сварщика и более строгими и трудоемкими требованиями к испытаниям. Кроме того, стыковые швы имеют тенденцию иметь большие объемы наплавленного металла шва; это увеличивает эффект усадки сварного шва и приводит к более высокому уровню остаточных напряжений в соединении.Чтобы уравновесить усадку и распределить остаточное напряжение, минимизируя таким образом деформацию, необходима тщательная последовательность сварочных операций.
Иногда бывает необходимо обработать стыковые сварные швы заподлицо по причинам усталости, или для улучшения дренажа стальных балок, устойчивых к атмосферным воздействиям, или для улучшения режима испытаний. Следует избегать зачистки заподлицо только по эстетическим соображениям, потому что трудно обработать поверхность, чтобы она соответствовала смежной поверхности после прокатки, и результат часто более визуально заметен, чем исходный сварной шов.Кроме того, шлифование представляет собой дополнительную опасность для здоровья и безопасности, которую лучше избегать по мере возможности. Правка стыковых сварных швов до заподлицо обычно не требуется для строительных стальных конструкций, поскольку обычно они не подвержены усталости.
- Пример обработанного стыкового шва с гладкой поверхностью и сливными пластинами
(изображения любезно предоставлены Mabey Bridge Ltd.)
[вверх] Угловые швы
Макрос однопроходного углового сварного шва
(Изображение любезно предоставлено Mabey Bridge Ltd.)
В большинстве сварных соединений в зданиях и мостах используются угловые сварные швы, обычно в форме тройника. Обычно они включают концевую пластину, ребра жесткости, опорные и распорные соединения с катаными профилями или пластинчатыми балками, а также соединения стенки с фланцами на самих пластинчатых балках. Их относительно просто подготовить, сварить и испытать в обычных конфигурациях, при этом главным соображением является сборка стыков.
В S275 полная прочность сталей также развивается в угловых сварных швах и сварных швах с частичным проплавом с вышележащими угловыми швами при условии, что такие сварные швы симметричны, выполнены с использованием правильных расходных материалов, а сумма сварных швов равна толщине элемента, который сварные швы стыкуются.
Размеры сварных швов должны быть указаны на чертежах проекта вместе с любыми специальными требованиями классификации усталости. BS EN ISO 22553 [1] предписывает правила использования символов для детализации сварных соединений на чертежах.
Обращается внимание на тот факт, что в традиционной практике Великобритании для определения размера углового сварного шва обычно используется длина ветви, но это не универсально: в европейской практике используется толщина горловины и BS EN 1993-1-8 [2] дает требования относительно размера горла, а не длины ноги.Проектировщик должен быть осторожен, чтобы убедиться, что ясно, какой размер указан, и что все стороны должны знать, что было указано.
[вверх] Процессы
Важными факторами, которые подрядчик по изготовлению металлоконструкций следует учитывать при выборе процесса сварки, являются способность выполнять проектные требования и, с точки зрения производительности, скорость наплавки, которая может быть достигнута, а также рабочий цикл или эффективность процесса. (Эффективность — это отношение фактического времени сварки или дуги к общему времени, в течение которого сварщик или оператор занят выполнением сварочного задания.Общее время включает настройку оборудования, очистку и проверку выполненного шва.)
Ниже описаны четыре основных процесса сварки, которые регулярно используются при производстве стальных конструкций в Великобритании. Номера процессов определены в BS EN ISO 4063 [3] . Различные варианты этих процессов были разработаны для соответствия методикам и возможностям отдельных производителей, и другие процессы также имеют место для конкретных приложений, но выходят за рамки данной статьи.
[вверх] Металлоактивная газовая сварка (MAG), процесс 135
Сварка MAG
(Изображение любезно предоставлено Kiernan Structural Steel Ltd.)
MAG-сварка сплошным проволочным электродом — это наиболее широко используемый процесс с ручным управлением для заводских производственных работ; иногда это называют полуавтоматической сваркой или сваркой CO 2 . Сплошной проволочный электрод из сплошной проволоки пропускается через устройство подачи проволоки к «пистолету», который обычно удерживает и управляет оператором. Питание подается от источника выпрямителя или инвертора по соединительным кабелям к устройству подачи проволоки и кабелю горелки; электрическое подключение к проводу осуществляется через контактный наконечник на конце пистолета.Дуга защищена защитным газом, который направляется в зону сварки через кожух или сопло, окружающее контактный наконечник. Защитные газы обычно представляют собой смесь аргона, диоксида углерода и, возможно, кислорода или гелия.
Хорошая производительность наплавки и рабочий цикл можно ожидать от процесса, который также можно механизировать с помощью простых моторизованных тележек. Газовая защита может быть сдувана сквозняками, что может вызвать пористость и возможные вредные металлургические изменения в металле сварного шва.Таким образом, этот процесс лучше подходит для заводского производства, хотя он используется на месте, где могут быть предусмотрены эффективные укрытия. Он также более эффективен в плоском и горизонтальном положениях; Сварные швы в других положениях наплавляются с более низкими параметрами напряжения и силы тока и более подвержены дефектам плавления.
Металлоактивная газовая сварка (МАГ), процесс 135
Металлоактивная газовая сварка (MAG), процесс 135
MAG-сварка электродом с флюсовой сердцевиной, процесс 136 представляет собой разновидность, в которой используется то же оборудование, что и MAG-сварка, за исключением того, что плавящийся проволочный электрод имеет форму трубки малого диаметра, заполненной флюсом.Преимущество использования этих проволок состоит в том, что можно использовать более высокие скорости наплавки, особенно при сварке в вертикальном положении (между двумя вертикальными поверхностями) или в верхнем положении. Наличие тонкого шлака помогает преодолевать силу тяжести и позволяет наносить сварные швы в местах с относительно высокими током и напряжением, тем самым снижая вероятность дефектов плавления. Добавки флюса также влияют на химию сварного шва и, таким образом, улучшают механические свойства соединения.
[вверх] Ручная дуговая сварка металлом (MMA), процесс 111
Этот процесс остается наиболее универсальным из всех сварочных процессов, но его использование в современной мастерской ограничено.Трансформаторы переменного тока, выпрямители постоянного тока или инверторы подают электроэнергию по кабелю на электрододержатель или клещи. Проволочный электрод с флюсовым покрытием (или «стержень») вставляется в держатель, и сварочная дуга возникает на кончике электрода, когда он ударяется о заготовку. На острие электрода плавится, образуя ванну расплава, которая сплавляется с основным материалом, образуя сварной шов. Флюс также плавится, образуя защитный шлак и создавая газовый экран, предотвращающий загрязнение сварочной ванны по мере ее затвердевания.Добавки флюса и сердечник электрода используются для влияния на химический состав и механические свойства сварного шва.
Обычно используются электроды с основным покрытием, контролируемым водородом. Эти электроды необходимо хранить и обращаться с ними в соответствии с рекомендациями производителя расходных материалов, чтобы сохранить их низкие водородные характеристики. Это достигается либо путем использования сушильных шкафов и подогреваемых колчанов для хранения и обработки продукта, либо путем приобретения электродов в герметичных упаковках, специально разработанных для поддержания низкого уровня водорода.
Недостатками процесса являются относительно низкая скорость осаждения и высокий уровень отходов, связанных с непригодными для использования концевыми штырями электродов. Тем не менее, он остается основным процессом для сварки на стройплощадке и для труднодоступных мест, где громоздкое оборудование не подходит.
Ручная дуговая сварка металлом (MMA), процесс 111
Ручная дуговая сварка металлом (MMA), процесс 111
[вверх] Дуговая сварка под флюсом (SAW), процесс 121
Оперативная сварка под флюсом
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Это, вероятно, наиболее широко используемый процесс для сварки угловых швов перемычки между стенкой и фланцем и стыковых сварных швов на линии толстой пластины для получения отрезков длины фланца и стенки. В процессе процесса непрерывный провод подается через контактный наконечник, где он обеспечивает электрический контакт с мощностью от выпрямителя, в зону сварки, где он изгибается и образует ванну расплава. Сварочная ванна заполняется флюсом, подаваемым из бункера. Флюс, непосредственно покрывающий расплавленную сварочную ванну, плавится, образуя шлак и защищая сварной шов во время затвердевания; излишки флюса собираются и повторно используются.Когда сварной шов охлаждается, шлак замерзает и отслаивается, оставляя высококачественные профильные сварные швы.
Этот процесс по своей природе более безопасен, чем другие процессы, так как дуга полностью покрывается во время сварки, отсюда и термин дуга под флюсом. Это также означает, что требования к личной защите меньше. Высокая производительность наплавки — особенность процесса, поскольку он обычно механизируется на портальных установках, тракторах или другом специализированном оборудовании. Это позволяет контролировать параметры и дает рекомендации по точному размещению сварных швов.
Сварка под флюсом (SAW), процесс 121
Сварка под флюсом (SAW), процесс 121
[вверху] Приварка шпилек методом вытяжной дуги, способ 783
Композитные мосты требуют приваривания соединителей со срезными шпильками к верхнему фланцу пластинчатых или коробчатых балок и в других местах, где требуется композитное воздействие стали на бетон, например.грамм. на интегральных абатментах. В зданиях композитные балки требуют приваривания соединителей срезных шпилек к элементам либо непосредственно к верхнему фланцу, либо чаще через постоянный настил из оцинкованной стали на композитных полах, где верхний фланец балки остается неокрашенным.
Сварка шпильки на балке моста
(Изображение любезно предоставлено Mabey Bridge Ltd.)Приварка шпилек через настил
(Изображение любезно предоставлено Structural Metal Decks Ltd.)
