Пайка медных проводов: пошаговая инструкция
Пайка это хороший способ соединять провода, он не уступает в долговечности и проводимости соединениям с использованием сварки, однако применяется значительно реже. Происходит это по той причине, что пайка более сложный процесс, и перед его началом нужно изучить схему проводки. И времени на создание хорошего соединения проводов потребуется значительно больше. Однако есть и плюсы, оборудование для сварки обычно имеет высокую цену, а для пайки достаточно обычного паяльника, и канифоли, которая стоит совсем не больших денег. К тому же необязательно иметь высокую квалификацию, или проходить специальные курсы. Освоить такой способ соединения проводов может каждый при наличии времени и желания.
Необходимое оборудование
Лучше всего применять для пайки различных медных проводов, паяльную станцию. С её помощью можно изменять температуру жала, однако нужно также подходить к этому обдуманно. Паяльная станция стоит не дешево и смысл её брать есть только в случае довольно частого выполнения паяльных работ. В остальных случаях для того чтобы иногда соединять провода, подойдет и обычный паяльник имеющий мощность тока до 60 Вт. Такой мощности вполне достаточно чтобы произвести все необходимые работы в обычных домах, и спаивать скрутку из 3х-5ти проводов сечением 1,5-2,5 мм2.
В остальных случаях для того чтобы иногда соединять провода, подойдет и обычный паяльник имеющий мощность тока до 60 Вт. Такой мощности вполне достаточно чтобы произвести все необходимые работы в обычных домах, и спаивать скрутку из 3х-5ти проводов сечением 1,5-2,5 мм2.
Припои следует использовать мягкие оловянно-свинцовые, имеющие низкую температуру плавления, такие как ПОС-40, ПОС-60. Обезжиривать поверхность перед пайкой медных проводов и покрытия их припоем нужно с использованием химически нейтральной канифоли или безкислотных растворов.
Как правильно производится пайка медных проводов?
Сначала нужно удалить изоляцию примерно с 5 см проводника, потом их нужно покрыть слоем припоя (облудить). Это делается с помощью покрытия провода паяльным флюсом. Затем расплавленный припой наносится с помощью жала паяльника на проводник, после чего он получает серебристый оттенок. Чтобы увеличить прочность, провода соединяют скруткой, и затем пропаивают уже её. В итоге получается, что во время пайки припой растекается по нагретой и облуженной поверхности скрутки..jpg) Нужно проверить стык после пайки, чтобы не пришлось откручивать коробку в случаее если у вас скрытая электропроводка.
Нужно проверить стык после пайки, чтобы не пришлось откручивать коробку в случаее если у вас скрытая электропроводка.
Для пайки медного очищеного провода соединенного в скрутку, на него давят жалом паяльника с необходимым количеством припоя. Скрутка разогревается и расплавленное олово, растекаясь, попадает между проводами, заполняя промежутки между ними. После того как пайка завершена провода изолируются специальной изоляционной лентой или термоусадочной трубкой.
Важно! После пайки проводов их лучше прозвонить мультиметром.
Пайка проводов это не самый простой и быстрый способ соединения.
Однако она обеспечивает отличный контакт и высокую долговечность, поэтому является одним из самых лучших способов разрешенных «Правилами устройства электроустановок» (ПУЭ). Кроме того нет необходимости наличия дорогостоящего оборудования, и с этим делом может справиться обычный человек, у которого есть паяльник и возникла необходимость заняться электропроводкой в квартире или на даче. Все это означает что пайка самый простой и эффективный способ соединения проводов даже в бытовых условиях.
Все это означает что пайка самый простой и эффективный способ соединения проводов даже в бытовых условиях.
Видео
Пайка медных проводов электрическим паяльником оловянно-свинцовым припоем и канифолью
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем.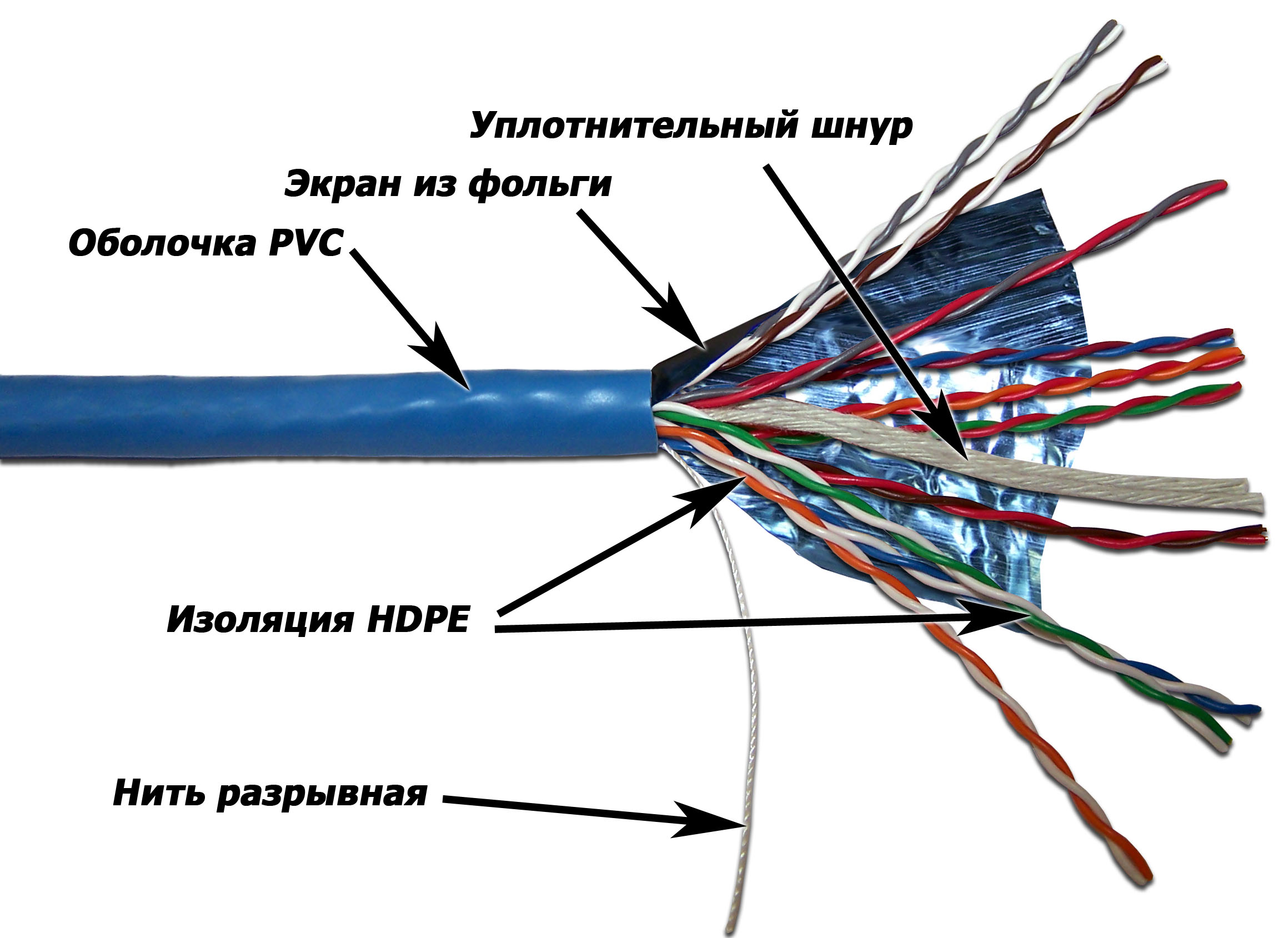
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Как правильно паять паяльником провода: медные, алюминиевые
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Содержание статьи
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.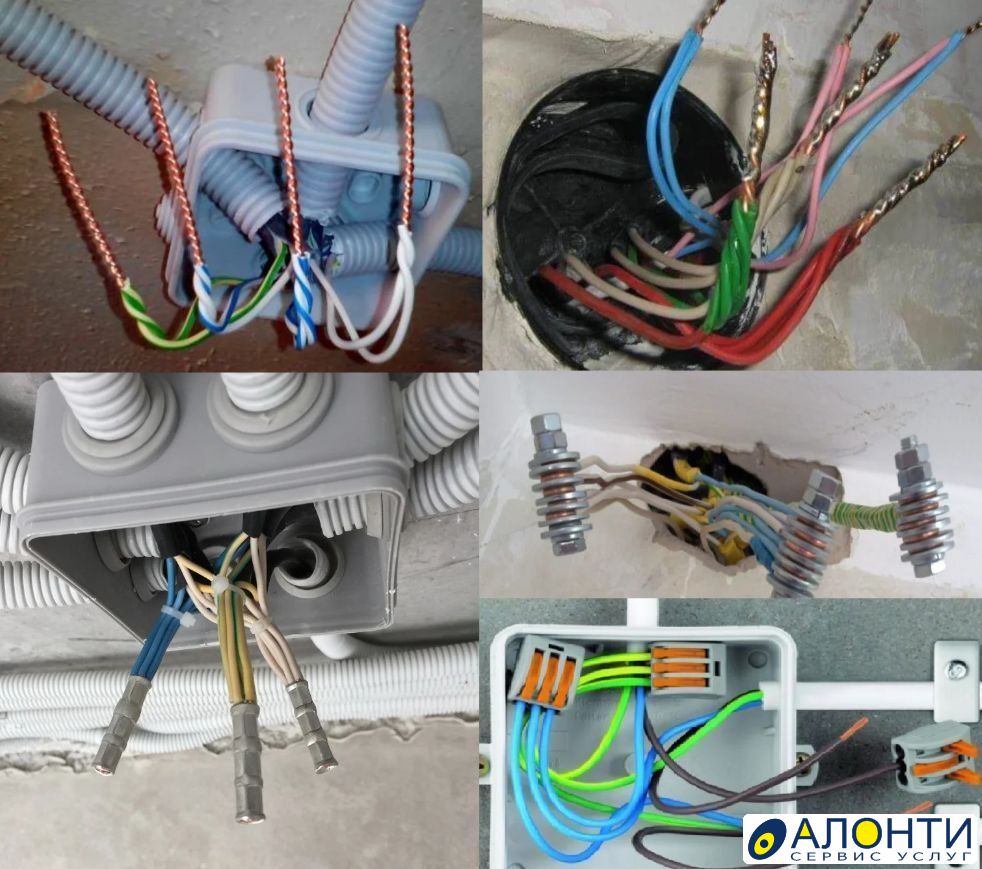
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводовКанифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифольюОчень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.

Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
- Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
Так надо затачивать жало паяльника
- Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
Пассатижи — для того чтобы придерживать провода

Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.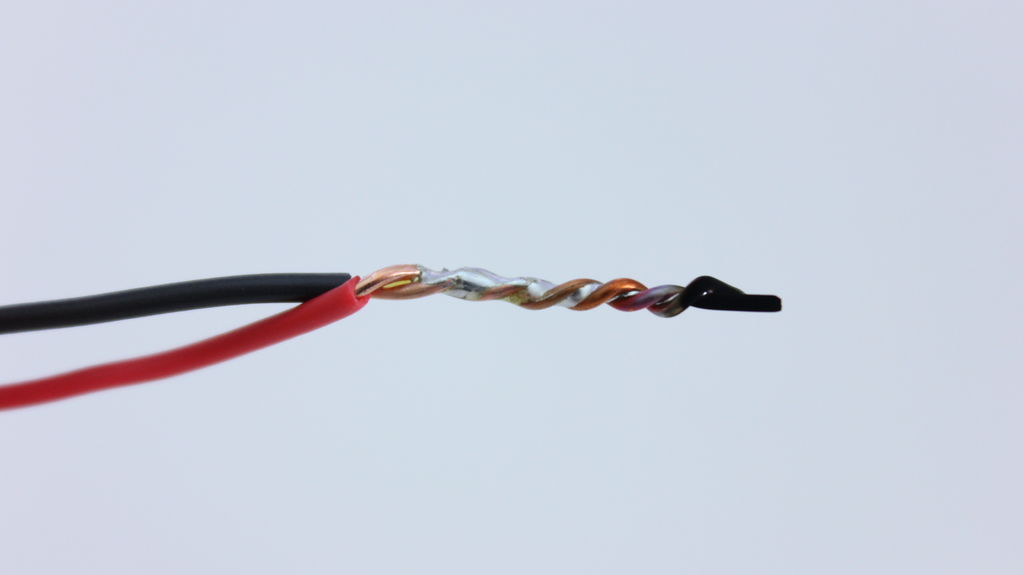
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя.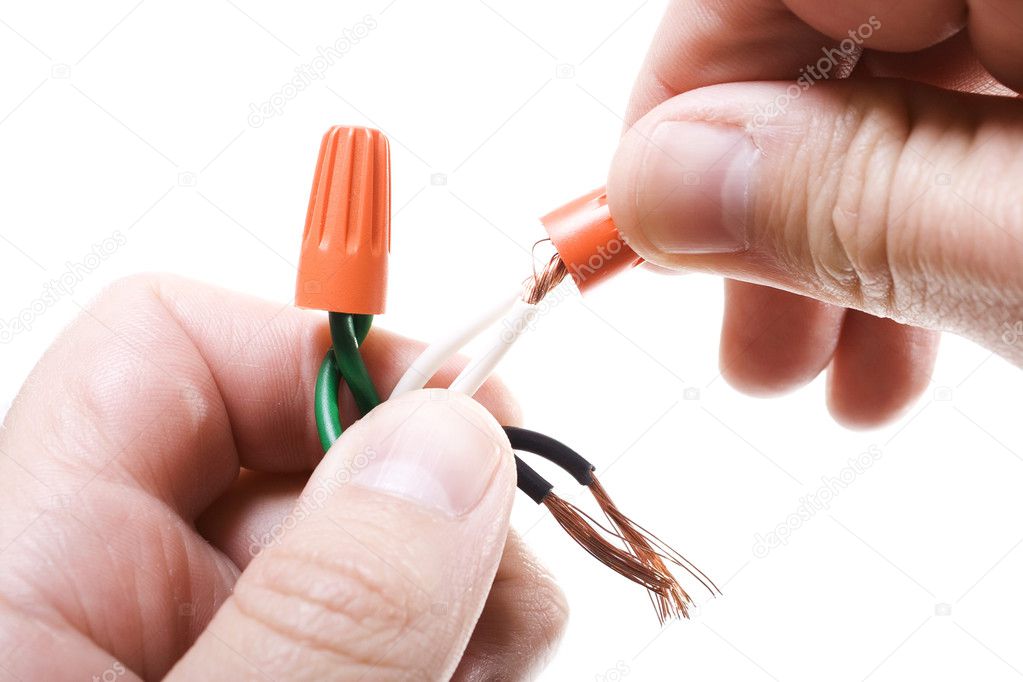 Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзяЕсть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Пайка медных проводов: надежный метод соединения электропроводки
Соединение проводов является необходимой операцией при проведении электромонтажных работ. Для каждого способа соединения электропроводки (обжим, скрутка, пайка) есть свои условия для применения. Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой.
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.
Что необходимо для пайки
Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты:
- Электрический паяльник мощностью от 80 Ватт
- Припой
- Флюс
- Удалитель (нейтрализатор) флюса
- Пассатижи
- Кисточка для нанесения флюса
- ПВХ-изолента
- Термоусадочная трубка подходящего диаметра
- Фен
Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки.
Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов.
В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C.
Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали.
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза. При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
- Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.
- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.

Специфика соединения алюминиевых проводов
Последовательность действий при работе с алюминиевыми проводами аналогична вышеописанной, но есть специфические нюансы, которые нужно учитывать.
Спаять алюминиевые жилы технически сложнее в силу особенностей металла. Место соединения при этом менее прочно, чем у медных аналогов.
Алюминий мгновенно сильно окисляется, образуя токонепроводящую пленку. Окислы обязательно удаляют, иначе металл не удастся спаять. Для удаления окислов пользуются цинко-вазелиновыми пастами. Для спайки жил нужен алюминиевый припой, а он более тугоплавок, чем олово, поэтому температура нагрева должна быть выше. В расплавленном виде алюминиевый припой более текуч, чем оловянный. Для работы понадобится химически активный флюс Ф-34 или Ф-64, который может справиться с окислами.
Поскольку алюминий – ломкий металл, для надежности соединения лучше припаивать его к медному проводу одинакового сечения. В этом случае слишком ломкий и хрупкий алюминиевый проводник совместно с гибкой и прочной медной проволокой дает прочное соединение, способное выдерживать нагрузки до 2 кВт. Соединение получается надежным, мягким и неломким. Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий.
Соединение получается надежным, мягким и неломким. Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий.
При соблюдении требований и технических условий спаянное соединение медных или алюминиевых проводов прослужит не одно десятилетие без уменьшения контакта или перегрева места спайки.
Соединение проводов в распредкоробке методом пайки своими руками
Когда нужно соединить медные провода в распределительной коробке, я делаю скрутки и пропаиваю их. Однако в настоящий момент ходит много споров о надежности: кто-то утверждает о надежнейшем пропаянном соединении, а кто-то ругает пайку и рекомендует пружинные клеммники. Стоит заметить, что сторонники паяльника — бывалые, советской закалки электрики.
Сегодня мы не будем выяснять что лучше — на мой взгляд, объективной оценкой качества соединений будет
сравнительный тест на экстремальных токах, возможно в будущем мы проведем подобный тест. Но сейчас поговорим
о том, как скручивать провода в распаечных коробках и собственно их пропаивать.
Но сейчас поговорим
о том, как скручивать провода в распаечных коробках и собственно их пропаивать.
Хочется заметить: несмотря на то, что процесс немудреный и его несложно освоить, выполнять его нужно с тщательностью и аккуратностью. Ведь все возгорания, как правило, от плохого контакта в тех или иных местах.
Инструмент
Для выполнения всех операций нам понадобится следующий инструмент:
Паяльник 100-150 Вт с медным жалом. Обычный, без наворотов в виде несгораемого жала и прочего. Жало может быть прямым или изогнутым.
Также нам понадобятся бокорезы (кусачки), плоскогубцы (пассатижи) и строительный нож. При работе с толстыми
скрутками, где например будут присутствовать жилы 4 мм², понадобятся дополнительные плоскогубцы.
К необязательному инструменту можно отнести клещи для снятия изоляции: обойтись можно и без них, однако с этим инструментом дела идут быстрее.
Выбор припоя
Выбрать подходящий припой для пайки скруток — это самый ответственный момент. От припоя зависит конечный результат. В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном содержании олова. Однако таковой зависимости обнаружить не удалось.
Единственное, что можно утверждать с полной уверенностью — припой обязательно должен быть с флюсом внутри. Это и не удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров припоев нескольких производителей:
Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм² он хорошо спаяет, но скрутки толще он только испортит.
Вот еще достаточно неплохой припой REXANT:
При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать, какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель — обычный спирт.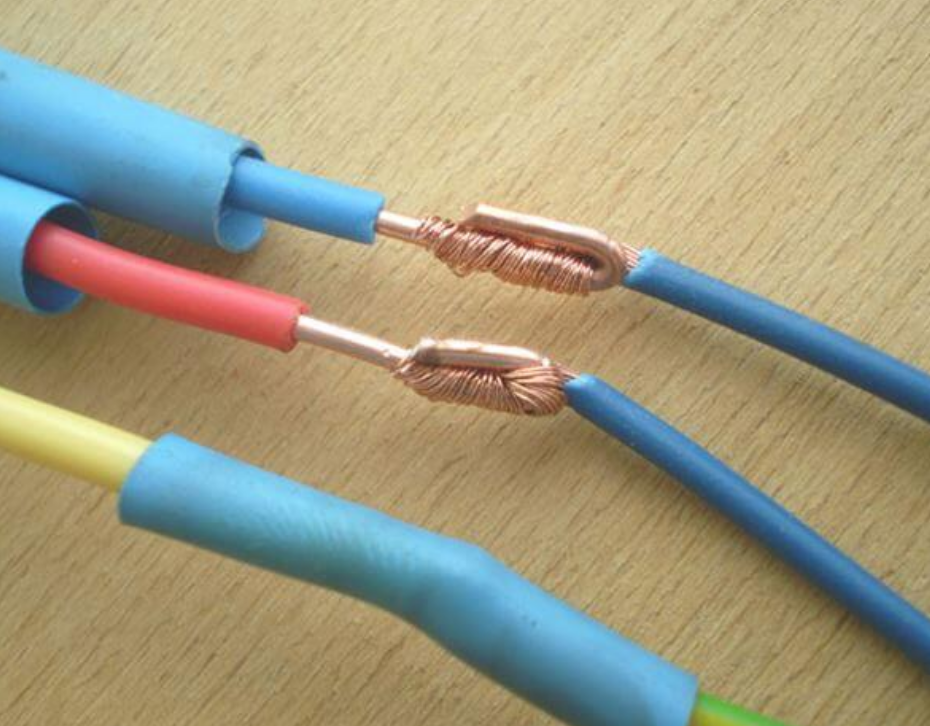 Многие медные жилы, даже новые,
покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Многие медные жилы, даже новые,
покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс «ТАГС» — он превосходно очищает поверхность медных жил и в добавок помогает процессу пайки.
Скрутка проводов
Итак, все провода зачищаются от общей изоляции, защищающей весь кабель. Для каждой отдельной жилы берется длина на скрутку плюс небольшой запас — основание скрутки должно быть скручено жилами с изоляцией. Вообще, нужно стремиться уложить в коробку лишние сантиметры проводов на всякий случай.
Совет: старайтесь всегда поместить в распаечную коробку побольше запаса проводов, даже с учетом уже сделанных
скруток. Возможно когда-то в будущем сюда будут добавляться новые линии или производиться какой-либо ремонт.
Хорошим тоном будет предусмотреть ремонтопригодность коробок, даже если вы уверены в надежности и качестве
своих работ.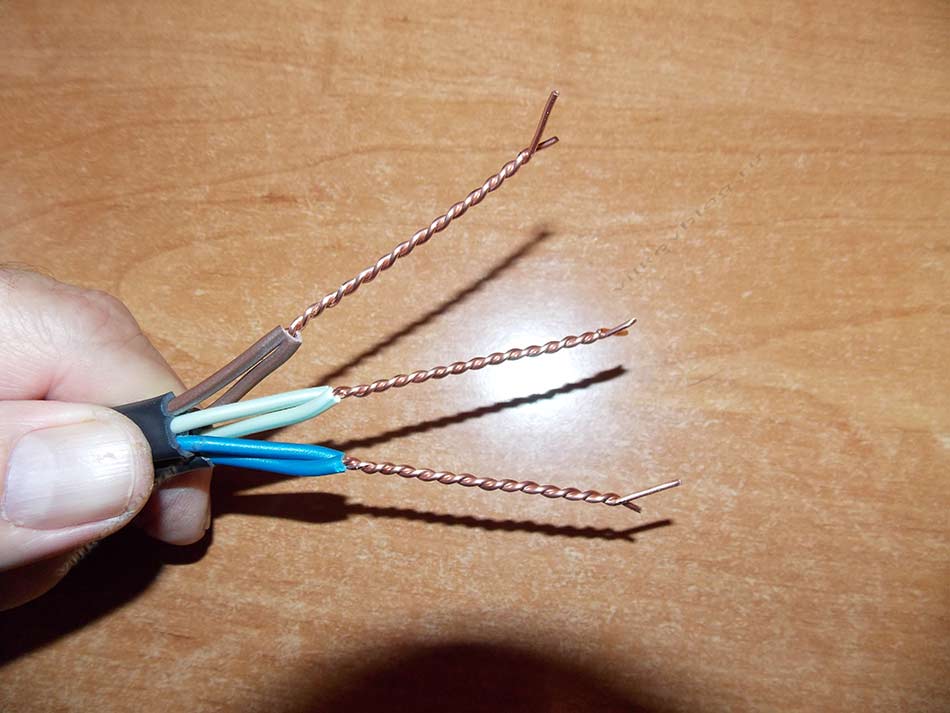
Для самих скруток жилы зачищаются сантиметров на 10 — после скручивания лишнее откусится бокорезами. Конечная длинна скрутки оголенных проводов должна быть не менее 4 см. Если монтаж производится в просторных распредкоробках, длину скруток можно увеличить до 7-8 см. Главное чтобы скрутки поместились в коробку без изгибов.