Метод приварки шпилек известен как процесс с натянутой дугой, и требуется специальное оборудование в виде мощного выпрямителя и специального пистолета. Шпильки загружаются в пистолет, и при электрическом контакте с изделием концы с наконечниками изгибаются и плавятся. Продолжительность дуги рассчитывается так, чтобы между концом шпильки и основным материалом установилось расплавленное состояние. В нужный момент пистолет погружает шпильку в сварочную ванну.Керамическая манжета окружает шпильку для защиты и поддержки сварочной ванны, стабилизации дуги и формовки смещенной сварочной ванны для формирования сварной манжеты. Когда сварной шов затвердевает, обойма отслаивается. У удовлетворительных сварных швов обычно есть ровная, яркая и чистая буртика, полностью окружающая шпильку.
Приварка шпилек методом вытяжной дуги 783
[вверху] Спецификации процедуры сварки
Чертежи детализируют конструктивную форму, выбор материала и указывают сварные соединения.Подрядчик по изготовлению металлоконструкций выбирает методы сварки каждой конфигурации стыка, обеспечивающие требуемые характеристики. Прочность, вязкость разрушения, пластичность и усталость являются важными металлургическими и механическими свойствами, которые необходимо учитывать. Тип соединения, положение сварки, производительность и требования к ресурсам влияют на выбор подходящего процесса сварки.
Выбранный метод представлен в спецификации процедуры сварки (WPS), в которой подробно описывается информация, необходимая для инструктирования и руководства сварщиками, чтобы обеспечить повторяемость характеристик для каждой конфигурации соединения.Пример формата WPS показан в Приложении A стандарта BS EN ISO 15609-1 [4] . Подрядчики по изготовлению металлоконструкций могут иметь свой собственный корпоративный шаблон, но все они включают важную информацию, позволяющую передать сварщику надлежащие инструкции.
Необходимо подкрепить WPS свидетельством удовлетворительных испытаний процедуры в виде протокола аттестации процедуры сварки (WPQR), подготовленного в соответствии с BS EN ISO 15614-1 [5] . Введение этого стандарта гласит, что испытания процедуры сварки, проведенные в соответствии с прежними национальными стандартами и спецификациями, не аннулируются при условии их технической эквивалентности; Для этого могут потребоваться дополнительные тесты.Основные подрядчики по изготовлению металлоконструкций в Великобритании прошли предварительную квалификацию сварочных работ, позволяющих производить удовлетворительные сварные швы в большинстве конфигураций стыков, которые могут встретиться в сталелитейном строительстве и мостовой промышленности.
В случаях, когда данные предыдущих испытаний не имеют отношения к делу, необходимо провести испытание процедуры сварки, чтобы установить и подтвердить пригодность предлагаемого WPS.
Руководство по стандартным спецификациям процедуры сварки для стальных конструкций доступно в публикации BCSA No.58/18.
[вверх] Процедура испытаний
BS EN ISO 15614-1 [5] описывает условия для проведения испытаний процедуры сварки и пределы действия в пределах квалификационных диапазонов, указанных в стандарте. Координатор сварки подготавливает предварительную спецификацию процедуры сварки (pWPS), которая является первоначальным предложением для проведения испытания процедуры. Для каждой конфигурации стыка, будь то стыковой или угловой шов, учитывается марка и толщина материала, а также ожидаемые допуски посадки, которые могут быть достигнуты на практике.Выбор процесса определяется методом сборки, положением сварки и тем, является ли механизация жизнеспособным предложением для повышения производительности и обеспечения постоянного качества сварки. Размеры подготовки швов зависят от выбора процесса, любых ограничений доступа и толщины материала.
Расходные материалы выбираются из соображений совместимости с марками материалов и достижения указанных механических свойств, в первую очередь с точки зрения прочности и ударной вязкости. Для сталей марки S355 и выше используются продукты с водородным контролем.
Риск водородного растрескивания, пластинчатого разрыва, растрескивания при затвердевании или любой другой потенциальной проблемы оценивается не только для целей проведения испытания, но и для предполагаемого применения процедуры сварки в проекте. Соответствующие меры, такие как введение предварительного или последующего нагрева, включены в pWPS.
Контроль искажений обеспечивается правильной последовательностью сварки. При необходимости вводятся обратная строжка и / или обратное шлифование для достижения целостности корневого шва.
Приведены диапазоны сварочного напряжения, тока и скорости для определения оптимальных условий сварки.
Допустимые диапазоны групп материалов, толщины и типа соединения в пределах спецификации тщательно рассматриваются, чтобы максимально использовать pWPS. Подготавливают испытательные пластины достаточного размера для извлечения образцов для механических испытаний, включая образцы для любых дополнительных испытаний, указанных или необходимых для повышения применимости процедуры.
Пластины и pWPS предъявляются сварщику; испытание проводится в присутствии экзаменатора (обычно из независимого экзаменационного органа), и ведется запись фактических параметров сварки вместе с любыми необходимыми изменениями процедуры.
Завершенные испытания передаются независимому эксперту для визуального осмотра и неразрушающего контроля в соответствии с таблицей 1 Стандарта. Удовлетворительные испытательные пластины затем отправляются на разрушающий контроль, опять же в соответствии с таблицей 1. Неразрушающие методы контроля, как правило, включают ультразвуковой контроль для объемного контроля и контроль магнитных частиц для выявления дефектов поверхности.
Пример испытательного образца процедуры сварки
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Существует ряд дополнительных стандартов, детализирующих подготовку, обработку и испытания всех типов образцов для разрушающих испытаний. Обычно специализированные лаборатории организуют подготовку образцов для испытаний и проводят фактические механические испытания и составление отчетов. Типичные образцы для стыкового сварного шва пластины включают испытания на поперечное растяжение, испытания на поперечный изгиб, испытания на удар и образец для макроэкспертизы, на котором проводится испытание на твердость.Для испытаний на удар минимальные требования к поглощению энергии и температура испытания обычно такие же, как и для основного материала в соединении. Целесообразно проверить все сварочные процедуры до предела возможного применения, чтобы избежать повторения подобных испытаний в будущем.
Завершенные результаты испытаний заносятся в протокол аттестации процедуры сварки (WPQR), утверждаемый экспертом. Типичный формат показан в Приложении B стандарта BS EN ISO 15614-1 [5] .
Существует дополнительное общее требование, касающееся испытаний процедуры сварки, согласно которому, если грунтовки для краски должны быть нанесены на работу до изготовления, они должны наноситься на образец материала, используемого для испытаний. На практике требуется тщательный контроль толщины краски, чтобы избежать дефектов сварки.
BS EN ISO 14555 [6] описывает метод испытаний для соединителей с резьбой, приваренных дуговой сваркой. Стандарт включает требования к испытаниям, необходимым для подтверждения целостности сварных швов шпилек, а также устанавливает требования к производственным испытаниям для контроля приваривания шпилек в процессе.Допускается также квалификация, основанная на предыдущем опыте, и большинство подрядчиков по изготовлению стальных конструкций могут предоставить доказательства, подтверждающие это.
Дополнительное руководство по испытаниям процедуры сварки доступно в GN 4.02.
[вверху] Водородный крекинг
Растрескивание может привести к хрупкому разрушению соединения с потенциально катастрофическими результатами. Водородное (или холодное) растрескивание может происходить в области основного металла, прилегающей к границе плавления сварного шва, известной как зона термического влияния (HAZ).Разрушение металла сварного шва также может быть вызвано определенными условиями. Механизмы, вызывающие отказ, сложны и подробно описаны в специальных текстах.
Рекомендуемые методы предотвращения растрескивания водородом / HAZ описаны в BS EN 1011-2 [7] , приложение C. Эти методы определяют уровень предварительного нагрева для изменения скорости охлаждения, что дает время водороду для миграции на поверхность. и ускользнуть (особенно если поддерживается в виде пост-нагрева после завершения соединения) вместо того, чтобы оставаться в жестких, напряженных зонах.Предварительный нагрев не препятствует образованию микроструктур, подверженных образованию трещин; он просто снижает один из факторов, водород, так что растрескивания не происходит. Предварительный нагрев также снижает термический шок.
Подкладки предварительного нагрева
(Изображение предоставлено Mabey Bridge Ltd.)
Одним из параметров, необходимых для расчета предварительного нагрева, является погонная энергия. Заметным изменением в стандарте является отказ от термина «энергия дуги» в пользу тепловложения для описания энергии, вводимой в сварной шов на единицу длины прогона.Расчет подводимого тепла основан на сварочном напряжении, токе и скорости движения и включает коэффициент теплового КПД; формула подробно описана в BS EN 1011-1 [8] .
Высокая устойчивость и повышенные значения углеродного эквивалента, связанные с более толстыми листами и более высокими марками стали, могут потребовать более строгого контроля процедур. Опытные подрядчики по изготовлению металлоконструкций могут выполнить эту дополнительную операцию и соответственно учесть ее.
BS EN 1011-2 [7] подтверждает, что наиболее эффективной гарантией предотвращения водородного растрескивания является снижение поступления водорода в металл шва из сварочных материалов.Процессы с изначально низким водородным потенциалом эффективны как часть стратегии, так же как и принятие строгих процедур хранения и обращения с электродами с водородным контролем. Данные и рекомендации поставщиков расходных материалов служат руководством для обеспечения минимально возможных уровней водорода для типа продукта, выбранного в процедуре.
Дополнительные информативные приложения к BS EN 1011-2 [7] описывают влияние условий сварки на ударную вязкость и твердость в ЗТВ и дают полезные советы по предотвращению растрескивания при затвердевании и разрыва пластин.
Дополнительное руководство по крекингу водородом / HAZ доступно в GN 6.04.
[вверх] Квалификация сварщика
Квалифицированный сварщик
(Изображение предоставлено Mabey Bridge Ltd.)
BS EN 1090-2 [9] требует, чтобы сварщики имели квалификацию в соответствии с BS EN ISO 9606-1 [10] . Этот стандарт предписывает испытания для аттестации сварщиков в зависимости от процесса, расходных материалов, типа соединения, положения сварки и материала.Сварщики, прошедшие успешные испытания процедуры, автоматически получают одобрение в пределах квалификационных диапазонов, установленных стандартом. Сварщики должны быть аттестованы в соответствии с BS EN ISO 14732 [11] , когда сварка полностью механизирована или автоматизирована. В этом стандарте особое внимание уделяется проверке способности оператора настраивать и настраивать оборудование до и во время сварки.
Квалификация сварщика ограничена по времени и требует подтверждения действительности в зависимости от продолжительности работы, участия в работе соответствующего технического характера и удовлетворительной работы.Продление квалификации сварщика зависит от зарегистрированных подтверждающих свидетельств, демонстрирующих продолжающуюся удовлетворительную работу в пределах исходного диапазона испытаний, и доказательства должны включать либо объемные разрушающие испытания, либо разрушающие испытания. Успех всех сварочных операций зависит от персонала, имеющего соответствующую подготовку и регулярного контроля компетентности посредством инспекций и испытаний.
[вверх] Инспекция и испытания
BS EN 1090-2 [9] устанавливает объем проверки до, во время и после сварки и дает критерии приемки, связанные с классом исполнения.Большинство испытаний являются неразрушающими; Разрушающие испытания проводятся только на отводных плитах.
[вверх] Неразрушающий контроль
Магнитный контроль частиц (MPI) сварного шва
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Неразрушающий контроль проводится в соответствии с принципами BS EN ISO 17635 [12] . Для стальных конструкций основными методами являются визуальный контроль после сварки (см. GN 6.06), магнитопорошковый контроль (обычно сокращенно MPI или MT) для поверхностного контроля сварных швов (см. GN 6.02) и ультразвуковой контроль (UT) для подповерхностного контроля сварных швов (см. GN 6.03). Радиографические испытания также упоминаются в BS EN 1090-2 [9] . Радиография требует строгого контроля за здоровьем и безопасностью; это относительно медленно и требует специального оборудования. Использование этого метода в стальных конструкциях снизилось по сравнению с более безопасным и портативным оборудованием, связанным с UT.Безопасные запретные зоны требуются на работах и на месте во время проведения рентгенографии. Однако рентгенографию можно использовать для уточнения природы, размеров или степени множественных внутренних дефектов, обнаруженных ультразвуком.
Технические специалисты с признанной подготовкой и квалификацией в соответствии с BS EN ISO 9712 [13] требуются для всех методов неразрушающего контроля.
BS EN 1090-2 [9] требует, чтобы все сварные швы подвергались визуальному контролю по всей их длине.С практической точки зрения сварные швы следует визуально осматривать сразу после сварки, чтобы гарантировать своевременное устранение очевидных дефектов поверхности.
Дальнейшие требования к неразрушающему контролю основаны на эксплуатационных методах и требуют более строгого исследования первых пяти соединений новых технических требований к процедуре сварки, чтобы установить, что процедура способна производить сварные швы соответствующего качества при внедрении в производство. Затем указываются дополнительные неразрушающие испытания, основанные на типах соединений, а не на конкретных критических соединениях.Цель состоит в том, чтобы опробовать различные сварные швы в зависимости от типа соединения, марки материала, сварочного оборудования и работы сварщиков и, таким образом, поддерживать общий мониторинг производительности.
Если указано частичное или процентное обследование, руководство по выбору продолжительности испытания дано в BS EN ISO 17635 [12] ; при обнаружении недопустимых разрывов площадь исследования соответственно увеличивается.
BS EN 1090-2 [9] также включает в таблицу минимальное время выдержки перед дополнительным неразрушающим контролем в зависимости от размера сварного шва, подводимой теплоты и марки материала.
Признавая, что там, где требования к усталостной прочности более обременительны и требуется более строгая проверка, BS EN 1090-2 [9] действительно предусматривает спецификацию выполнения проекта для определения конкретных соединений для более высокого уровня проверки вместе с объемом и метод тестирования.
Для класса EXC3 критерием приемлемости дефектов сварного шва является уровень качества B стандарта BS EN ISO 5817 [14] . Там, где необходимо достичь повышенного уровня качества для удовлетворения конкретных требований к усталостной прочности, BS EN 1090-2 [9] дает дополнительные критерии приемлемости с точки зрения категории деталей в BS EN 1993-1-9 [15] для расположения сварного шва.
Как правило, дополнительные критерии приемки практически не достижимы при обычном производстве. Стандартные испытания процедуры сварки и квалификационные испытания сварщика не оцениваются по требованиям этого уровня. Если необходимо достичь такого уровня качества, требования должны быть сосредоточены на соответствующих деталях соединения, чтобы подрядчик имел возможность подготовить спецификации процедуры сварки, квалифицировать сварщиков и разработать соответствующие методы контроля и испытаний.
Неразрушающий контроль
[наверх] Разрушающий контроль
В стандарте BS EN 1090-2 [9] нет требований о проведении разрушающих испытаний поперечных соединений на растянутых фланцах. Тем не менее, объем для определения конкретных соединений для проверки позволит в спецификации проекта испытать, например, образцы от «стекающих» пластин, прикрепленных к встроенным стыковым сварным швам. Дополнительно производственные испытания могут быть указаны для: марок стали выше S460; угловые швы, в которых используются характеристики глубокого проплавления сварочного процесса; для мостовидных ортотропных настилов, где требуется макросъемка для проверки проплавления сварного шва; и на соединениях ребер жесткости с соединительными пластинами.
[вверх] Производственные испытания приварки шпилек
Испытание на изгиб приварной шпильки
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Сварные шпильки для соединителей, работающих на сдвиг, исследуются и испытываются в соответствии с BS EN ISO 14555 [6] . В стандарте подчеркивается необходимость контроля процесса до, во время и после сварки. Предпроизводственные испытания используются для подтверждения процедуры сварки и, в зависимости от области применения, включают испытания на изгиб, испытания на растяжение, испытания на крутящий момент, макросъемку и радиографическое обследование.
Производственные испытания сварных швов также необходимы для приварки шпилек с дугой протяжки. Они должны выполняться производителем до начала сварочных работ на конструкции или группе аналогичных конструкций и / или после определенного количества сварных швов. Каждое испытание должно состоять как минимум из 10 сварных шпилек и быть испытано / оценено в соответствии с требованиями BS EN ISO 14555 [6] . Количество необходимых тестов должно быть указано в спецификации контракта.
[вверх] Качество сварки
Влияние дефектов на характеристики сварных соединений зависит от приложенной нагрузки и свойств материала.Эффект также может зависеть от точного расположения и ориентации дефекта, а также от таких факторов, как рабочая среда и температура. Основное влияние дефектов сварного шва на эксплуатационные характеристики стальных конструкций заключается в повышении риска разрушения из-за усталости или хрупкого разрушения.
Типы дефектов сварки можно разделить на одну из нескольких общих рубрик:
- Трещины.
- Плоские дефекты, кроме трещин, например непробиваемость, отсутствие плавления.
- Включения шлака.
- Пористость, поры.
- Поднутрения или дефекты профиля.
Трещины или плоские дефекты, проникающие через поверхность, потенциально являются наиболее серьезными. Включения вкрапленного шлака и пористость вряд ли станут причиной разрушения, если только они не будут чрезмерными. Подрезание обычно не является серьезной проблемой, если не существует значительных растягивающих напряжений поперек стыка.
При выборе класса исполнения в BS EN 1090-2 [9] устанавливаются критерии приемки, при превышении которых дефект считается дефектом.
Если дефекты обнаружены в результате осмотра и испытаний во время производства, вероятно, потребуется обработка после сварки (см. GN 5.02) или другие меры по исправлению положения, хотя во многих случаях конкретный дефект может быть оценен по концепции « пригодность для цели ». Такое принятие зависит от фактических уровней напряжения и значимости усталости на месте. Это вопрос для быстрой консультации между подрядчиком по изготовлению металлоконструкций и проектировщиком, поскольку, если это приемлемо, можно избежать дорогостоящего ремонта (и возможности появления дополнительных дефектов или деформации).
Руководство по контролю качества сварных швов и контролю сварных швов доступно в BCSA № 54/12 и GN 6.01.
[вверх] Список литературы
- ↑ BS EN ISO 22553: 2019, Сварка и родственные процессы. Символическое изображение на чертежах. Сварные соединения. BSI.