Но это я забежал немного вперед: перед скруткой оголенных жил необходимо хорошенько их протереть тряпочкой, смоченной в спирте или флюсе ТАГС. После обработки поверхность меди должна иметь однородный желтый цвет без темных участков — только тогда можно производить скручивание. Если жилы покрыты слишком толстым окислом, то перед протиранием их можно обработать мелкой шкуркой.
Когда среди скручиваемых проводов присутствуют мягкие, многожильные проводники, то их следует с особой
тщательностью очищать от окислов.
Скрутка производится плоскогубцами так, чтобы несколько сантиметров с изоляцией так же стали частью скрутки. Закручивать следует с достаточным усилием, однако нужно не перестараться и не порвать ни одной жилы. Здесь рекомендуется предварительно потренироваться на пробных скрутках и «почувствовать» материал.
При скручивании большого количества жил или когда сечение жил большое (4 мм² например), основание скрутки нужно придерживать дополнительными плоскогубцами.
Когда скрутки закручены, их нужно укоротить бокорезами до необходимой нам длинны. Короче 4 см. не рекомендуется.
Распаечная коробка скручена, можно приступать к пропаиванию.
Пайка
Пока разогревается паяльник, нужно «нанести» припой на скрутки. Для этого проволоку припоя наматывают на каждую
скрутку с шагом 1-3 мм. Шаг намотки зависит от общей толщины всех скрученных проводов и находится экспериментально.
Наматывать припой следует в натяг, чтобы он как можно плотнее прилегал к медной поверхности.
Для этого проволоку припоя наматывают на каждую
скрутку с шагом 1-3 мм. Шаг намотки зависит от общей толщины всех скрученных проводов и находится экспериментально.
Наматывать припой следует в натяг, чтобы он как можно плотнее прилегал к медной поверхности.
Если в скрутке присутствуют многожильные проводники, то припоя следует наматывать больше, чем обычно. Многожильные провода требуют гораздо большего количества олова — нужно учитывать количество гибких проводников в общем объеме.
Разогретым паяльником касаемся края скрутки и ждем, пока припой не расплавится. При плавлении припоя ведем паяльник к
основанию — припой должен оплавляться раньше, чем паяльник достигнет точки его расплавления. Ключевой момент: паяльник
нагревает металл, а металл в свою очередь расплавляет припой. К слову: сосвем необязательно вести паяльник от края к
основанию скрутки, можно и наоборот — от основания к краю.
Припой должен заполнить все пустоты между проводниками и пропаять всю скрутку. Визуально — из всех месть соприкосновения жил друг с другом должен быть виден припой. Мелкие скрутки покрываются припоем полностью, а те что покрупнее — припой заполняет места соприкосновения жил.
Расплавленный припой обязательно будет капать вниз, поэтому нужно принять все необходимые меры защиты, как себя, так и окружающего пространства.
Если есть сомнения в том, что припой заполнил все труднодоступные места, то пайку можно повторить заново. Для этого нужно хорошо протереть место пайки спиртом или ТАГС-ом, намотать припой и все повторить. В таких ситуациях сразу проявляется качество припоя: «дерьмовым» так и не получится пропаять со второго раза.
После пайки скрутки готовы к изоляции, их можно «укутывать» изолентой или термоусадочной трубкой. Так как мы не использовали
паяльной кислоты или иных агрессивных флюсов, промывать места пайки нет необходимости. Во время укладки на свои места нужно
избегать изгиба пропаянных мест.
Так как мы не использовали
паяльной кислоты или иных агрессивных флюсов, промывать места пайки нет необходимости. Во время укладки на свои места нужно
избегать изгиба пропаянных мест.
В заключение хочется сказать, что пайка соединений в коробках — дело достаточно простое. Однако придется сначала немного потренироваться и возможно, перепробовать несколько разных припоев.
Оцените публикацию: Оценка: 4.1 (20 голосов)Смотрите также другие статьи
Как правильно паять провода паяльником
Как правильно паять провода паяльником
Правильная пайка проводов отличается надежностью, долговечностью и красивым видом. Чтобы правильно паять медные провода нужно подобрать припой, флюс, сделать подготовку жил проводов.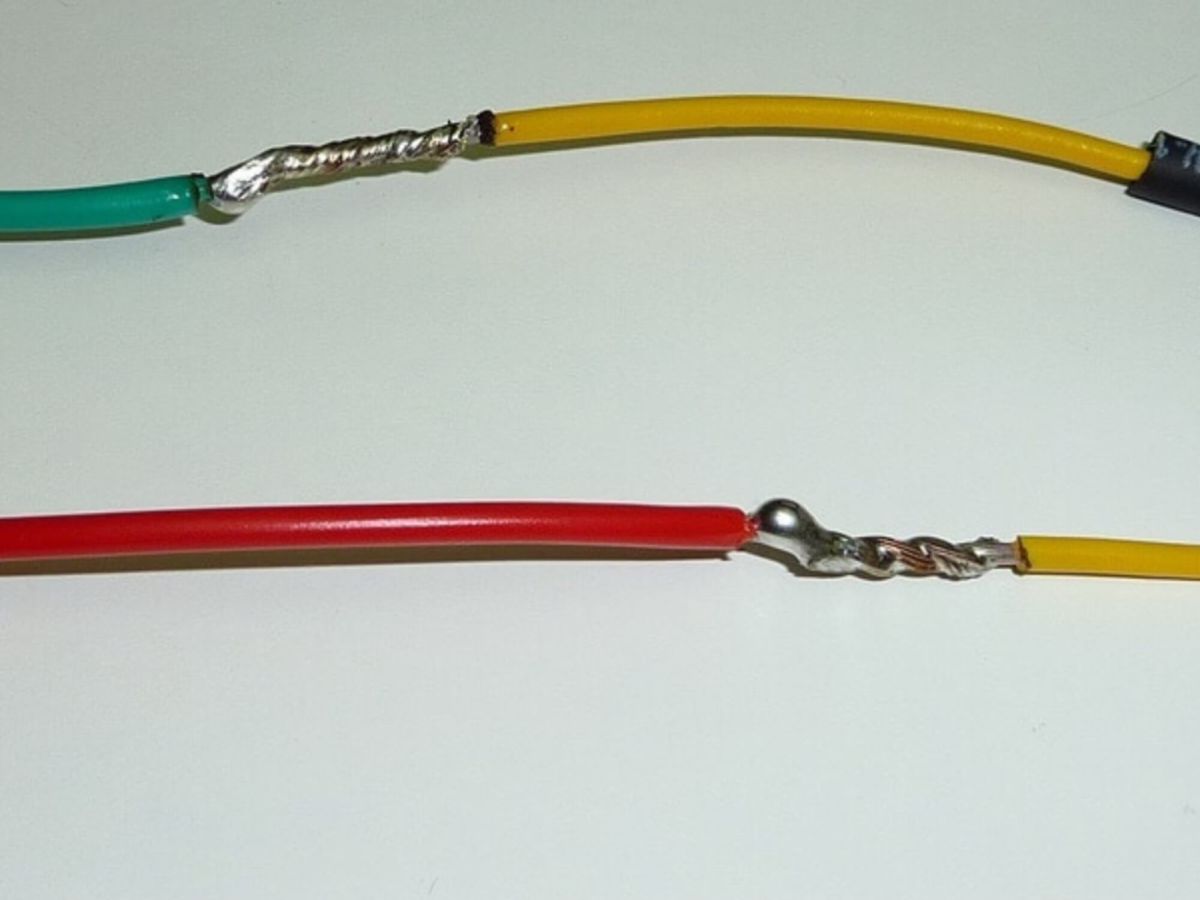 В статье рассмотрен вопрос, как правильно паять медные провода разного сечения электрическим паяльником.
В статье рассмотрен вопрос, как правильно паять медные провода разного сечения электрическим паяльником.
Подготовка паяльника для пайки проводов
Выбор мощности паяльника зависит от сечения проводов. Для тонких одножильных, многожильных медных проводов, дорожек печатных плат подойдёт паяльник с жалом в 3 мм и мощностью 25 Вт. Для сечения проводов от 2 мм и более, нужен паяльник мощностью 60 Вт, а для массивных деталей используют молотковый паяльник мощностью 200 Вт.
Жало паяльника должно быть чистым, без раковин. Чтобы выровнять жало паяльника используют мелкий напильник. После обработки жала его лудят, чтобы медь не окислялась. Также важным элементом при пайке является подставка для паяльника. Если хотите качественно паять мелкие провода, элементы радиоэлектронной платы, нужно иметь регулятор температуры жала паяльника.
Таким регулятором можно точно выставить температуру паяльника для припоев разных марок. Лучшим вариантом регулятора температуры жала паяльника будет устройство с датчиком температуры, который устанавливается на жало паяльника. Установленная температура жала не будет зависеть от изменений сетевого напряжения.
Установленная температура жала не будет зависеть от изменений сетевого напряжения.
Так как при пайке электрическим паяльником образуются ядовитые пары припоя и дым от канифоли, рабочее место нужно оборудовать хорошей вытяжной вентиляции. Освещение рабочего места не должно быть тусклым. Для удобства ремонта электронных плат можно приобрести специальный держатель плат с линзой и подсветкой.
Можно сделать простой регулятор температуры для паяльника своими рукамиВыбор флюса и припоя для пайки проводов
В зависимости от типа пайки выбирается марка припоя. Самая распространенная марка припоя это ПОС-61. Припой оловянно-свинцовый с содержанием олова 61%. Температура плавления у него 190 С, и подходит он для любых паяльников. Этот припой используется там, где нет нагрузки на соединение.
Храрактеристики припоев
Если соединение проводов должно быть прочным, выбирают припой марки ПОС 40 или ПОС 30. Удобно пользоваться припоем ПОС-61 в виде прутка намотанного на катушку. Диаметр припоя от 1 до 3 мм. Иногда встречается полый припой с залитой внутрь канифолью.
Диаметр припоя от 1 до 3 мм. Иногда встречается полый припой с залитой внутрь канифолью.
Также в зависимости от вида пайки проводов существуют различные флюсы, гели, канифоль. Флюс необходим при пайке проводов, так как он удаляет оксиды с поверхности спаиваемых проводов, а также снижает поверхностное натяжение припоя, что позволяет припою легко растекаться по свариваемым поверхностям.
Также флюсы хорошо обезжиривают поверхности. Ещё одно достоинство флюсов – это защита нагретых поверхностей от оксидов. Без флюсов пайка медных проводов паяльником была бы затруднена. Многие флюсы содержат такие активные вещества как кислоты, растворители. Эти активные вещества остаются на поверхности провода и в припое.
Со временем они разрушают соединения проводов. Поэтому в ПУЭ запрещено использовать активные флюсы для пайки соединений при монтаже электропроводки, в электрических щитах. Эти флюсы запрещены и в радиоэлектронной промышленности, однако многие электрики используют их, ведь не себе же.
Не спорю, такие флюсы обеспечивают быструю, удобную даже красивую пайку, но никто не задумывается над последствиями. Существует флюс на основе канифоли, который обладает высокими характеристиками при пайке проводов паяльником. Пайки получаются красивые, долговечные и надежные.
Этот флюс используют также при пайке электронных плат. Сделать его довольно легко. Обычно берут кусок канифоли, разбивают его в порошок и растворяют в любом 90% спирте в соотношении 50% на 50%, по объему. Растворяется канифоль в спирте легко. Для работы с канифолью используют кисточку.