- ↑ BS EN 1993-1-8: 2005, Еврокод 3. Проектирование стальных конструкций. Дизайн стыков, BSI
- ↑ BS EN ISO 4063: 2010, Сварка и родственные процессы. Номенклатура процессов и ссылочные номера, BSI
- ↑ BS EN ISO 15609-1: 2019, Технические требования и квалификация процедур сварки металлических материалов.Спецификация процедуры сварки. Дуговая сварка, BSI
- ↑ 5,0 5,1 5,2 BS EN ISO 15614-1: 2017 + A1: 2019, Технические требования и квалификация процедур сварки металлических материалов. Проверка процедуры сварки. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов, BSI
- ↑ 6,0 6,1 6,2 BS EN ISO 14555: 2017, Сварка. Дуговая сварка металлических материалов, BSI
- ↑ 7.0 7,1 7,2 BS EN 1011-2: 2001, Сварка. Рекомендации по сварке металлических материалов. Дуговая сварка ферритных сталей, BSI
- ↑ BS EN 1011-1: 2009, Сварка. Рекомендации по сварке металлических материалов. Общее руководство по дуговой сварке, BSI
- ↑ 9,0 9,1 9,2 9,3 9,4 9,5 9,6 9,7 9,8 BS EN 1090-2: 2018, Изготовление металлоконструкций и алюминиевых конструкций.Технические требования к стальным конструкциям, BSI
- ↑ BS EN ISO 9606-1: 2017 Квалификационные испытания сварщиков. Сварка плавлением. Стали, BSI
- ↑ BS EN ISO 14732: 2013. Сварочный персонал. Квалификационные испытания сварщиков и наладчиков механизированной и автоматической сварки металлических материалов BSI
- ↑ 12,0 12,1 BS EN ISO 17635: 2016, Неразрушающий контроль сварных швов. Общие правила для металлических материалов, BSI
- ↑ BS EN ISO 9712: 2012.Неразрушающий контроль. Квалификация и аттестация персонала по неразрушающему контролю, BSI
- ↑ BS EN ISO 5817: 2014, Сварка. Соединения, сваренные плавлением из стали, никеля, титана и их сплавов (за исключением лучевой сварки). Уровни качества для выявления недостатков, BSI
- ↑ BS EN 1993-1-9: 2005, Еврокод 3. Проектирование стальных конструкций. Усталость, BSI
[вверх] Ресурсы
- Стальные здания, 2003 г. (Публикация № 35/03), BCSA
- Стальные мосты: практический подход к проектированию для эффективного изготовления и строительства, 2010 г. (Публикация №51/10), BCSA
- Национальные технические условия на стальные конструкции (7-е издание), 2020 г. (Публикация № 62/20), BCSA
- Типовые спецификации процедуры сварки металлоконструкций — Второе издание, 2018 г. (Публикация № 58/18), BCSA
- Высокопрочные стали для применения в конструкциях: Руководство по изготовлению и сварке, 2020 г. (Публикация № 62/20), BCSA
- Руководство по контролю сварных швов металлоконструкций, 2012 г. (Публикация № 54/12), BCSA
- Хенди, К.Р.; Ильес, округ Колумбия (2015) Steel Bridge Group: Рекомендации по передовой практике в строительстве стальных мостов (6-й выпуск). (P185). SCI
[наверх] Дополнительная литература
- Руководство проектировщика металлоконструкций (7-е издание), 2011 г., глава 26 — Сварные швы и проектирование для сварки, Институт стальных конструкций.
[вверху] См. Также
Типы сварки GMAW, SMAW, FCAW, GTAW
Газовая дуговая сварка металла: GMAW
Газовая дуговая сварка металлическим электродом (GMAW), также известная как сварка в среде инертного газа (MIG), использует сплошной проволочный электрод, который проходит через сварочный пистолет, который сопровождается защитным газом для его защиты от загрязнений.
GMAW — один из наиболее распространенных сварочных процессов, который может использоваться внутри помещений для сварки материалов в таких отраслях, как строительство, производство автомобилей, производство и авиакосмическая промышленность. Не рекомендуется использовать GMAW на открытом воздухе, так как ветер может сдувать газ. и навредить процессу.
Сварка GMAW дает минимальные отходы и не дает сколов. Процесс может быть полуавтоматическим или полностью автоматическим, что упрощает работу сварщиков, поскольку им не нужно беспокоиться о дефектах при остановках и пусках.
Дуговая сварка экранированного металла: SMAW
Дуговая сварка экранированным металлом (SMAW) — это метод сварки, который можно использовать для всех черных металлов во всех положениях сварки. Другое название SMAW — сварка штучной сваркой. Электрод с флюсовым покрытием (который металлический стержень в держателе электрода) подключен к источнику питания и касается основного металла, чтобы произвести сварку. Флюс защищает электрическую дугу, предотвращая загрязнение.
SMAW можно использовать для сварки низко- и высоколегированных сталей, углеродистой стали, чугуна и никелевых сплавов в таких отраслях, как строительство, судостроение и производство.Это можно делать как в помещении, так и на улице.
SMAW образует шлак, который представляет собой слой побочного продукта, который сварщики снимают после сварки для придания чистоте вида.
Дуговая сварка порошковой проволокой: FCAW
Дуговая сварка порошковой проволокой (FCAW) использует непрерывный полый проволочный электрод с флюсовой смесью, которая защищает сварочную ванну за счет образования газа. FCAW идеально подходит для сварки на открытом воздухе, а также для сварки грязных или загрязненных поверхностей. материалы, так как не требует внешнего защитного газа для защиты сварного шва от атмосферных воздействий.Подобно процессу SMAW, FCAW также производит шлак, который после сварки отслаивается, чтобы придать ему чистый вид.
FCAW часто используется для толстых материалов, поскольку проволока с флюсовым сердечником может проходить сквозь толстые сварные швы. FCAW не подходит для материалов, толщина которых меньше 20.
FCAW можно использовать для обработки чугуна, нержавеющей стали, углеродистой стали, сплавов с высоким содержанием никеля и низколегированной стали. Этот способ сварки используется в таких отраслях, как строительство и судостроение.
Газовая дуговая сварка вольфрамом: GTAW
Газовая дуговая сварка вольфрамом (GTAW) также известна как сварка TIG, что означает вольфрам в инертном газе.Как и при сварке GMAW, используется инертный защитный газ. Но в отличие от GMAW, который использует проволока, которая также действует как присадочный материал, GTAW нагревает объекты с помощью вольфрамового электрода, который подает ток к сварочной дуге. Эта сварочная дуга плавит металл и создает лужу жидкости. При необходимости можно добавить присадочный стержень. для повышения прочности сварного шва.
GTAW требует высокой точности, так как вольфрам не должен касаться заготовки, а материалы не могут перегреваться, иначе могут возникнуть трещины и другие проблемы.Преимущества GTAW включают лучший контроль сварного шва, повышенную прочность и качество сварных швов.
GTAW также обеспечивает сварные швы без сколов, что придает им чистый вид. Он чаще всего используется для сварки тонких материалов и может использоваться для черных и цветных металлов, таких как нержавеющая сталь, алюминий, медь, магний и титан.
Узнайте все о сварке на UTI
В UTI студенты начинают работать с высококачественными сварочными инструментами, которые они использовали бы в профессиональном мире. Сопровождающие инструкторы всегда готовы ответить на вопросы и дать рекомендации.Студенты могут закончить программу всего за 36 недель.
Узнайте больше о программе сварки UTI. Свяжитесь с нами для получения информации.
классификация электродов для ручной дуговой сварки
Сварка используется во многих отраслях экономики России. Сварщики работают на стройплощадках, создавая подземные и наземные конструкции. Они работают на автомобильных заводах, в энергетических комплексах, в сельском хозяйстве и на нефтеперерабатывающих заводах.
Многие мужчины время от времени прибегают к сварке при решении ремонтных работ в домашних условиях, сварочный шов считается одним из самых надежных способов соединения деталейКроме того, оцинкованные трубы имеют приятный внешний вид, поэтому их часто используют при создании оригинального дизайна здания или сооружения.
Сварка оцинкованного металла, используемого в строительстве, выполняется аналогично.
Самосварка считается делом непростым. Перед тем как приступить к таким работам, необходимо изучить правила сварочного процесса и научиться выполнять легкие сварочные работы начинающим специалистам в этом деле.
Овладение техникой получения прочного сварного шва — отличный навык, который приносит много пользы настоящему владельцу. Хорошо проработанный процесс может быть настолько увлекательным, что после изготовления простого каркаса для теплицы, печи для гаража или резервуара для дачи вам захочется создать что-то сложное и оригинальное, например, ажурный забор, скамейку, мангал.Но перед тем, как реализовать задуманное, необходимо выяснить все вопросы о том, как научиться готовить электросваркой, ознакомиться с информацией и обучающими видео. Освоив азы, можно смело приступать к созданию уникальных шедевров из металла.
Другие виды соединения металлических деталей вряд ли смогут конкурировать с прочностью сварных швов, если их соединение должно быть неразъемным. Нагрев металлических сплавов электрической дугой вызывает пластическую деформацию материалов.В результате взаимного проникновения частиц электрода и соединяемых элементов образуются сверхпрочные межмолекулярные связи.
Электросварка — залог прочности соединения металлических частей
Внедрение передовых технологий теперь позволяет проводить сварку с использованием лазерного и электронного излучения, металлы сваривают ультразвуком и газовым пламенем. Самый распространенный источник энергии — электрическая дуга, создаваемая инвертором или сварочным аппаратом.Самым простым и распространенным способам сварки стоит начать обучение.
Подготовка к практическим занятиям
Сварочные навыки приобретаются в основном на практике. Поэтому нужно знать, чем нужно запастись начинающему сварщику, получившему теоретическую информацию и желающему применить знания.
Внимание. Сварка чревата опасностью получения ожогов от брызг расплавленного металла, отравлением токсичными выделениями, с возможностью поражения электрическим током.Радиация может обжечь роговицу глаз. Готовьтесь тщательно, не экономя на снаряжении и снаряжении.
Работа сварщика чревата угрозой травмы, отравления газом и ожогов
Выбор подходящего оборудования
Для практических занятий можно сделать сварочный агрегат своими руками. Но если практики в этом вопросе нет, желательно арендовать или купить сварочное оборудование с устройством для плавной регулировки показателей силы тока, максимальные значения которых составляют около 160 А.Следующее поможет вам освоить навыки сварщика:
- Сварочный трансформатор, преобразующий переменный ток, подаваемый в сеть, в переменный ток сварочного процесса. Простой в обслуживании, эффективный и дешевый блок имеет недостатки: он не обеспечивает высокой стабильности дуги, «проседает» напряжение, слишком тяжелый.
- Сварочный выпрямитель, действие которого основано на получении постоянного сварочного тока путем преобразования переменного тока сети.По набору недостатков и преимуществ агрегат аналогичен предыдущему варианту, но лучше сохраняет стабильность дуги, за счет чего повышается качество сварных швов.
- Сварочный инвертор, подающий постоянный ток и напряжение для сварки из переменного тока. Это легкий компактный аппарат с плавной регулировкой параметров тока, быстродействующим и эффективным оборудованием с легким зажиганием.
Выбор сварочного оборудования должен основываться на потребностях.
Опытным сварщикам рекомендуется покупать инвертор.Он не займет много места и поможет вам лучше на тренировках. Посмотрите видео о том, как выбрать аппарат, как приготовить и как научиться готовить электросваркой — видео поможет наглядно представить начало практического курса.
Чем отличаются электроды?
Дуговая сварка выполняется плавящимися электродами. Их функция — подавать ток на шов. Основным компонентом автоматической или полуавтоматической сварки может быть порошковая проволока, механически подаваемая в зону плавления по мере использования.Однако большинство учебных курсов рекомендуют начинать с электродов, которые изготавливаются в виде цельных стержней со специальным легкоплавким покрытием. С ними можно быстро «набить» руку и получить навыки формирования четких плавных сливающихся линий.
Сварочные электроды в виде металлических стержней — лучший выбор для новичков
Электроды-стержни диаметром 3 мм считаются оптимальными для новичков. Для более толстых электродов требуется мощное оборудование. Прутки сечением 2 мм используются для сварки деталей из тонкого листового металла.Не стоит использовать оставшиеся от кого-то старые комплектующие для дуговой сварки, а если они еще и влажные, толку не будет вообще.
Сварочное оборудование — безопасность
Будущему сварщику обязательно нужен защитный экран или маска сварщика. Они защищают глаза от ожогов от воздействия яркого излучения, а кожу лица — от брызг горячего металла.
Для практических занятий требуется защитный экран или маска сварщика.
Кожа рук также должна быть защищена от обжигающих брызг расплавленного металла.Вам понадобятся рабочие брезентовые перчатки или перчатки из замши (вязаные и хлопчатобумажные не подойдут).
Костюм или халат с брюками должны быть из толстого материала, желательно из толстого брезента высокой плотности.
Важно. Рядом с местом работы нужно поставить ведро, наполненное водой, запастись старым толстым одеялом, чтобы иметь возможность тушить пожар от случайной искры.
Для практических занятий предпочтительно, но не обязательно, сидеть на улице. Все легковоспламеняющиеся предметы в зоне работы и вероятной досягаемости искры должны быть удалены.
Первые шаги будущего хорошего сварщика
Вначале каждый из обучаемых делает ролики на ненужных кусках металла, просто расплавляя материал, не создавая соединительных швов. Поверхность необходимо очистить от ржавчины и грязи.
Начало работы: как сделать ролики
- Электрод вставляется в держатель сварочного аппарата.
- Подать ток в зону плавления можно, ударяя по металлу концом стержня, например, спичкой, или касаясь заготовки постукивающими движениями.
- После создания электрической дуги электрод необходимо направить на заготовку. Зазор между электрической дугой и металлом должен быть постоянным, не менее 3х, но не более 5 мм.
Примечание. От качества будущего шва зависит умение выдерживать постоянный зазор. При изменении расстояния дуга прервется, шов будет дефектным.
- Стержень удерживается под углом к плоскости заготовки. Удобным считается наклон 70º, а электрод можно наклонять вперед или назад, так как это удобнее для исполнителя.В дальнейшем размер уклона может быть изменен в зависимости от предпочтений сварщика и специфики выполняемой операции.
На этом этапе практического обучения необходимо научиться выбирать силу тока для его стабильного питания. При отсутствии тока дуга погаснет, слишком мощный поток расплавит металл. Навыки настройки режима сварки можно получить только экспериментальным путем.
Учимся делать сварные швы
Убедившись, что валики выходят ровно и почти красиво, можно попрактиковаться в выполнении соединительных швов.Это уже действия для уверенной руки практически опытного практиканта, который умеет правильно научиться готовить электросваркой и осознает полученную информацию.
Шаг 2 учебного пособия: моделирование сварного шва на заготовке
Все начальные шаги для зажигания электрода аналогичны процессам, описанным выше. Только рука сварщика, соединяющего детали, движется не по прямой, а совершает колебательные движения, как бы перераспределяя расплавленный металл одной детали на соседний элемент и наоборот.Траектория движения может быть зигзагообразной, петлевой, напоминать череду елок или серпов.
Несколько типов швов, выполненных электродуговой сваркой
Вам нужно снова потренироваться на куске ненужного металла, проведя по нему мелом линию, видимую через затемненное стекло маски. Вдоль него и нужно проложить своеобразный шов, проведя непрерывную узкую полоску по одной из указанных выше траекторий.
Необходимо отбить шлак от остывшего шва молотком, после чего работа сварщика предстанет перед глазами.
Шлак из остывшего шва нужно сбивать маленьким молотком
После получения первых навыков можно приступать к изготовлению соединительных швов. Они бывают Т-образными, стыковыми, угловыми, внахлест, выполняются горизонтально или вертикально снизу вверх и в обратном направлении. Чтобы рука уверенно двигалась, нужно много тренироваться и только потом приступать к изготовлению полезных красивых самоделок.
Виды сварных соединений и их внешний вид
Видеоурок для начинающих
Навыки работы со сварочным аппаратом помогут изготовить множество полезных металлоконструкций для дачи, гаража, бани, хранилища.Наверняка после первых шагов вам захочется сделать что-нибудь потрясающее. Просто чтобы овладеть всеми нюансами мастерства, нужно много потрудиться, чтобы получить мастерство. И, конечно же, более сложные методы сварки потребуют более подробной информации, например, профессиональных руководств с описанием сложных процессов и перечнем технических регламентов.
Хороший обобщающий материал может сэкономить начинающему сварщику уйму времени и помочь обойтись без специальных курсов. Научиться правильно готовить сваркой несложно, для этого потребуются знания теории и определенное количество практики.
Освоить сварку без знания теории невозможно, потому что:
- Качественный шов не получится.
- Вы можете получить травму или травмировать других людей.
- Оборудование может быть повреждено.
Электросварка — это соединение металлических частей сплавлением с электрической дугой. Электрический ток, проходящий через зазор между электродом и металлом, вызывает огромную температуру, плавит края, переносит металл от электрода к шву.Получается, что две металлические поверхности соединены монолитно.
Популярна электросварка. Устройство небольших размеров способно герметично соединять детали в любом пространственном положении, сварка проходит быстро и управляемо. При работе помните о рисках для здоровья:
- Травма глаза. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза и оставить отпечаток на сетчатке. Ощущение песка под веками, трудно моргать, припухлость — эти симптомы надолго проходят.Маска со специальным стеклом поможет защитить глаза; перед тем как зажечь дугу, предупредите окружающих восклицанием: «Глаза!»
- Поражение электрическим током … Электрическая дуга — пропускание электрического тока через зазор между электродом и металлом. Чем выше сила тока, тем ярче дуга. Но если этот ток пройдет по телу человека, он умрет. Во избежание поражения электрическим током необходимо:
- Соблюдать целостность оболочки кабеля, изоляции держателя.
- Используйте высококачественные изолированные ручки, не беритесь голыми руками за открытые части.
- При постоянной работе носить защитную обувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолетовый свет дуги и летящие во все стороны чешуйки травмируют кожу. Во избежание проблем используйте защитные перчатки — гетры. Следует одеваться только в хлопчатобумажную или специально пропитанную одежду — сварочный халат, джинсы. Для защиты рук используются хлопчатобумажные перчатки или сварочные гетры. При сварке не должно быть открытых участков кожи.
- Отравление газом. Все работы следует проводить в проветриваемом помещении, под вытяжкой или на свежем воздухе.Полезным будет использование фильтрующих полумаск или респираторов.
Виды электросварки
Выделяют несколько основных направлений:
- ММА. Сварка электродом в защитном покрытии. Универсальная технология, позволяющая получить отличный шов в любом пространственном положении. Используются простые аппараты для преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины легируемого металла и используемого электрода и составляет от 30 до 200 ампер.Электрод представляет собой металлический стержень, покрытый покрытием. При сварке покрытие плавится и защищает расплав от воздействия воздуха.
- МИГ. Сварка в среде защитных газов. В качестве электрода используется проволока, которая подается в сварочную ванну с постоянной скоростью. В зону сварки по шлангу подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварной шов. Преимущества этого вида сварки — отсутствие шлака, высокое качество шва, возможность сваривать тонкий металл.
- TIG.Сварка цветных металлов в среде защитного газа неплавящимся электродом. Он широко используется для соединения цветных металлов и сплавов.
Существует несколько типов различных технологий, используемых в автомобильной или судостроительной промышленности. Они требуют специальной квалификации сварщика. Навыки наплавки или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам более высокого класса.
Сварка
Сварка — соединение металлических деталей путем плавления краев и добавления присадочного металла.В результате образуется сварной шов, края плотно соединяются.
Признаки шва высокого качества:
- Пробитие. Металл шва должен проникать на всю толщину. В процессе сварки края равномерно оплавляются, если проплавить одну сторону, бортик получится неровным.
- Однородность. Стык должен быть цельнометаллическим, без шлака и ямок. Пропуски и неполные проходки не допускаются.
- Прочность. После остывания стыка могут образоваться микротрещины.
- Без подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая однородная форма. Брак считается как излишне толстый валик, так и вогнутый. Это указывает на неверно выбранную силу тока.
Шов должен быть равномерным, без излишних «чешуек», провисаний, перегибов. Ширина шва определяется толщиной свариваемых деталей. Слишком узкий будет хрупким, широкий ослабит изделие.
Перед соединением деталей необходимо:
- Определить тип соединения — стыковое, внахлест, угол, тройник.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оцените толщину свариваемых деталей.
- Выберите электрод. Толщина зависит от глубины шва.
- Определите силу тока. В пачках есть примерные рекомендуемые таблицы, но стоит ориентироваться на личные ощущения. Лучше выбрать максимально возможный ток, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Готовим детали — на толстых делаем фаску, прихватками устанавливаем зазор. Очищаем детали от ржавчины и красим.
Учимся готовить электросваркой
Подготовив детали к сварке, примерно установив силу тока и надев спецодежду, можно готовиться к самой сварке.
Подключаем устройство.