Как паять паяльником медные провода
Первым пунктом пайки поставим очистку проводов от оксидной пленки. Окисной пленкой покрыт не только алюминий, но и медь. Присутствие ее на меди затрудняет лужение проводов, лужение происходит участками, неравномерно. Поэтому чистят медный провод острым ножом со всех сторон.
После снятия оксидов, поверхность провода смачивают кисточкой с жидкой канифолью. Жалом паяльника берут немного припоя и проводят лужение провода. Провод можно не прокручивать, движение жалом паяльника вперед, и мы видим, как припой мгновенно растекается по всему проводу.
Жалом паяльника берут немного припоя и проводят лужение провода. Провод можно не прокручивать, движение жалом паяльника вперед, и мы видим, как припой мгновенно растекается по всему проводу.
Теперь еще один важный момент, перед тем как паять медные провода – это соединение. Запомните, все соединения проводов должны быть закреплены. Способы крепления проводов показаны на рисунке ниже. Нельзя паять внахлёст без крепления. Пайка получается очень слабой, хотя и ровной. Такая пайка долго не выдерживает механическую нагрузку, небольшую вибрацию.
Способы соединения проводов скруткойПосле соединения луженых проводов скруткой, наносят кисточкой немного жидкой канифоли и паяют. Небольшое движение жалом паяльника вперед от изоляции и идеальная пайка готова. Почему здесь можно паять от изоляции, потому что пайка жидкой канифолью происходит за очень короткое время и изоляция провода не успевает подгореть. После пайки остатки канифоли смываются жесткой щеточкой со спиртом.
Визуально можно определить качество пайки электропроводки и электронных плат:
1. Пайка должна быть скелетной, то есть должно просматриваться скелетное соединение проводов, выводов элементов.
2. Пайка должна быть глянцевой, без раковин и пузырей.
На качество пайки влияет температура жала паяльника. Для ПОС 61 температура жала 190 С, с небольшой коррекции в верхнюю сторону. Коррекцию температуры жала паяльника определяют опытным путем по плавлению припоя. Припой должен легко плавиться, и хорошо держаться на жале паяльника. Если припой собирается в капли и стекает, значит паяльник перегрет.
Часто спрашивают – можно ли паять под напряжением. Ответ однозначен – нет. Под напряжением любые электротехнические работы (кроме измерительных) запрещены. На корпусе паяльника может присутствовать сетевое напряжение, при попытке пайки проводов под напряжением произойдет короткое замыкание.
Пайка проводов из меди
Выполненное пайкой соединение проводов ничуть не уступает в хорошей проводимости созданного контакта и его долговечности сварочному скреплению, которое на практике встречается нечасто. Это обусловлено трудоёмкостью процесса, необходимостью наличия специального оборудования и определённых навыков. Помимо этого, для создания надёжного и качественного во всех отношениях соединения медных проводов посредством сварки требует, в отличие от пайки, больших временных затрат.
Это обусловлено трудоёмкостью процесса, необходимостью наличия специального оборудования и определённых навыков. Помимо этого, для создания надёжного и качественного во всех отношениях соединения медных проводов посредством сварки требует, в отличие от пайки, больших временных затрат.
Проводя аналитическое сравнение этих методик, невозможно не отметить огромный плюс в минимально наборе несложных инструментов и материалов для паяльного процесса.
Можно приступать к созданию первосортных контактов при наличии набора:
— паяльник – годится абсолютно любая маломощная функционирующая «старая» или современная модель;
— припой – специальный легкоплавкий сплав металлов на базе олова с присадками свинца, кадмия, никеля или серебра;
— канифоль – флюс, представляющий собой смесь смоляных кислот, содержащихся в древесной смоле хвойных пород. Она необходима для лужения контактной поверхности проводов и припоя.
Конечно, в наборный список можно добавить ещё десяток приспособлений и веществ, но они нужны для больших объёмов разноплановых паяльных работ, а в нашем случае достаточно иметь классический базовый комплект.
Для осуществления пайки, однозначно, понадобится паяльный аппарат. Оптимальным выбором будет современный вариант с интегрированными цифровыми технологиями – внешне выглядит как обычный паяльник. На промежуточном блоке имеется дисплей, на котором отражено: температура жала на разных участках, сила тока в нагревательной катушке, напряжение в сети и т. п. На удобном интерфейсе можно регулировать нагрев рабочего стержня, если необходимо – моментальное охлаждение и другие удобные функции. Стоимость такого современного паяльника высокая, поэтому приобретать его целесообразно для профессионального, частого применения.
Для разового использования или нечастых, периодических работ подойдёт простая, «старая» модель мощностью 23–62 Вт. Например, такой паяльник подойдёт для хорошей пропайки трёх–пяти проводной скрутки с сечением жил 1,3–2,2 кв. мм.
Что касается припоя, то великолепные результаты даёт пайка легкоплавкими, мягкими оловянно-свинцовыми припоями серии «ПОС» с цифровыми маркировками (40, 61 или 60).
Для очищения спаиваемых поверхностей от микроскопической жирной плёнки и мельчайшей пыли, равномерного распределения припоя, а также для надёжного скрепления с металлом проводов используют специальные флюсы. Для медных контактов допускается использование химически нейтральной канифоли или особые, не содержащие кислот растворы.
Технология пайки медных проводов
Подробно рассмотрим весь процесс пайки медных проводов в виде пошаговой инструкции:
1. Концы соединяемых электропроводов очищаем от изолирующей оболочки на протяжении 1,3–2,2 см. Для этого, бритвой или острым ножом делаем её круговой разрез и плоскогубцами стягиваем ненужную часть. Зачищаем оголившийся металл бритвой или скальпелем от мельчайших фрагментов изоляции и возможных кристаллов окислов.
2. Далее, приступаем к лужению концов проводов. Сначала их обрабатываем расплавленным флюсом, а затем наносим немного припоя на подготовленную поверхность.
Внимание! Припой должен распределиться по очищенному участку провода равномерным тонким слоем. Кончик, после этого должен иметь красивый серебристый оттенок!
3. Чтобы улучшить механическую прочность контакта-спайки концы проводов следует прочно скрутить друг с другом. Хотя этот этап вовсе не обязателен, особенно для спаивания двух–трёх медных сердечников.
4. Переходим непосредственно к пайке. Задача этого действия – добиться растекания и соединения расплавленного припоя по месту контакта и равномерного его застывания на облуженной поверхности скрутки. Чтобы это сделать, необходимо на конец стержня паяльника «набрать» нужное количество припоя (в расплавленном виде) и перенести его на создаваемое соединение. Олово распределяется по скрутке, заполняя при этом все промежутки между тонкими жилами проводов.
Важно! Чтобы не обжечь пальцы о нагреваемые во время лужения и пайки провода, лучше их удерживать пинцетом или небольшими плоскогубцами!
5. Завершается процесс пайки медных проводов надёжной изоляцией контакта.
Завершается процесс пайки медных проводов надёжной изоляцией контакта.
Её можно сформировать разными способами, среди которых самыми популярными являются:
— изоленточный – изоляция производится клейкой полиэтиленовой плёнкой;
— термоусадочный – используются специальные трубки из ПВХ-пластика, которые после нагревания плотно облегают скрутку;
— резиновый – на место контакта надевается фрагмент каучуковой или резиновой трубочки;
— фторопластовый – самый современный метод. Политетрафторэтилен наносится на поверхность контакта, где он вспенивается и затвердевает (похоже на использование монтажной пены).
Пайка, в широком понимании, представляет собой относительно простой, но длительный, скрупулёзный процесс. Итогом этой манипуляции является качественный, прочный и долговечный контакт медных проводов.
Такая методика создания контактов между проводящими электричество проводами разрешена специальными правилами, регламентирующими электротехнические работы и последующую эксплуатацию электросети.
Советы по лужению многожильных электрических проводов
Лужение — это процесс плавления припоя вокруг многожильного электрического провода с помощью паяльника. Лужение кончиков многожильных проводов скрепляет тонкие провода и упрощает их подключение к винтовым клеммам или другим разъемам. Это также обеспечивает электрическое соединение всех проводов. Чтобы правильно залудить электрический провод, вы должны использовать правильный тип припоя и следовать нескольким основным советам и методам.
Как работает лужение многожильных проводов
Обратите внимание, что в лужении не используется «олово».Единственный используемый материал — припой электротехнического качества. Когда нагревается с помощью паяльника, припой заполняет пустоты между стойками для проводов, образуя один сплошной провод, который можно легко согнуть и поместить под винты клемм. Это обеспечивает плотное соединение и практически исключает возможность касания незакрепленных жил проводов с распределительной коробкой или выхода из-под клеммного винта.
Что такое припой электрического класса?
Припой для электротехники обычно имеет канифольный сердечник, содержащий материал, называемый флюсом, который помогает улучшить электрическое соединение и прочность.Другой основной тип сердечника — припой с кислотным сердечником — используется в сантехнике, но может повредить электрические компоненты.
Соображения безопасности
Пайку нужно выполнять осторожно! Паяльник сильно нагревается и может вызвать сильные ожоги. Всегда кладите паяльник на термостойкую поверхность, пока он нагревается и остывает. Во время пайки всегда работает над термостойкой поверхностью и вдали от легковоспламеняющихся материалов. Будьте осторожны, чтобы не перегреть провод и не расплавить изоляцию провода.Хорошей идеей будет попрактиковаться в пайке, используя обрезки того же провода, который вы будете паять для своего проекта.
Необходимые инструменты и расходные материалы
- Паяльник
- Бескислотный припой на канифольной основе
- Губка
- Многожильный электрический провод
- Инструмент для зачистки проводов
Выбор правильного припоя
Лучший припой для лужения многожильного медного провода — это припой с канифольным сердечником электрического качества. Это безкислотный припой, содержащий флюс в сердцевине припоя.Никогда не используйте припой, содержащий кислоту, так как это может повредить провод или его изоляцию. Припой с кислотным сердечником предназначен для использования в сантехнике. Если вы используете другой тип бескислотного припоя без канифольного стержня, вам может потребоваться нанести флюс на проволоку в процессе пайки.
Инструкции
Подготовьте провод
Лужить нужно только на неизолированном проводе. Если провод изолирован, снимите с конца провода от 3/4 до 1 дюйма изоляции с помощью приспособлений для зачистки проводов.Эта длина дает вам достаточно провода, чтобы обернуть его вокруг винтовых клемм, но не достаточно, чтобы обнажился лишний провод.
Подготовьте паяльник
Подключите и включите паяльник, дайте ему нагреться. Быстро протрите кончик паяльника влажной губкой. Это удаляет любое окисление, которое могло произойти во время нагрева железа.
Нанесите припой на провод
Вытяните припой из катушки по прямой линии.При желании вы можете зажать проволоку с помощью инструмента «третьи руки» или аналогичного термостойкого удерживающего устройства.
Прикоснитесь кончиком припоя к кончику паяльника, чтобы на кончике паяльника образовалась небольшая лужа жидкого припоя. Это поможет отвести тепло к проволоке. Затем прикоснитесь концом паяльника к нижней стороне провода, чтобы припой соприкасался с проводом.
Нанесите припой на верхнюю часть провода, противоположную наконечнику паяльника. Припой должен расплавиться и втянуться вокруг жилы проволоки.Переместите припой и паяльник вместе вдоль оголенной части провода, расплавляя припой по ходу движения.
Пусть проволока остынет
Дайте припою остыть, затем проверьте результаты. Припой должен образовывать тонкое покрытие по всей длине провода и не должен образовывать комок или толстый валик, создающий электрическое сопротивление. Обычно жилы проводов видны под припоем.
Если вокруг провода имеется излишек припоя, его можно снова нагреть, чтобы он стал жидким, и его можно было стереть.
При желании используйте острогубцы, чтобы согнуть луженую проволоку в крючок в форме леденца, который легко наматывается на винтовой зажим на таких устройствах, как переключатели и розетки.