- Подключаем провода к сварочному аппарату. Обычно используют «обратное» соединение — минус (масса) подключается к свариваемой поверхности, плюс — к держателю.Прямое подключение используется, если это рекомендовано производителем электродов.
- Проверка держателя. Он может быть самодельным или заводским. Основные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие токоведущих частей, теплоизоляция ручки. Плохой контакт держателя с кабелем вызывает повышенное сопротивление и нагрев, выгорание изоляции.
- Подключаем массу. Самый простой способ — приварить к металлу, но лучше использовать клещи или магнитную массу.
- В зависимости от пространственного положения важно выбрать угол присоединения электрода к держателю. Обычно электрод следует направлять под углом 45 градусов к заготовке. Глубина проникновения и высота валика зависят от наклона электрода.
Выбор электродов
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и прокатывается в песке с добавлением добавок — буры, соды, солей.В продаже сегодня разные виды электродов.
Разделите электроды:
- С основным покрытием. Они трудно воспламеняются, но дают мало шлака. Их легко контролировать, а качество шва высокое. Требуется хорошая подготовка сварщика.
- Рутиловое или кислотное покрытие. Отдают больше шлака, требуют навыков. Легко воспламеняется, шов лучше защищен. Преимущество этого покрытия — меньшее газообразование при сварке, что полезно для здоровья. При обучении лучше использовать именно этот вид.
Диаметр выбирается исходя из толщины свариваемых деталей. Чем толще шов, тем больше сила тока, тем толще электрод. Оптимально использовать, например, электрод диаметром 3 мм для сварки металла, толщиной 2 — 4 мм.
Возникновение дуги
Начинающим сварщикам придется нелегко. Есть несколько способов правильно зажечь дугу:
- Зажигание. Проще говоря, движение похоже на зажигание спички.Получившуюся дугу проводят и переносят на начало шва. Обратной стороной метода является провисание и разбрызгивание металла вне дуги.
- Попадание. На кончике электрода образуется пленка шлака, дуга не зажигается. Чтобы сбить шлак, нужно несколько раз слегка ударить по поверхности. Образовавшаяся дуговая искра удерживается и переносится на начало шва. При таком способе электрод часто «прилипает» — он сваривается. Срывать бесполезно, нужно «выламывать» покачивающими движениями.
Зажженная дуга образует сварочную ванну. В начале сварки делаем небольшие круговые движения — перемешиваем ванну.
Чтобы на детали не было следов зажигания дуги, используем следующие лайфхаки:
- Пробиваем по шву, зажигаем дугу и переносим на начало шва. Движение не выходит за пределы шва, а следы зажигания дуги привариваются.
- Используем стартовую пластину. Вы можете зажечь электрод и начать сварку куска металла, прикрепленного к началу шва.Затем стартовая пластина отламывается или отрезается.
Выбор тока
Чтобы получить контролируемую сварочную ванну, необходимо правильно определить силу тока. Это зависит от:
- Отношение диаметра электрода к толщине свариваемого металла.
- Пространственное положение.
- Скорости движения сварщика.
Перед началом работ выполняется сварка тренировочного шва. Правильная сила тока определяется характером ванны.
Опытные сварщики устанавливают максимальные значения, чтобы готовить быстрее.
Горизонтальные швы сваривают на токе большой прочности, на вертикальных стыках сила тока снижается на 10-15%, потолочные стыки требуют уменьшения на 20-30% по сравнению с горизонтальными.
Мы держим электрод правильно
На качество сварки в значительной степени влияют длина дуги, путь, скорость сварки и угол наклона электрода.
Движение электрода
- Возвратно-поступательное движение по шву.Дают узкий шов при хорошем прогреве. Может использоваться при соединении тонких деталей с небольшим зазором.
- Поперечный колебательный. У каждого сварщика свои «фирменные» предпочтения и привычки — кто-то ведет с полумесяцем, кто-то с «восьмеркой», Z-образным, многооборотным колебанием. Применяется, если нужно получить широкий шов, с большим зазором или скосами при сварке. Правило: чем толще деталь, тем дольше нужно оставаться у ее краев, чтобы хорошо прогреть.
Длина дуги
Распространенная ошибка начинающих сварщиков — несоблюдение длины дуги.«Короткая» дуга не нагреет металл, шов может стать пористым и неровным. «Длинная дуга» приведет к перегреву металла, но разбрызгивает его по поверхности. Стык не получится, он будет перекрученным, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально поддерживать длину дуги 2-3 мм.
Скорость сварки
Если готовить слишком медленно, существует опасность перегрева металла и ожога. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к неплавлению, прерывистому шву. Шов получится узким, с включениями шлака и раковинами.
Положение электрода
При перпендикулярном положении детали будет чрезмерный нагрев, что может привести к прожогу.
Небольшой угол наклона приведет к образованию раковин, при этом контролировать шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод должен не «проталкивать» шов, а «тянуть» его.Это обеспечивает оптимальный нагрев, однородность шва и управляемость сварочной ванны.
Готовить правильно
Сварка металлов имеет множество особенностей и трудностей. Главное при проведении шва — не прожечь металл, при этом проплавляя края.
Металл тонкий, корень шва деталей с зазором можно сваривать методом «отрыва». Зажигается дуга и образуется сварочная ванна. Электрод резко поднимается вверх, дуга гаснет, ванна начинает остывать и по ее окончании снова зажигается дуга.
Сварка толстого металла, сварка тела шва осуществляется без отрыва. Зажигается дуга, и сварочная ванна постепенно протягивается по шву. При необходимости выполняются колебательные движения.
Если электрод закончился, очистите шлак. В конце ванны образуется впадина — кратер. Новая дуга разжигается в кратере предыдущей, и сварка продолжается.
Неисправный шов
После сварки шов необходимо очистить от шлака.Если сварка сделана хорошо, шлак легко отделяется одним ударом. Плохой шов нужно долго чистить, шлак хорошо прилипает к порам.
На какие дефекты стоит обратить внимание:
- Сращивание кромок. Оба края должны быть равномерно соединены.
- Поднутрения. Края деталей плавятся при высокой силе тока, что приводит к появлению вмятин. Это ослабляет металл.
- Мойки и шлаковые включения.
- Высота и ширина ролика.
- Роликовые хлопья.
Заключение
Чтобы научиться хорошо сваривать металл, вам нужно хорошо знать теорию и практику. Хорошо, если найдется человек, способный указать начинающему сварщику на недостатки и способы их устранения. Это сформирует у сварщика правильные привычки, а швы всегда будут ровными и качественными. Немаловажным фактором является отношение сварщика к своей работе, желание получить более качественный шов, желание любоваться «солнышком» на кончике электрода.
В повседневной жизни, в собственном доме, на даче или в гараже всегда есть много вещей, требующих навыков сварщика. Этот навык особенно пригодится при строительстве, которое делается своими руками … В природе нет более надежного способа соединения двух металлических частей, чем сварка. И вполне возможно освоить это умение самостоятельно и использовать полученное умение с пользой. Сегодня разберемся, как научиться готовить электросваркой и самостоятельно освоить азы этой специальности.
Чтобы понять, как правильно готовить электросваркой, сначала необходимо ознакомиться с теорией сварочного процесса.
Соединение металлических деталей в монолит с помощью сварки — безусловно, самый надежный и долговечный метод. Это достигается за счет получения высокой температуры. В подавляющем большинстве сварочных аппаратов для плавления металлов используется электрическая дуга: это так называемая электродуговая сварка металлов. В момент воздействия он нагревает металл до точки плавления и делает это на ограниченной площади.
Возникновение электрической дуги происходит от тока — постоянного или переменного. Первый типичен для инверторных сварочных аппаратов, второй — для трансформаторов. Рассмотрим их подробнее.
- Трансформатор значительно усложняет сварочный процесс. Из-за переменного тока сварочная дуга постоянно прыгает, процесс сварки довольно шумный. Еще один существенный недостаток таких устройств — сильное воздействие на электрическую сеть, в результате которого возникают скачки напряжения;
- Инвертор проще и тише в работе, питается от сети 220В.Постоянный ток облегчает управление дугой и ее перемещение. Если есть необходимость научиться готовить электросваркой, то урок №1 лучше взять на инверторном аппарате.
Образование электрической дуги становится возможным, когда есть два элемента, которые проводят ток и имеют противоположные заряды. При сварке это металл и электрод. Начинающему сварщику рационально использовать традиционный электрод с металлическим центральным элементом.
Чтобы понять, как правильно варить металл, нужно четко понимать происходящие процессы:
- В момент контакта металлической детали с электродом возникает электрическая дуга;
- В месте образования дуги свариваемый металл оплавляется;
- Вместе с металлом плавится сам электрод, его расплавленные частицы перемещаются в сварочную ванну;
- Защитное покрытие, покрывающее стержень электрода, также горит и образует газовое облако.Защищает ванну от воздействия кислорода. Это гарантирует, что температура плавления металла сохраняется в точке сварки;
- Шлак, образующийся при сварке, также способствует поддержанию температуры. Необходимо контролировать, чтобы шлак окружал сварочную ванну;
- Сварной шов образуется в момент движения электрода и ванны;
- При остывании металла после сварки на нем остается корка шлака. Отбивается молотком.
Это теория сварочных работ… Без опыта невозможно понять, как правильно сварить металл, поэтому перейдем к практике.
Инструменты для приготовления пищи
Перед приготовлением электросваркой необходимо подготовить все инструменты и форму для защиты:
- Сварочный аппарат и электроды к нему. Мы рекомендуем запастись достаточным количеством электродов для практики. Пословица «блин первый комок» в области подготовки сварщиков работает без исключения;
- Защита: сварочная маска, защитная одежда и перчатки из толстых материалов.Пренебрегать защитой при сварке нельзя. Это проблема здоровья и безопасности!