Можно ли паять медную проволоку? Вот как! — Мастер сварки
Соединение медных проводов посредством пайки может быть необходимо для ремонта электроники или может быть использовано в широком спектре художественных проектов из металла. Пайка — это процесс использования расплавленного присадочного металла (припоя) для соединения желаемых металлических частей.Вы можете использовать метод пайки на меди, используя правильный тип припоя и тщательно работая над соединением проводов.
Читайте дальше, чтобы следовать нашему пошаговому руководству по успешной пайке медной проволоки. Соблюдение каждого шага необходимо для правильного закрепления проводов и безопасного выполнения задачи. Ваша безопасность должна быть главным приоритетом при пайке или использовании аналогичных электроинструментов.
Приобрести паяльное оборудование
Для правильной пайки медных проводов вам понадобится всего несколько вещей.Хотя для этого процесса не требуется много предметов, поиск качественных материалов и их правильное использование имеют важное значение для правильного завершения работы.
Для пайки медной проволоки вам понадобятся:
- Паяльник: Этот портативный инструмент нагревается, чтобы расплавить припой вокруг медной проводки. Убедитесь, что вы следуете инструкциям на конкретном утюге для настройки температуры и правильного использования. Паяльные инструменты для электрических приложений должны быть в диапазоне 25-30 Вт.
- Припой: Для достижения наилучших результатов используйте припой электрического класса, потому что он прочнее и обеспечивает более надежное соединение, чем другие припои. Этот тип припоя специфичен для электрических применений, так как другие могут повредить компоненты провода. Ищите припой, в котором говорится, что он использует флюс канифоли.
- Губка: Вам понадобится влажная губка для очистки жала паяльника перед использованием во избежание попадания мусора.
- Устройства для зачистки проводов (при необходимости): Изоляция должна быть удалена с участка для непосредственного доступа к проводам.
- Термоусадочная трубка: При желании она будет использована для повторной изоляции на конце. Если вы планируете это сделать, трубку нужно будет поместить на один конец проволоки, прежде чем соединять их вместе.
При ограниченном количестве необходимых материалов пайка в домашних условиях является относительно недорогим и простым процессом. Паяльные материалы обычно входят в комплекты, которые предоставляют вам все необходимые материалы для правильной пайки в различных областях применения.
Источник: Maker’s Space, ToolBoom
.Соблюдайте важные правила техники безопасности
Паяльники могут нагреваться до температуры 800 ° F (400 ° C), и с ними следует обращаться осторожно.Поскольку вы работаете с опасным оборудованием, меры предосторожности должны быть высшим приоритетом перед началом любого проекта.
Наиболее важные меры безопасности, которые следует учитывать при пайке, включают:
- Используйте СИЗ: Вы должны носить защитные очки, чтобы предотвратить разбрызгивание припоя во время процесса.
- Припой в вентилируемом помещении: Пары, выделяемые расплавленным припоем, могут быть токсичными при вдыхании в высоких концентрациях.Хорошо проветриваемое место предотвратит возможные раздражения.
- Проверьте параметры мощности и мощности: Убедитесь, что ваш паяльник настроен на правильные параметры мощности и нагрева при работе с медным проводом. Отдельный инструмент должен сопровождаться инструкциями по использованию настроек.
- Используйте подставку для паяльника: Чтобы избежать контакта с паяльником, снова установите паяльник на подставку. Любой контакт с рабочей поверхностью может быть опасен.
- Провода должны быть отключены: Медные провода ни в коем случае нельзя вставлять или использовать при пайке.Убедитесь в отсутствии электрического тока.
Тщательная работа не только защитит вас и окружающих, но также приведет к наилучшей пайке и эффективному соединению проводов.
Источник: Университет Стоуни-Брук, Университет штата Орегон
Зачистите изоляцию провода (при необходимости)
Медная проводка должна быть полностью доступна для эффективного соединения материалов припоем. Это означает, что любую изоляцию проводов необходимо удалить в зоне пайки.Если вам нужно удалить изоляцию, на этом этапе вы воспользуетесь инструментами для зачистки проводов.
У большинства инструментов для зачистки проводов есть указания на самом инструменте для различных размеров проводов. Вы поместите провод в отмеченное отверстие, зажмете и пропустите его через инструмент. Это снимет изоляцию с провода. Мы рекомендуем удалить немного больше изоляции, чем требуется, чтобы пайка не соприкасалась с изоляцией.
Источник: Helpful DIY
Сплетение медных проводов для соединения материалов
При повторном соединении медных проводов их необходимо переплести и перенастроить так, чтобы все провода плотно соприкасались.Для этого аккуратно разложите каждый конец проводов, которые вы планируете соединить. Обычно они плотно скручены, но вы можете слегка распушить их, чтобы они выглядели как щетина на метле.
После того, как оба набора проводов разложены, вы можете разместить их друг в друге, чтобы провода были переплетены и встроены друг в друга. Затем вы можете скрутить провода вместе, чтобы создать прочное и стабильное соединение между обеими сторонами. Вы можете посмотреть, как соединить провода, в этом видео.
При этом провода снова соединяются, но это не окончательное решение, поэтому необходимо выполнить описанные ниже действия по пайке.
Тепловой паяльник
Следуйте инструкциям на утюге для правильного нагрева. Припой плавится при температуре 180-190 ° C (360–370 ° F), но железо может достигать гораздо более высоких температур. Температура, на которую вы устанавливаете утюг, будет зависеть от модели утюга, в частности от жала. Наконечники с большей площадью поверхности и большей мощностью, возможно, не нужно устанавливать так высоко для эффективного плавления припоя.
После того, как паяльник нагреется до необходимой температуры, наиболее ответственный шаг — протереть жало влажной губкой.Эта губка должна быть влажной, чтобы удалить возможный мусор, оставшийся на утюге, и избежать пригорания губки. Если наконечник не протереть, может произойти окисление из-за налипания на более высоких уровнях.
Источник: Metcal
Нанесите пайку на медный провод
После выполнения всей этой подготовки можно приступать к пайке медного провода. Для этого выполните следующие действия по порядку:
- Безопасные провода для пайки: У вас есть только две руки, которые будут использоваться для удержания припоя и утюга.Закрепите обе стороны соединенной проволоки, чтобы они не сдвинулись с места при прикосновении к утюгу. Они должны быть приподняты над рабочим пространством, чтобы у вас был доступ к области под проводами.
- Поместите паяльник под провод: Прикоснитесь кончиком паяльника к медным проводам. Это нагреет проволоку, чтобы припой расплавился. Ваш припой будет нанесен напротив утюга (поверх проволоки).
- Расплавленный припой: Сначала поместите припой на наконечник, чтобы он расплавился.Затем вы будете перемещать припой вверх и вниз по верхней части провода, чтобы покрыть его тонким слоем. Использование слишком большого количества припоя затруднит прохождение электрического тока через провод с дополнительным сопротивлением. Паяльник во время этого процесса не будет двигаться.
- Удалите излишки припоя: Если есть комки или избыток припоя, вы можете повторно нанести утюг, чтобы расплавить припой и дать излишкам расплавиться. Это нужно сделать после охлаждения, чтобы изучить результаты.
Источник: TWI, Science Buddies
Изолируйте проводку термоусадочной трубкой
После полного остывания пайки можно повторно изолировать участок термоусадочной трубкой. Хотя этот шаг не является обязательным, он придает проволоке законченный вид и предотвращает ее оголение. Вам нужно будет найти трубки, которые по размеру близки к размеру используемых вами проводов, и убедитесь, что вы используете более длинный кусок, чем желаемая площадь для покрытия.
Для усадки трубки вокруг проводов следует использовать тепловые пушки.Перемещайте тепловую пушку вперед и назад, чтобы равномерно распределить тепло по всей поверхности. Делайте это до тех пор, пока трубка плотно не закрепится вокруг ранее открытого участка.
Эффективная пайка медной проволоки
Хотя пайка медной проволоки — довольно простая задача, необходимо тщательно выполнять каждый шаг, чтобы обезопасить себя и убедиться, что вы выполните работу правильно с первого раза. Самое важное, о чем следует помнить, — это умеренное использование пайки. Вы должны покрыть область достаточно, чтобы обеспечить перенастройку проводов, но не препятствовать плавному перемещению электрического тока.
|
Материалы для изготовления ювелирных изделий | Education Station
Если материала, который вы ищете, еще нет на этой странице, попробуйте:
- Категория драгоценных камней — Практически каждая категория драгоценных камней в разделе «Драгоценные камни и жемчуг» нашего веб-сайта содержит информацию о камень.Обычно он находится вверху страницы каждой категории драгоценных камней, но иногда выходит за пределы нижней части страницы.
- Страница «О металлах» — Страница «О металлах» содержит подробную информацию о драгоценных металлах, недрагоценных металлах, сплавах и покрытиях. Мы находимся в процессе перемещения или копирования этой информации на эту страницу.
304, 316L и т. Д .: См. Нержавеющая сталь и хирургическая нержавеющая сталь .
.999 Чистое серебро: Чистое серебро можно просто проштамповать 999 или.999. Чистота серебра составляет не менее 99,9%. Преимущества использования чистого серебра 999 пробы в ваших украшениях включают тот факт, что оно более мягкое (более податливое для работы), чем стерлинговое серебро, его можно плавить (соединять под действием тепла, без припоя ), и оно имеет тенденцию к потускнению медленнее, чем стерлинговое серебро. сплавы. Чистое серебро не содержит никель, кадмий, свинец и соответствует Директиве ЕС по никелю. Также см. Серебро .
Ацетат: Ацетат похож на люцит (акриловую смолу), но эта форма пластика фактически начинается с уксусной кислоты (также известной как домашний уксус) в сочетании с различными основами, чтобы придать ему желаемый цвет и текстуру. Брелоки из ацетата, соединители и другие компоненты прочные, легкие, слегка гибкие и удивительно гипоаллергенны. Эта комбинация делает его популярным для оправ для очков, а также для украшений.
Advanced Crystal: С 2012 года все бусины кристаллов Swarovski , хрустальные подвески и другие компоненты ювелирных изделий из кристаллов, а также призмы Swarovski Strass серии 8000 производятся с использованием инновационной формулы Advanced Crystal, не содержащей свинца (содержащей 0,009). % свинца или меньше).Специальная полировка, идеальный крой, точная геометрия и точные углы, основанные на более чем столетнем опыте, позволяют добиться максимального блеска. Advanced Crystal предлагает взыскательным клиентам кристалл высочайшего качества, гарантируя, что продукция Swarovski соответствует и превосходит законодательство, нормативные требования и отраслевые стандарты. Благодаря Advanced Crystal Swarovski продолжает оставаться эталоном безопасных, красивых хрустальных бус, хрустальных кулонов и других компонентов ювелирных изделий из хрусталя.
Rings & Things является авторизованным реселлером Swarovski. См. Сертификат (PDF)
Alkeme: Металлические штамповочные заготовки Alkeme от ImpressArt являются хорошей альтернативой заготовкам из стерлингового серебра. Они производятся в США из специально разработанного неагрессивного металлического сплава, не содержащего свинца, никеля и кадмия. Получающийся в результате мягкий металл позволяет даже замысловатым и изящным рисункам штамповки делать полные оттиски и отлично выглядеть. Украсьте серебристые заготовки Alkeme металлическими штампами, текстурными молотками и т. Д.Также их можно использовать для клепки и гравировки.
Алюминий: Алюминий — это мягкий металл, который позволяет легко штамповать, тиснить и придавать форму другим ювелирным инструментам. Наши алюминиевые листы и заготовки изготовлены из элементарного алюминия, то есть наш алюминий — это просто алюминий: он не легирован другими металлами. Другими словами, он не содержит никель или других добавок, которые требуют предупреждения в Калифорнии или запрещены в ювелирных изделиях в ЕС. Некоторые преимущества алюминия: он не тускнеет.Обратной стороной этого является то, что вы не можете окислить его стандартными растворами для обработки ювелирных изделий. Однако вы можете приобрести анодированный алюминий ярких цветов, или вы можете использовать спиртовые чернила или патины Vintaj для окраски текстурированного алюминия. Имейте в виду, что из-за мягкости алюминия его легко поцарапать, поэтому будьте осторожны при работе с алюминием. Используйте плоскогубцы с нейлоновыми губками или окуните инструменты в Tool Magic , чтобы предотвратить появление царапин.
Кость: Большинство наших костяных бусин и подвесок изготовлены из кости верблюда, яка или водяного буйвола, вырезанной вручную в Индии.Наши поставщики заверили нас, что животные не пострадали из-за этих ювелирных изделий; Используемые кость и рог взяты от животных, умерших естественной смертью, или являются просто способом использовать «остальную часть» животного вместо того, чтобы растрачивать кость. Эти бусины и подвески прекрасно подходят для украшений ручной работы, но имейте в виду, что все изделия ручной работы различаются по размеру, цвету, рисунку и количеству в каждой нити, поэтому они не лучший выбор для людей, которым нужны идеально подобранные пары.
Хотите другой цвет? Чтобы добиться естественного античного вида, попробуйте смочить любые бусины из белой кости в чае, кофе или чернилах, чтобы имитировать старую слоновую кость.Поэкспериментируйте с разными жидкостями, чтобы найти желаемый цвет (а)! Какой бы метод антиквариата вы ни использовали, не забудьте хорошо вымыть вещи и проверить их на «стойкость цвета», прежде чем делать готовые украшения.
Латунь: Латунь — это сплав меди, цинка и иногда других металлов. Наша латунь обычно состоит на 70% из меди и на 30% из из цинка , но может варьироваться от 70% до 90% меди (с цинком в качестве остатка).
- Наша красная латунная проволока состоит на 90% из меди и на 10% из цинка, что придает ей немного более теплый цвет, чем у стандартной латуни.
- Необработанные (без покрытия) латунные компоненты обычно хорошо сочетаются с желтыми (плакированными) выводами, хотя они могут различаться по цвету и могут также работать с золотыми пластинами. Поверхности изделий из необработанной латуни могут быть несовершенными и требовать полировки, а их отделка может измениться с возрастом.
- Некоторые сплавы латуни могут содержать до 1,74% железа для повышения прочности и долговечности. Эти сплавы не очень популярны для изготовления проволоки, но могут использоваться в качестве основного материала для гальваники, а также популярны в морских приложениях.
- Латунь с защитой от потускнения (запатентованный сплав) по цвету очень близка к золоту 14 карат. Другое название латуни, предотвращающей потускнение, — , устойчивая к потускнению латунь .
Britannia Pewter: Britannia — оловянный сплав с серебристым внешним видом и гладкой поверхностью. Это сплав олова, сурьмы и меди. Большинство оловянных бусин и ювелирных изделий TierraCast Britannia имеют покрытие (покрытие) другого цвета на основе олова. Информация о соответствии требованиям безопасности TierraCast .
Britannia Pewter / Crystal: Как и следовало ожидать, эти изделия изготовлены из бессвинцового сплава Britannia Pewter от TierraCast и украшены компонентами Swarovski’s Sparkling Advanced Crystal .
Углеродистая сталь: Углеродистая сталь — это сплав стали с содержанием углерода до 2,1%. Углеродистая сталь может становиться тверже и прочнее в результате термической обработки, но она также становится менее пластичной (т.е. менее ковкой). Другими словами, вы не захотите использовать углеродистую сталь для обмотки проволоки, но она отлично подходит для металлических штампов и для пружинящих катушек проволоки с памятью.Одним из недостатков углеродистой стали является то, что ей не хватает коррозионной стойкости, как у нержавеющей стали .
Керамика: Керамика — обожженная глина. Большинство наших керамических бусин расписано вручную. Некоторые из наших керамических подвесок и бусин имеют разноцветную глянцевую глазурь в стиле раку, а другие имеют естественную землистую отделку с высоким обжигом. В чем разница между фарфором и керамикой? Фарфор — это более изысканный вид керамики с более тонкой текстурой, который может быть стеклянным и полупрозрачным.
Медь: Медь (Cu) — это элементарный металл яркого красновато-оранжевого цвета с атомным номером 29. Это очень реактивный металл, что означает, что со временем он потемнеет и приобретет патину, иногда с зеленоватый оттенок. Медь также может обесцвечивать кожу, чаще всего, когда ее плотно носят, как кольцо или плотно прилегающий браслет. Медь — мягкий металл, поэтому она отлично подходит для обмотки проволоки. Из-за мягкости меди твердые медные компоненты могут гнуться легче, чем бусинки и выводы из меди.Медь без покрытия обычно называется сырой медью или медью без покрытия.
Хрусталь: См. Advanced Crystal (кристаллы Swarovski), Свинцовые кристаллы (стразы), Бессвинцовые кристаллы (Spectra) и Rock Crystal Quartz .
Кристалл / латунь: Наши изделия с этим названием материала созданы Swarovski с использованием Advanced Crystal и основы из латуни с блестящей родиевой пластиной или золотой пластиной .
Чешское стекло: Чешское стекло — это просто название материала, которое мы дали нашим стеклянным бусам, которые производятся в Чешской Республике. Чешская Республика включает исторические территории Богемии, Моравии и Чешской Силезии. Граненые граненые бусины производятся веками (раньше их называли чешскими стеклянными бусинами), а чешские прессованные стеклянные бусины известны во всем мире.
Драгоценный камень: Наши бусины, подвески и украшения из драгоценных камней вырезаны из самых разных полудрагоценных камней (минеральных кристаллов), включая агаты и яшму, а иногда и из драгоценных камней более низкого качества, таких как сапфиры, рубины и изумруды.Почти каждая категория драгоценных камней в разделе «Драгоценные камни и жемчуг» нашего веб-сайта включает физические свойства камня, историческую и метафизическую информацию, если это возможно, и любые специальные инструкции по уходу, которые могут потребоваться для некоторых типов драгоценных камней. Эта информация обычно находится вверху страницы, но иногда перетекает в конец категории.
Стекло: Стекло представляет собой некристаллическое аморфное твердое вещество. Обычно он основан на химическом составе кремнезема (кварца) со многими другими «ингредиентами» в зависимости от желаемых свойств и цвета.Традиционно большинство блестящих истинно красных цветов содержали золото, что делало хорошее красное стекло более дорогим, чем стекло других цветов.
Заливка золотом: Заливка золотом (также называемая накладкой из золота ) изготавливается с помощью тепла и давления, чтобы нанести слой золота карат на основу из менее дорогого металла. В качестве основного металла почти всегда используется латунь , поскольку латунь хорошо сочетается по цвету и обладает хорошими прочностными и технологическими качествами для изготовления ювелирных изделий. Таким образом получается поверхность с каратным золотом.Минимальный слой каратного золота должен составлять не менее 1/20 от общего веса изделия. Этот слой золота в 17-25000 раз толще, чем слой золота на позолоченных украшениях.
Заполненные золотом трубки и проволока, как правило, бесшовные , поэтому тело касается только золота. Листы основного металла с золотым наполнением, используемые для других находок, могут быть одинарной плакированной (золото только на видимой стороне) или двойной плакировкой (золото с обеих сторон, а иногда и по краю). Бесшовные изделия и изделия с двойным покрытием, заполненные золотом, менее подвержены обесцвечиванию, поскольку основной металл запечатан внутри золота.Однако слой золота на одинарном покрытом золотом 1/20 предмете такой же толщины (и такой же общий вес), как два слоя золота на двойном покрытом золотом предмете 1/20. Будьте осторожны при полировке предметов с золотым наполнителем, чтобы не удалить золотой слой.
Поверхностный слой каратного золота на изделиях с золотым наполнителем обычно составляет 10 карат, 12 карат или 14 карат ( см. Дополнительную информацию на рисунке ). Чтобы узнать толщину слоя, ищите штампованную дробь, например 1/10 или 1/20. Это всегда 1/20, если не указано иное.
Примеры:
• 1/10 10kt GF: 1/10 от общего веса составляет 10kt золота.
• 1/20 12 карат GF: 1/20 от общего веса составляет 12 карат золота.
Рог: Большинство наших бусин и подвесок из рогов сделаны из рога водяного буйвола, вырезанного вручную в Индии. Черный и «натуральный» — это обычно первоначальный цвет рога без каких-либо обработок или красителей. Золото и красный рог можно отбеливать и / или красить. Окрашенные бусины и подвески из рогов могут не иметь стойкости к окраске. Наши поставщики заверили нас, что в результате этого не пострадали животные; используется рог животных, умерших естественной смертью.Наши роговые бусины и подвески ручной работы прекрасно подходят для украшений ручной работы, но имейте в виду, что все изделия ручной работы различаются по размеру, цвету, рисунку и количеству на нити, поэтому они не лучший выбор для людей, которым нужно идеально подобрать пары.
Бессвинцовый кристалл: Бессвинцовый радужный кристалл Swarovski Spectra обеспечивает превосходные результаты в отношении отражения света и яркости при отличном соотношении цены и качества. В то время как он делает красивые украшения в центре, а также ловители солнца, которые можно разместить в вашем офисе, дома или в машине.Это идеальный выбор для требовательного к цене потребителя.
Кристалл свинца: Стекло с оксидом свинца (PbO) имеет более высокую плотность, что придает ему высокий показатель преломления, что делает его особенно блестящим. Оно немного более хрупкое, чем другие виды стекла, и его легче разрезать, чем многие другие виды стекла. Из свинцового стекла с содержанием оксида свинца от 24% до 32% и правильной огранки получаются блестящие радуги, сверкающие стразы и красивая столовая посуда. Однако хранить вино или другие кислые напитки в графинах с кристаллами свинца небезопасно, и из-за опасностей работы со свинцом и опасений по поводу того, что младенцы и дети глотают бусы на основе свинца, они больше не так популярны в ювелирных изделиях и столовой посуде. , бокалы и графины, как это было в предыдущие века.
Ниобий: Поскольку ниобий является инертным элементом, большинство людей с аллергией на металл могут безопасно носить ниобий. Он очень устойчив к коррозии и другим реакциям и используется в медицинских имплантатах. По определению, ниобий не содержит свинца, никеля, кадмия или чего-либо еще: это просто ниобий. Фурнитура ювелирных изделий из ниобия бывает нескольких анодированных цветов. Анодированный металл окрашивают, погружая его в электрически заряженную «ванну», которая создает яркие цвета без покрытия или окраски поверхности.Цвета не отслаиваются и не отслаиваются, как гальванические или окрашенные поверхности. Магазин Принадлежности для ювелирных изделий из ниобия.
Pewter: Pewter включает любой из многочисленных серебристо-серых сплавов олова с различным количеством сурьмы и меди. Старые / винтажные детали олова часто содержат свинец , потому что он снижает температуру плавления сплава. Вы редко встретите олово, содержащее свинец, если не купите его у невежественного или недобросовестного поставщика. (Остерегайтесь цен, которые кажутся слишком хорошими, чтобы быть правдой! Избегайте дешевой оловянной посуды при изготовлении украшений, которые могут носить дети или иным образом прорезаться или проглотить.)
Некоторые из наших изделий из недрагоценных металлов, которые в предыдущие десятилетия изготавливались из олова, теперь изготовлены из сплава из латуни или из сплава цинка («Материал» на странице «Подробная информация об изделии») с оловянным покрытием под старину. («Цвет» на странице сведений об элементе).
Пластмасса: Синтетический материал, изготовленный из любого из множества органических синтетических или обработанных материалов, таких как полиэтилен, ПВХ и т. Д., Которому можно придать форму, будучи мягким, и превратить в жесткую или несколько гибкую форму конца.
Серебряная заливка: Серебряная заливка (также называемая накладкой из серебра ) изготавливается с помощью тепла и давления, чтобы нанести слой стерлингового серебра на основу из менее дорогого металла. В результате получается поверхность из стерлингового серебра, и когда цены на серебро резко растут, изделия с серебряным наполнением могут обеспечить значительную экономию средств, но при этом обеспечить хорошую долговечность. Минимальный слой серебра должен составлять не менее 1/10 от общего веса изделия, что НАМНОГО толще серебряных покрытий.