- Вспомогательные инструменты — молоток и металлическая щетка — для удаления сварочного шлака;
- Учебный объект — металлические элементы;
- Ведро с водой. Буквально на случай возгорания.
Выбор электродов производится в соответствии с толщиной свариваемого металла, а установка силы тока зависит от электрода. На электрод на 1 мм уходит примерно 30-40 А, важно не превышать эти значения, иначе дуга будет не варить, а резать металл.
Приступим к сварке
Итак, давайте пошагово разберемся, как правильно сварить металл сваркой. Вероятно, для получения приемлемого результата вам придется повторить этот алгоритм не один раз. Но научившись, вы быстро освоите роль сварщика и сможете выполнять довольно сложные операции.
В первую очередь помещаем электрод в специальный держатель. Теперь нужно зажечь дугу. Электрод следует держать под углом примерно 70 ° к поверхности, это положение оптимально.
- С углом между электродом и металлом нарисуйте быструю линию со скоростью 10 см в секунду. При правильном положении появятся искры и потрескивание — верный признак.
- Оставив оптимальный угол наклона электрода, нужно коснуться металла и сразу поднять электрод так, чтобы образовалась дорожка 3-5 мм. Если все сделать правильно, дуга загорится, и металл начнет плавиться.
- Нередко электрод прилипает к основанию.В этом случае его нужно слегка встряхнуть и оторвать, а затем снова зажечь дугу. Частое заедание электрода может указывать на то, что сила тока слишком мала. Попробуйте увеличить его и сравните результаты.
- Как только вы научитесь зажигать дугу и поддерживать ее стабильность, можно начинать сварку валика. Зажатая дуга плавно перемещается по сварному шву. В этом случае совершаются движения, которые как бы загребают расплавленный металл. Это достигается за счет равномерных колебательных движений с амплитудой около 2-3 мм.Чем размереннее движение, тем красивее получится сварной шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
На первом этапе лучше всего потренироваться на толстом куске металла и попытаться провести по дуге различные пути — от простых размеренных движений с небольшой амплитудой до более сложных и узорчатых швов. Эти навыки пригодятся в дальнейшей работе и позволят вам понять, как готовить и какой угол наклона электрода лучше выбрать.
После окончания сварки необходимо подождать, пока металл остынет. Сварной шов покроется шлаком. Чтобы она слетела, достаточно постучать по детали молотком или пройтись щеткой по утюгу.
Некоторые точки сварки
Конечно, сварка — это не создание замысловатых узоров на куске металла. Все вышеперечисленное — лишь подготовка и обучение этому довольно сложному ремеслу. Основная цель сварки — надежное соединение металлических элементов, и к этому следует стремиться при обучении.
Сварка металлических элементов имеет множество нюансов, понимание и понимание которых придет с опытом. Но есть некоторые теоретические моменты, которые нужно знать перед практикой:
- Соединять сразу две детали сплошным и длинным швом — это неправильно. В большинстве случаев это искажает металл, так как шов начинает стягивать элементы;
- Перед тем, как сделать основной шов, необходимо прижать детали друг к другу. Для этого на стыках двух деталей делают мелкие точечные швы с шагом 8-25 см в зависимости от размеров скрепляемых элементов.
- Склеивающие швы лучше всего выполнять с обеих сторон сварочной поверхности, так как это сводит к минимуму возможное напряжение металла.
- После закрепки делается основной шов.
Подведем итоги
Сварочные работы требуют специальных знаний, навыков и специального оборудования. Учтите, что это довольно сложный и опасный процесс, требующий неукоснительного соблюдения техники безопасности.
Сварочные навыки требуют времени и практики. Нет ничего плохого в тренировках на куске металлолома.Это позволяет вам разобраться в сути сварочного процесса.
Перед тем, как приступить к сварке деталей, следует отточить свои знания о сварочном аппарате и уметь сваривать швы на заготовках, а затем переходить к более сложным элементам.
Для того, чтобы стать специализированным мастером, требуется специальная подготовка. Сварочные специальности преподаются в профессионально-технических училищах в течение 3 лет. Но освоить простой сварочный аппарат для использования в домашнем хозяйстве можно намного быстрее. Все зависит от поставленных задач и настойчивости в их решении.Практические навыки приобретаются с опытом, а теоретические знания призваны помочь в этом начинающему мастеру. Ниже мы разберемся, как правильно сваривать сваркой, какие бывают методы и какие правила безопасности нужно соблюдать.
Сварочная техника
На сегодняшний день известны следующие разновидности электродуговой сварки:
- Полуавтоматическая дуговая сварка.
Схема полуавтоматического аппарата для дуговой сварки
В роли электрода выступает металлическая проволока, по которой подводится электрический ток.По мере плавления происходит автоматическая подача (так что длина дуги остается постоянной). При этом на место сварки подается защитный газ — углекислый газ или аргон. В результате качество сварного шва значительно улучшается.
Схема сварочного аппарата с неплавящимся электродом
Вольфрамовый (или графитовый) стержень, используемый в качестве электрода, не плавится , но поддерживает электрическую дугу.Металл шва подается в виде проволоки или прутка. Этот вид сварки может работать без присадочного материала, в режиме паяльника.
Промышленный аппарат для дуговой сварки под флюсом
Электрод, создающий электрическую дугу, подается в слой флюса, покрывающий деталь. Таким образом создаются условия для идеального соединения металлов, не подверженных разрушительному воздействию воздуха.
В домашних условиях данные виды сварки практически не используются. Поэтому перейдем к рассмотрению четвертого вида сварочных работ — ручной электродуговой сварки .
Ручная дуговая сварка основана на использовании специального электрода в покрытии
Электросварочные аппараты для ручной сварки делятся на два типа — переменного тока и постоянного тока.Использование переменного тока позволяет создавать устройства с высокой производительностью и мощностью. Преимущество постоянного тока, поскольку нет смены полярности, заключается в более гладкой сварке с меньшим количеством брызг металла.
В 1802 году В.В. Петров открыл явление гальванической дуги.
Аппарат для сварки металлов методом «электрогефест» был запатентован в 1882 году Н.Н. Бенардос.
Русский инженер Н.Г. Славянов в 1888 году первым применил электрод для сварки.
В 1932 году советский физик К.К. успешная подводная сварка металлов.
Ремонт подводного трубопровода
Работа сварочного аппарата основана на создании электрической дуги в месте соприкосновения двух металлических частей. Высокая температура (до 7000 o C) плавит материал до жидкого состояния и происходит диффузия — перемешивание на молекулярном уровне.
Принципиальное отличие сварки от склеивания заключается в отсутствии вспомогательных материалов — соединяемые детали превращаются в монолитную конструкцию.
Следовательно, нужно четко понимать, что для правильного применения для сварки можно использовать только однородные металлы. Не сваривайте алюминий с железом или медь с нержавеющей сталью. Температура плавления у разных материалов разная, и создание сплавов не входит в круг возможностей сварочного оборудования.
Существуют различные сварочные аппараты для сварки металлических конструкций.
- Трансформаторы. Применяются для преобразования сетевого тока напряжением 220 В в ток с параметрами, необходимыми для создания высокотемпературной электрической дуги.Происходит это из-за снижения напряжения (не более 70 В) и увеличения силы тока (до тысяч ампер). Сегодня такие устройства постепенно уходят в прошлое, так как они слишком громоздки для домашнего использования и потребляют большое количество электроэнергии. К тому же работа трансформатора нестабильна и негативно сказывается на состоянии сети в целом — при его включении создаются перепады напряжения, чувствительные приборы … Есть однофазные и трехфазные.
Трансформатор переменного тока для сварки
- Выпрямители.
Выпрямитель переменного тока для постоянного производства для сварки
Преобразует переменный ток потребительской сети в постоянный. Принцип работы таких устройств основан на использовании выпрямительных кремниевых диодов, которые еще называют лампами. Характерным отличием сварочного аппарата постоянного тока от сварочного аппарата переменного тока является сильный нагрев электрода на положительном полюсе. Это дает возможность управлять процессом сварки: выполнять «бережную сварку», изменяя настройки, чтобы значительно сэкономить электроды при резке металла.
- Инверторы.
Инверторный сварочный аппарат
Долгое время (до 2000 года) они были недоступны для широкого применения в быту из-за своей дороговизны. Но позже они приобрели большую популярность. Принцип работы инвертора заключается в преобразовании сетевого переменного тока в постоянный, а затем снова в переменный, но уже высокочастотный. Отличие этой схемы от трансформаторной сварки состоит в том, что дуга, полученная от преобразованного постоянного тока, более устойчива.
Основным преимуществом инверторной сварки является улучшение динамики электрической дуги, а также значительное уменьшение веса и габаритов установки (по сравнению с прямыми трансформаторами). Кроме того, появилась возможность плавно регулировать выходной ток, что значительно повысило КПД агрегата и обеспечило легкость зажигания дуги при работе.
Но есть и недостатки:
- временные ограничения в использовании из-за преобразований электроники нагрева;
- создание электромагнитного «шума», высокочастотных помех;
- отрицательное влияние влажности воздуха, что приводит к образованию конденсата внутри прибора.
Что нужно для работы
Перед тем, как приступить к сварке, вам понадобится сварочный аппарат и оборудование:
- Сварочные электроды. Их выбирают исходя из стоящих перед ними задач. Оптимальным размером для начинающего сварщика считается электрод толщиной 3,2 мм. Более тонкие электроды используются для сварки миниатюрных деталей. С диаметром электрода более 3,5 мм. требуется оборудование более высокой мощности.
Диаметр электрода подбирается в соответствии с плановой работой
- Костюм сварщика.Это одежда из плотного негорючего материала и обувь из плотной кожи. Верхняя одежда хорошего качества с высоким воротником и двойным слоем ткани на запястьях. Штанины брюк широкие, полностью закрывают обувь от искр. В обязательном порядке в костюм входят брезентовые перчатки, пропитанные антипиритным составом (ГОСТ 12.4.250–2013 ССБТ). В зависимости от степени контакта с агрессивными средами существует несколько классов сварочных костюмов.