Трубки и проволока с серебряным наполнением обычно изготавливаются из бесшовных , поэтому корпус может касаться только серебра. Листы основного металла с серебряным наполнением, используемые для изготовления других выводов, могут быть либо , одинарное покрытие (серебро только на видимой стороне), либо , двойное плакирование (серебро с обеих сторон, а иногда и по краю). Будьте осторожны при полировке предметов с серебряным наполнителем, чтобы не удалить слой серебра.
Нержавеющая сталь и хирургическая нержавеющая сталь: Нержавеющая сталь (также известная как коррозионно-стойкая сталь) — это общее название для любого стального сплава с минимум 11.5 мас.% Хрома. Существует более 100 сплавов нержавеющей стали, и каждый из них обозначен уникальным номером марки стали SAE, который может включать одну или несколько букв. Сплавы нержавеющей стали состоят из стали (железо с углеродом), хрома, никеля и других микроэлементов. Для сплавов нержавеющей стали, используемых в ювелирных изделиях, эти микроэлементы представляют собой примерно 0,75% кремния, 0,045% фосфора, 0,03% серы, 2% марганца и 0,1% азота. Хром создает на поверхности металла очень тонкий слой оксида хрома, который не дает ему ржаветь.Преимущество нержавеющей стали перед сталью с гальваническим покрытием состоит в том, что при появлении царапин или повреждений нержавеющая сталь «самовосстанавливается», образуя новый слой оксида хрома. В стали с гальваническим покрытием царапины на покрытии могут привести к коррозии находящейся под ним стали. Как правило, чем выше процент хрома, тем выше коррозионная стойкость стали. В сплав добавляют другие металлы, чтобы придать стали другие свойства, такие как прочность и ковкость. Никель добавляется для уменьшения хрупкости, усиления защитного оксидного слоя и повышения прочности как при высоких, так и при низких температурах.Фурнитура из нержавеющей стали
чуть более серого цвета, чем фурнитура белого цвета , но разница едва заметна, особенно на готовых украшениях. Нержавеющая сталь плохо сочетается с серебряной или серебряной пластиной.
- Хирургическая нержавеющая сталь — это термин, который теряет популярность в металлургической промышленности, поскольку конкретные номера сплавов для стали (например, 304, 430 и 316L) предоставляют больше информации о точных качествах каждого типа стали. Важно знать, что хирургическая нержавеющая сталь , которую носит большинство населения, ДЕЙСТВИТЕЛЬНО содержит никель , обычно 8% в ювелирных изделиях. Формы нержавеющей стали с низким содержанием никеля (например, нержавеющая сталь 430) не отвечают потребностям медицинской промышленности, поскольку им не хватает коррозионной стойкости, которую никель придает стали.
- Нержавеющая сталь 304 — самый популярный сорт нержавеющей стали. Это 18-20% хрома, 8-10,5% никеля, 0,08% углерода, плюс железо и перечисленные выше микроэлементы. Он обычно используется в пищевой промышленности (раковины, кофейные урны, хранение и транспортировка молочных продуктов, пиво / пивоварение, обработка цитрусовых и фруктовых соков и т. Д.).Такая же устойчивость к коррозии и пятнам, которая делает его идеальным для обработки пищевых продуктов, также делает его популярным для изготовления ювелирных изделий.
- Нержавеющая сталь 304L почти такая же, как 304, но имеет более низкое содержание углерода (0,03%) и может содержать немного большее количество никеля (8–12%). Этот сплав обладает повышенной свариваемостью и устойчивостью к коррозии (отлично подходит для мужских украшений).
- «Хирургическая» нержавеющая сталь 316 и 316L содержит 2-3% молибдена для еще большей устойчивости к агрессивным агрессивным средам (как промышленным, так и внутрикоррозийным).Нержавеющие стали 316 и 316L были одними из сплавов, ранее называвшихся хирургической нержавеющей сталью, но теперь они известны по своим номерам сплавов ASTM. 316L — это низкоуглеродистая версия марки 316 с повышенной устойчивостью к коррозии, которая часто используется для изготовления часов из нержавеющей стали и морских применений. Как и большая часть другой нержавеющей стали, она содержит 8-10,5% никеля, что делает ее непригодной для людей с аллергией на никель.
- Нержавеющая сталь 430 содержит менее 0,75% никеля, а некоторые формы нержавеющей стали 430 соответствуют директиве ЕС по никелю (менее.05% миграции ионов никеля). Нержавеющая сталь 430 имеет хорошую коррозионную стойкость по сравнению с не нержавеющей сталью, но не так хороша, как сплавы 304 и 316. Это делает его менее популярным для ювелирных изделий, чем можно было бы ожидать из-за низкого содержания никеля.
- Магазин Принадлежности для изготовления ювелирных изделий из нержавеющей стали .
- Ищете металлы, не вызывающие аллергии? См. Нашу статью в блоге Surgical Steel and Hypoallergenic Metals для полного обсуждения этой темы, а также ссылки на отличные варианты материалов для серег для людей с аллергией на металл.
Сталь: Сталь — это общий термин для широкого спектра сплавов на основе железа , которые являются очень прочными и твердыми. Когда в материале нашего изделия просто написано «Сталь», это обычно инструмент, сделанный из основной прочной инструментальной стали или прочный основной материал под покрытием . Многие цепи и выводы сделаны из стали, потому что она прочная: она не сгибается легко, а звенья не открываются случайно (но вы можете открыть их двумя парами плоскогубцев). Большинство сплавов стали содержат никель. — особенно если конкретный сплав стали не указан в списке — поэтому необработанная сталь без покрытия НЕ соответствует Директиве ЕС по никелю, если только в пункте не указано, что это приемлемый безникелевый сплав. . Возможно, некоторые из наших стальных цепей с гальваническим покрытием подходят для продажи в Европе, но мы не даем на них никаких гарантий. Если вы хотите попробовать, мы предлагаем вам попробовать другие покрытия, кроме -9 Gunmetal и -1 White. (Металлические и белые покрытия иногда содержат никель.Для получения более подробной информации о конкретных сплавах стали см. Также: О металлах
Стерлинговое серебро : Стерлинговое серебро, иногда с штампом 0,925 или просто 925, представляет собой сплав, содержащий не менее 92,5% серебра. Остальные 7,5% обычно составляют медь. Все наше серебро не содержит никель, кадмий, свинец и соответствует Директиве ЕС по никелю. Стерлинговое серебро — это мягкий, легкий в обработке металл, который можно состарить до темно-черного цвета или отполировать до яркого блеска. Дополнительная информация о серебре
Титан: Титан — это элемент с символом Ti и атомным номером 22.Это чрезвычайно прочный серебристо-серый металл с высокой устойчивостью к коррозии. В настоящее время это самый популярный металл для зубных и медицинских имплантатов из-за его биоинертности и высокого предела усталости. Хотя этому металлу труднее придать форму, чем другим популярным ювелирным металлам, он также становится все более популярным для изготовления ушных шв и плоских штырей для серег из-за того, что очень немногие люди имеют аллергические реакции на украшения из титана.
Tyvek®: — синтетический материал, изготовленный из скрученных полиэтиленовых волокон высокой плотности.Легкий, прочный и воздухопроницаемый, но устойчивый к воде, истиранию, проникновению бактерий и старению, Тайвек используется во многих областях в различных отраслях промышленности. Нетканые волокна Tyvek уложены случайным образом и сжаты, чтобы обеспечить превосходную устойчивость к разрыву и проколам для длительной и надежной защиты. Как и на бумаге, на Tyvek можно использовать большинство традиционных и цифровых технологий печати, включая УФ-струйную печать, латексную печать и высокую печать.
Vermeil: Vermeil (французское слово, произносится как «верх-май») представляет собой покрытие из каратного золота поверх серебра пробы .
Цинк: Цинк (Zn) — это элементарный металл с атомным номером 30. Он серебристого цвета и относительно широко присутствует в земной коре. Он использовался в сплавах латуни еще в 2000 г. до н.э. (или даже раньше).
Советы и приемы для надежного подключения
Когда дело доходит до работы с электрической системой вашего автомобиля, даже опытные профессионалы разочаровываются. Периодические проблемы, ремни безопасности под панелью управления, похожие на спагетти, и годы исправлений и исправлений, как правило, только усугубляют ситуацию.По нашему опыту, около 90% всех проблем с электричеством связаны с плохим соединением.
Обжимные клеммы эффективны и работают хорошо, а в некоторых случаях необходимы, но со временем может возникнуть коррозия и вызвать проблемы с подключением. Пайка — лучший вариант для длительного ремонта, поэтому знание того, как правильно паять провода, может стать достойным навыком. Уловка при пайке заключается в том, чтобы убедиться, что соединение полностью нагрето, а не соединение холодной пайки. Холодное паяное соединение возникает, когда горячий припой попадает на холодную проволоку, затвердевая.Может показаться, что соединение хорошее, но на самом деле припой находится только на внешней стороне провода, а не протягивается через жилы провода.
При пайке есть несколько советов и приемов, которые помогут добиться наилучшего соединения. Эти советы подходят для любого паяного проводного соединения. При пайке всегда рекомендуется по возможности отсоединять провода от электроники, так как тепло может легко передаваться на электрические компоненты.
Пересекая потоки
Есть один способ скручивания проводов для пайки — горизонтальное скручивание, при котором получается непрерывная длина провода.Пиг-хвост, в котором провода согнуты под углом 90 градусов к остальной части провода, НЕ является подходящим соединением и вызовет проблемы, не делайте этого.
Начните с пересечения проводов крест-накрест, примерно посередине зачищенного участка. Затем скрутите провода друг вокруг друга. Убедитесь, что обертка плотная. Это также отличный способ подключить несколько проводов к одному выводу.Heat Don’t Lie
Лучший способ узнать, достаточно ли горячее паяное соединение, — это увидеть жилы провода в самом припое.Всегда помещайте паяльник или пистолет ПОД проводами и добавляйте припой ВЕРХ провода. Припой притягивается к теплу, поэтому, когда припой плавится, он тянется к теплу через провода, соединяя каждую жилу вместе с припоем.
Поместите паяльник под провода и нанесите припой сверху. Это помогает начать теплопередачу, нанося припой в точке соединения утюга и проводов, а затем перемещая припой наверх.Я кричу, ты кричишь, мы все кричим о… трубке…
Нельзя просто оставлять паяное соединение открытым, это цепь под напряжением.Изолента — это нормально, но большинство людей не используют качественную ленту. Лучшее решение для прикрытия припаянных проводов — это термоусадочная трубка, и ее необходимо установить ДО пайки. Как только припой остынет, просто наденьте трубку на соединение и воспользуйтесь зажигалкой или термофеном, чтобы усадить ее. Просто убедитесь, что вы используете провод подходящего размера.
Термоусадочная трубка — лучший способ герметизировать паяные соединения. ПЕРЕД пайкой убедитесь, что вы продвинули трубку на несколько дюймов за соединение. Если термоусадочная трубка недоступна, используйте изоленту хорошего качества, например 3M Super 33.Если вам нужно использовать изоленту, а иногда не избежать, вам нужна одна конкретная марка и модель — 3M Super 33 или Super 88. Это тоже не шутка. Лента стоимостью 1 доллар за рулон — это мусор, и ее ни в коем случае нельзя использовать для электрических соединений, кроме случаев экстренного ремонта. Super 33 и Super 88 стоят около 4-5 долларов за рулон, и они держатся, прилипают и герметизируют соединения, не падая через четыре месяца. Super 33 — это стандарт в профессиональной индустрии, и вы всегда должны держать рулон в ящике для инструментов.Дешевый материал для связывания проводов и для того, чтобы держать полотенце в руке, когда вы отрезаете палец, вот и все.
Хорошее соединение имеет решающее значение для любой электромонтажной работы, полностью нагретое паяное соединение должно выглядеть так, где вы можете видеть отдельные жилы, покрытые припоем.Если вы последуете этим советам, ваш ремонт электрооборудования будет длиться вечно и обеспечит годы беспроблемного обслуживания. Если вы этого не сделаете, что ж, тогда вы, вероятно, снова окажетесь под приборной панелью на обочине дороги, выполняя свою лучшую позу человека, сложенного оригами, и жалеем, что сначала не спаяли ее.
Ознакомьтесь со всеми инструментами и оборудованием
Пайка меди с алюминием | Kapp Alloy
Я пытаюсь спаять вместе провода из нержавеющей стали и меди. Имеющиеся у нас оловянно-свинцовые припои не обладают той прочностью, температурным диапазоном или пластичностью, которые нам нужны в финальной части.Какой припой использовать для пайки этих разнородных металлов?
Нержавеющая стальобычно немагнитна и часто имеет матовую серебристую отделку. Сплавы нержавеющей стали с высоким содержанием никеля или хрома могут быть очень блестящими и иметь зеркальную поверхность. Эти хорошо отполированные сплавы гораздо труднее паять из-за очень прочного оксидного слоя. Обычно они требуют, чтобы оксидный слой был физически разрушен щеткой или пескоструйной обработкой, а также химическим удалением оксидного слоя кислотным флюсом.
Ваша потребность в более высоком температурном диапазоне, а также в более высокой прочности и пластичности приводит вас к припоям KappZapp ™ для олова / серебра. Какой сплав олова / серебра лучше всего подходит для соединений между нержавеющей сталью и медью, обычно определяется по четырем критериям:
- Прочность / устойчивость к вибрации
- Электропроводность Стоимость
- и
- Канифольная порошковая, кислотная порошковая или сплошная проволока
Как показано в таблице ниже, прочность, вибростойкость и электрическая проводимость возрастают с увеличением содержания серебра (Ag) в припое KappZapp ™.Цена также увеличивается с содержанием серебра. Таким образом, задача состоит в том, чтобы выбрать припой, отвечающий вашим потребностям, не покупая больше серебра, чем вам нужно.
| Состав | 96,5Sn — 3,5Ag | 96Sn — 4Ag | 93Sn — 7Ag |
|---|---|---|---|
| Солидус (° F) / (° C) | 430 ° F / 221 ° C | 430 ° F / 221 ° C | 430 ° F / 221 ° C |
| Ликвидус (° F) / (° C) | 430 ° F / 221 ° C | 246 ° C / 475 ° F | 570 ° F / 299 ° C |
| Предел прочности (медь) | 14000 фунтов на кв. Дюйм | 14000 фунтов на кв. Дюйм | 15 500 фунтов на кв. Дюйм |
| Прочность на разрыв (нержавеющая сталь) | 25000 фунтов на кв. Дюйм | 28000 фунтов на кв. Дюйм | 31000 фунтов на кв. Дюйм |
| Прочность на сдвиг | 11600 фунтов на кв. Дюйм | 12000 фунтов на кв. Дюйм | 14000 фунтов на кв. Дюйм |
| Удлинение | 48% | 49% | 49% |
| Электропроводность (% IACS) | 16.4 | 16,5 | 20,1 |
Наконец, вы должны выбрать между сплошной проволокой, кислотной или канифольной порошковой проволокой. Порошковые проволоки наиболее просты в использовании, поскольку флюс для удаления оксидного слоя с деталей находится в центре проволоки. Когда детали нагреваются до температуры плавления припоя, флюс вытекает и разрушает оксидный слой. Это обеспечивает прочную металлическую связь между припоем и деталями за один прием.При использовании твердой припойной проволоки оксидный слой на деталях должен быть разрушен физическим взбалтыванием щеткой из нержавеющей стали или наждачной бумагой, либо отдельным жидким или пастообразным флюсом.
Чтобы начать выбор припоя, выберите припои с твердой проволокой KappZapp ™, KappZappA ™ с кислотной сердцевиной или припои KappZappR ™ с канифолью:
Припои для сплошной проволоки KappZapp ™ — серебряные припои для электрических / электронных соединений нержавеющая сталь и / или медь
ПрипоиKappZapp ™ Silver обеспечивают очень прочные и пластичные соединения на медных и нержавеющих проводах и соединителях.Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 15 500 фунтов на квадратный дюйм для меди и 31 000 фунтов на квадратный дюйм для нержавеющей стали. KappZapp7 ™ — 93% олова — 7% серебра — это промышленный стандарт для акустических систем и домашних кинотеатров с высокой проводимостью, прочностью и устойчивостью к вибрации. Сплошная проволока KappZapp ™ бывает с содержанием серебра 3,5%, 4%, 5%, 6% и 7%.
Припои с канифолью KappZappR ™ — самофлюсующиеся серебряные припои для медных электрических / электронных соединений
ПрипойKappZapp ™ с канифолью может создавать прочные и пластичные соединения на нержавеющей стали и меди, не требуя дополнительной жидкости или пастообразного флюса.Внутренний флюс из натуральной канифоли выделяется при нагревании для удаления оксидного слоя на деталях. Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 31 000 фунтов на квадратный дюйм для нержавеющей стали. KappZappR ™ выпускается с содержанием серебра 3,5% и 7%.
Кислотные припои KappZappA ™ — самофлюсующиеся серебряные припои для медных электрических / электронных соединений
Для некоторых нержавеющих сталей с высоким содержанием никеля и хрома требуется кислотный флюс для прорыва прочного оксидного слоя на деталях.Припой с кислотной сердцевиной KappZappA ™ может создавать прочные и пластичные соединения на нержавеющей стали и меди, не требуя дополнительной жидкости или пастообразного флюса. Внутренний кислотный поток выделяется при нагревании для удаления оксидного слоя на деталях. Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 31 000 фунтов на квадратный дюйм для нержавеющей стали. Кислотный флюс более агрессивен, чем натуральный канифольный флюс, и его необходимо полностью удалить, протерев влажной тряпкой после пайки. KappZappA ™ входит только в 3.Формула 5% серебра.
Диаметр припоя и выбор упаковки
После того, как вы определились с подходящим припоем, необходимо определить диаметр и количество припоя, необходимые для вашего проекта. Обычные диаметры проволоки составляют 1/18 дюйма (0,125 дюйма = 3,2 мм), 1/16 дюйма (0,062 дюйма = 1,6 мм) и 1/32 дюйма (0,031 дюйма = 0,8 мм). Диаметр проволоки обычно зависит от площади стыка. Чем меньше размер стыка, тем меньше будет необходимый диаметр припоя.
Чтобы предоставить коммерческое предложение, Kapp Alloy необходимо знать
- Всего Вам нужно
- нужный Вам сплав,
- , нужен ли вам канифольный флюсовый сердечник, кислотный флюсовый сердечник или сплошная проволока,
- диаметр нужной вам проволоки, а
- упаковка (например, катушки 1 фунт, катушки 5 фунтов или палки 18 дюймов.
Как паять провод — на дом
По сравнению с молотком или электрической отверткой, не так много случаев, когда вам понадобится паяльник для ремонта. Сказав это, мы считаем, что есть много оснований для включения небольшого паяльного инструмента и крошечного рулона припоя в ваш домашний набор инструментов. Учитывая стоимость всего одного ремонта, паяльный инструмент может сэкономить вам более чем в десять раз больше, чем вы за него заплатили.«Для чего, спросите вы,« можно ли использовать паяльный инструмент? » Динамики в каждом радио в вашем доме соединены пайкой. В вашем телевизоре, телефоне, компьютере, стереосистеме, видеомагнитофоне, громкоговорителе, посудомоечной машине, кухонной плите, духовке, холодильнике, небольших электроинструментах, блендере, кухонном комбайне, тостере и т. Д. Имеются паяные соединения. вы называете это. Все в вашем доме, которое обычно использует электричество, будет иметь как минимум пару паяных соединений. Мелкий ремонт бытовой техники начинается с 25 долларов и идет вверх.Паяльник и небольшой рулон припоя можно купить менее чем за 6 долларов. Да, вы можете потратить не менее 35 долларов на паяльник, но, скорее всего, вам никогда не понадобится такой модный инструмент. Тот, что у нас, стоил 12 долларов.
Пайка — это процесс, при котором для соединения металлических поверхностей используется расплавленный металл. Для домашнего ремонта изучим пайку медных проводов — тех, которые используются в обычных бытовых инструментах, приборах и электронике. Пайка серебром и другие виды пайки здесь не рассматриваются.
Что действительно интересно в пайке, так это то, что все, что вам нужно знать, чтобы сделать хорошее соединение, можно найти в этой колонке. Это, без сомнения, один из самых простых проектов, известных нам своими руками. Никакой тяжелой работы, никаких запутанных схем крепления гвоздей, никакого свода правил или справочного руководства. Это так же просто, как 1-2-3: 1) очистить провода, чтобы они блестели, 2) плотно скрутите провода и закрепите соединение зажимами и 3) нагрейте один конец соединения наконечником паяльника. .Через мгновение или две прикоснитесь к другому концу соединения припоем — продолжайте прижимать паяльник к проводу. Нагретый провод расплавит припой, и он сразу же потечет к концу соединения, нагреваемому паяльным пистолетом. Расплавленный металл всегда будет течь к источнику тепла. Когда припой достигнет паяльника, соединение будет выполнено. Самая сложная часть всего процесса — удерживать все достаточно долго, чтобы припой остыл (несколько секунд).В качестве зажимов попробуйте использовать прищепку или две, пару зажимов для пинцета или небольшую пару зажимов для тисков. Возможно, вам не удастся сломать большой палец с помощью этого DIY-проекта, но для небольших соединений ваш большой палец будет мешать.
Есть несколько способов очистки подключаемых проводов. Помните, что весь припаиваемый провод должен быть чистым и блестящим — не только кончик провода — весь провод, который будет припаян. Припой абсолютно не прилипает к грязной поверхности.Для чистки можно использовать наждачную бумагу, наждачную бумагу, стальную вату, напильник или карманный нож. Поскольку в нашей сумке для инструментов всегда можно найти бритвенный нож, мы им и пользуемся. Все, что мы делаем, это кладем лезвие на проволоку (перпендикулярно ей) и протираем острый край по длине проволоки. Коррозия, обесцвечивание и все остальное сразу же исчезают. Прокрутите проволоку и продолжайте царапать, пока она не станет полностью сиять. Мы считаем, что крошечный файл более удобен, чем наждачная бумага, для очистки клемм и соединительных столбов.Наждачная бумага имеет тенденцию оставлять зернистый беспорядок внутри некоторых предметов. В худшем случае вам, возможно, придется пропылесосить, когда вы закончите.
Когда все очищено, провода можно скрутить вместе — или можно пропустить провод через клемму, а затем намотать вокруг нее. В любом случае, идея состоит в том, чтобы сначала обезопасить соединяемые элементы до начала пайки. Затем используются зажимы, чтобы удерживать соединения неподвижно во время пайки. Скручивание проводов вместе также добавляет прочности соединению.
Когда все очищено и закреплено на месте, следующим шагом будет расплавление припоя. Что бы вы ни делали, не расплавляйте припой острием паяльника. Само соединение нагревается паяльником, а горячее соединение расплавляет припой. При разрыве контакта паяльника с соединением соединение остывает и припой начинает затвердевать. Как только припой полностью затвердеет, соединение будет завершено. Поскольку припой всегда течет к источнику тепла, соединение будет намного прочнее, если кончик паяльника удерживать с одной стороны соединения, а припой — с другой стороны — или, эндо-эндо!
Лучший припой для электромонтажных работ 60-40.Шестьдесят процентов олова и сорок процентов свинца. Перед пайкой стыка необходимо нанести слой флюса. Флюс — это паста, которая помогает удалить оставшийся налет или коррозию. Это также помогает расплавленному припою течь свободно. Для достижения наилучших результатов не используйте флюс с кислотным сердечником для электрических соединений. Канифольный флюс — это то, что вам нужно. А еще лучше купите припой с флюсовым сердечником и убейте двух зайцев одним выстрелом. Попросите ресинкор 60-40.
Наконец, поддерживайте паяльник (или паяльный пистолет) в хорошем состоянии, следя за чистотой и лужением жала.