Сварочный костюм предназначен для защиты сварщика от ожогов.
- Маска со светофильтрами.Очками лучше не пользоваться, так как в защите нуждаются не только глаза, но и кожа лица, волосы, органы дыхания. Работа без маски приводит к офтальмии (воспалению роговицы глаза) и ожогам сетчатки, что приводит к полной потере зрения. При проведении потолочной сварки помимо маски на голову и плечи надевается дополнительная накидка для защиты от ожогов.
Предназначен для защиты глаз, лица, шеи и дыхательной системы от вредного воздействия
- Слесарные инструменты — молоток, проволочная щетка, зажимы, тиски, напильники и т. Д.В идеале работа ведется на верстаке или специальном сварочном столе. Если таких условий нет, необходимо выбрать место с наиболее устойчивым положением.
Место проведения сварочных работ освобождено от горючих материалов и оборудовано средствами пожаротушения — водой, песком, технической содой. Если это закрытое помещение, необходимо оборудовать приточно-вытяжную вентиляцию.
Необходимое противопожарное оборудование на любом объекте
Как правильно сварить
Для успешного освоения техники неразъемного соединения металлических деталей необходимо овладеть 4 базовыми навыками, без которых не обходится ни один «сварочный сеанс» .
Настройка аппарата
Основой настройки сварочного аппарата является правильный выбор тока и напряжения, подаваемого на клеммы. Несмотря на простоту формулировок, тема настройки заслуживает отдельного разговора. Но если кратко сформулировать критерии настройки, то можно выделить 5 основных параметров:
- Структура и диаметр электрода.
Выбор диаметра электрода зависит от толщины металла заготовки
Электрод выбирается в зависимости от того, к какой группе относится основной (тот, на который наносится сварка) металл.Классифицируются три группы сталей — обыкновенная, закаленная и жаропрочная. Для обычной стали критерием выбора является коэффициент прочности: показатель прочности основного металла должен быть близок к прочности электрода, выраженной в мегапаскалях (МПа). Покрытие электрода предназначено для максимальной защиты спая от воздействия кислорода и азота атмосферного воздуха. Есть 4 типа покрытия — кислотное, рутиловое, целлюлозное и основное. Каждый тип выполняет свои задачи. Для жаропрочных и закаленных сталей электрод выбирают по химическому составу — шов должен иметь максимальное приближение химической структуры к основному материалу.Прочность электрода в этом случае не учитывается. Для выбора диаметра электрода лучшим ориентиром является толщина заготовки. Чем толще свариваемая деталь, тем больше потребуется диаметр электрода.
Электроды различаются по конструкции, диаметру и назначению
Маркировка показывает структуру стержня и химический состав покрытия. Для каждого вида металла разработаны оптимальные условия, облегчающие стыковку деталей.Помимо свойств материалов, маркировка содержит информацию об условиях, в которых может использоваться электрод — открытая, закрытая строительная площадка, высотные или подземные работы и т. Д.
Разнообразие электродов обусловлено их назначением. для работы с определенным типом металла
- Пространственное положение сварного шва.
Выбор режима сварки тесно связан с условиями сварки. В разных ситуациях с помощью регулировок можно изменять интенсивность электрической дуги, что позволяет ускорить или замедлить процедуру наложения соединительного шва, меняет температуру приготовления.Например, если направление сварки — «сверху вниз», слой расплавленного металла утолщается, но глубина сварного шва уменьшается и расширяется вширь. Если направление сварки «снизу вверх», количество расплавленного металла уменьшается, так как он стекает вниз под собственным весом. В результате шов становится более узким.
Сварочные работы в разных местах
- Количество швов.
Часто изделие ошпаривается несколькими швами. Первый шов можно прошивать, следующий — основной, а после него еще один — закрепляющий или разравнивающий.На каждом этапе может меняться траектория наложения шва и глубина нагрева металла. Используя эту технологию, опытный сварщик формирует идеальное соединение деталей.
Трехслойное соединение труб
- Полярность электродов.
Известно, что температура электрической дуги зависит от положения «плюс» и «минус». На «плюсе» температура всегда выше. Знание этого позволяет пользователю определить правильную полярность местоположения.Чаще на основной части фиксируется «плюс», а на электроде «минус» (прямая полярность). В противном случае полярность называется «обратной».
Для точного подбора текущего значения проще всего воспользоваться готовыми таблицами.
Но в связи с тем, что каждое устройство имеет свои конструктивные особенности и технологические нюансы, решающее слово все же остается за «методом научного тыка» — эмпирическим подбором требуемого тока экспериментальным путем.
Установка сварочного тока в зависимости от диаметра электрода
Таблица соотношения электрода и сварочного тока
Режим выбора тока для сварки стандартных стыковых соединений:
Односторонний шов соединяет поверхность деталей на с одной стороны двусторонний шов с двух противоположных сторон.
Примеры сварки деталей различными швами
Вы также можете использовать общую таблицу для широкого диапазона:
Начинающему сварщику легко запомнить простое правило.Если ток превысит необходимое значение, электрод обожжет заготовку. Если сила тока ниже необходимой, деталь не закипает, наплавленный металл отваливается при механическом воздействии на нее.
Подключение электрода
Электрод может быть подключен к выходу положительного или отрицательного тока. Если к детали подключен «+», то полярность называется прямой. Если «-» — наоборот. Соответственно при прямой полярности на электроде располагается «минус», а при обратной полярности — «плюс».Разница между этими положениями в том, что положительный вывод всегда выделяет большое количество тепла. Опытные сварщики используют это явление для решения конкретных задач. Так, например, манипулируя полярностью, можно сваривать тонкие листы нержавеющей стали, чувствительные к перегреву. Для этого на электрод наносят «плюс», а «минус» — на лист тонкого металла.
Один из вариантов подключения электрода
Видео: прямая и обратная полярность при работе инверторного сварочного аппарата
Создание дуги
Процесс сварки начинается с зажигания электрической дуги.Во всех видах ручной сварки дуга создается путем кратковременного прикосновения электрода к детали. В этом случае происходит резкий нагрев конца электрода до температуры, достаточной для возникновения дугового разряда.
Процесс зажигания дуги требует определенных навыков.
После короткого замыкания, если дуга загорелась, необходимо выдержать расстояние между концом электрода и заготовкой 3-5 мм. При этом необходимо учитывать тот факт, что длина электрода уменьшается при сварке.При превышении расстояния 5 мм. дуга прерывается, когда уменьшение составляет менее 3 мм. электрод может прилипнуть к заготовке или вызвать сильную струю расплавленного металла.
Движение электрода
Для создания хорошего шва разработаны различные схемы направления дуги по месту сварки. При этом важным считается не только расплавить края свариваемых деталей, но и заполнить сварочную ванну необходимым количеством металла, наплавленного с электрода.
Различные варианты траектории конца электрода
Этого можно достичь при поддержании постоянной длины электрической дуги и систематическом перемещении конца электрода по определенной траектории.
При изготовлении шва без поперечных перемещений ширина шва обычно равна b = (0,8–1,5) xd эл. Где b — ширина сварного шва, а d — диаметр электрода.
Прохождение такого шва считается предварительным, нормальная конфигурация шва b = (3–5) xdel.
Следовательно, задача сварщика — пройти шов одной из сварочных технологий. В разных ситуациях используются разные концевые пути электродов.
Формирование структуры сварного шва
Плавильное пространство при электродуговой сварке называется т. Н. сварочная ванна (или кратер), которая возникает из-за тепла, исходящего от дуги.
Сварочная ванна — это жидкое состояние сварного шва до затвердевания как сварного металла.
Ю.Солнцев П.
Словарь металлургических терминов
При перемещении источника тепла перемещается также плавильное пространство. Плавильное пространство условно разделено на две части. Голова (спереди) и хвост (сзади). В лицевой части плавятся металлы, а основной и дополнительный материал составляют единое целое (диффузия). Сзади по мере остывания кристаллизуется твердая поверхность сварного шва.
Схематическое изображение сварочной воронки
При сварке под флюсом может образоваться шов, окруженный оболочкой из шлака, и тогда дуга практически невидима.А сварка называется закрытой.
Открытая сварка — это процесс образования плавильного пространства, окруженного прозрачными газами, выделяемыми покрытием электрода.
Видео: 10 ошибок начинающего сварщика
Видео: как научиться готовить красивые швы электросваркой
Безопасность при сварке
Несоблюдение правил личной безопасности влечет за собой самые неприятные, а иногда и трагические последствия. Основные правила безопасности:
- При использовании сварочного оборудования необходимо следить за надежной изоляцией проводов, питающих устройство и непосредственно к электрической дуге.Необходимо строго соблюдать требования производителя оборудования к заземлению корпуса агрегата, шкафа оборудования и т. Д.
- Работы необходимо проводить в спецодежде, обуви и огнезащитных перчатках. В помещениях, где выполняется сварка, следует использовать резиновые коврики и калоши. Помещение должно быть хорошо освещено.
- Сварочное оборудование, в частности электрододержатель, должно соответствовать нормам надежной изоляции, исключающей прямой контакт с кожей сварщика.Электрододержатель считается качественным, если он выдерживает 8000 и более электродных зажимов.
- По соображениям безопасности рекомендуется использовать автоматические выключатели.
Это некоторые положения ГОСТа, регулирующие работу сварщика. Конечно, дома никто не будет контролировать выполнение вышеперечисленных положений. Однако их нужно знать и помнить, что они написаны не ради модной фразы, а на горьком опыте жертв.
Сварочные работы — вторые по опасности после горных работ. Даже в домашнем хозяйстве, где время от времени применяется сварка, не следует забывать о потенциальных опасностях при работе с электрическим током и расплавленным металлом.